齿轮的感应淬火方法与适用范围见表6-28。表6-30 感应淬火时淬火冷却介质的冷却方式及冷却特性(续)4)齿轮感应淬火时的冷却方法及所用淬火冷却介质见表6-31。表6-34为感应淬火工件炉中回火工艺参数。表6-35为常用钢种在感应淬火后回火温度与硬度的关系。......
2023-06-29
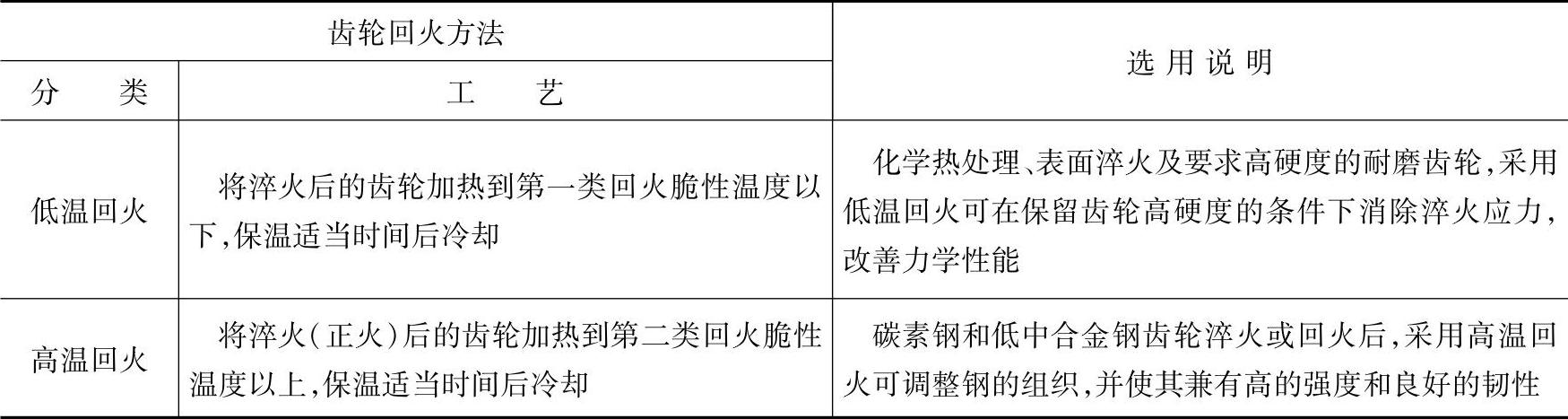
根据对工件的使用要求和性能不同,按加热的温度高低通常将回火分为低温回火(150 250℃)、中温回火(350~500℃)和高温回火(500~650℃)三种。回火后的冷却方式有空冷水冷或油冷等。齿轮常用回火方法有低温回火和高温回火,其方法的分类与选用见表3-46。
表3-46 齿轮回火方法的分类与选用
(1)回火温度的选择 回火温度的确定除了考虑齿轮要求的硬度外,还应考虑其他因素的影响,如采用快速淬火或表面淬火时,回火温度应选择偏低一些;如果淬火温度偏高,齿轮尺寸小,淬火冷速快,宜选用上限回火温度;反之,则应取下限回火温度。对于批量较大的齿轮,通常需通过工艺试验来确定回火温度。
1)常用钢不同硬度值下的回火温度见表3-47,可供齿轮回火时参考。
表3-47 常用钢不同硬度值下的回火温度(单位:℃)

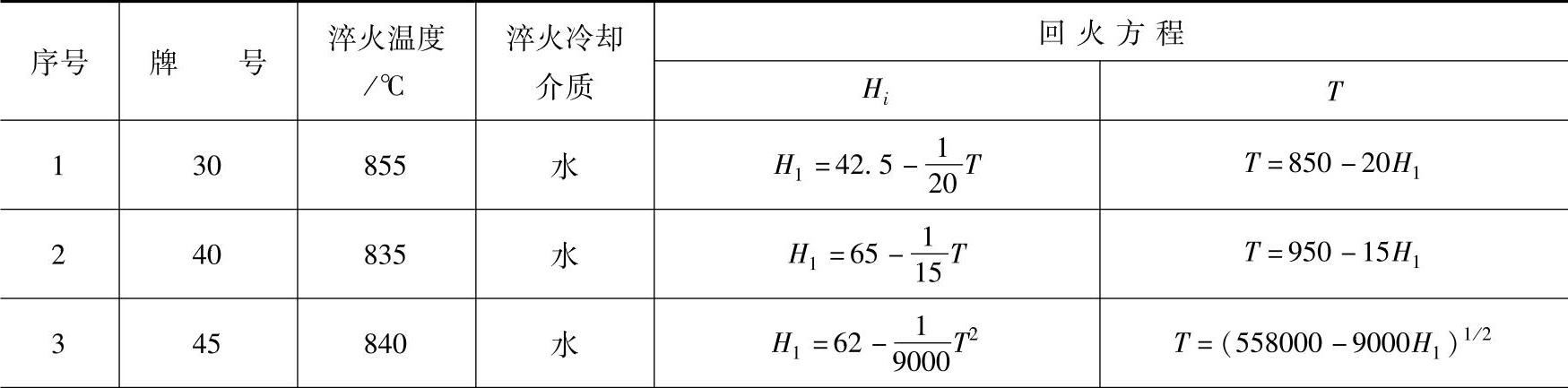
2)常用钢的回火经验方程见表3-48,供齿轮回火时参考
表3-48 常用钢的回火经验方程
(续)
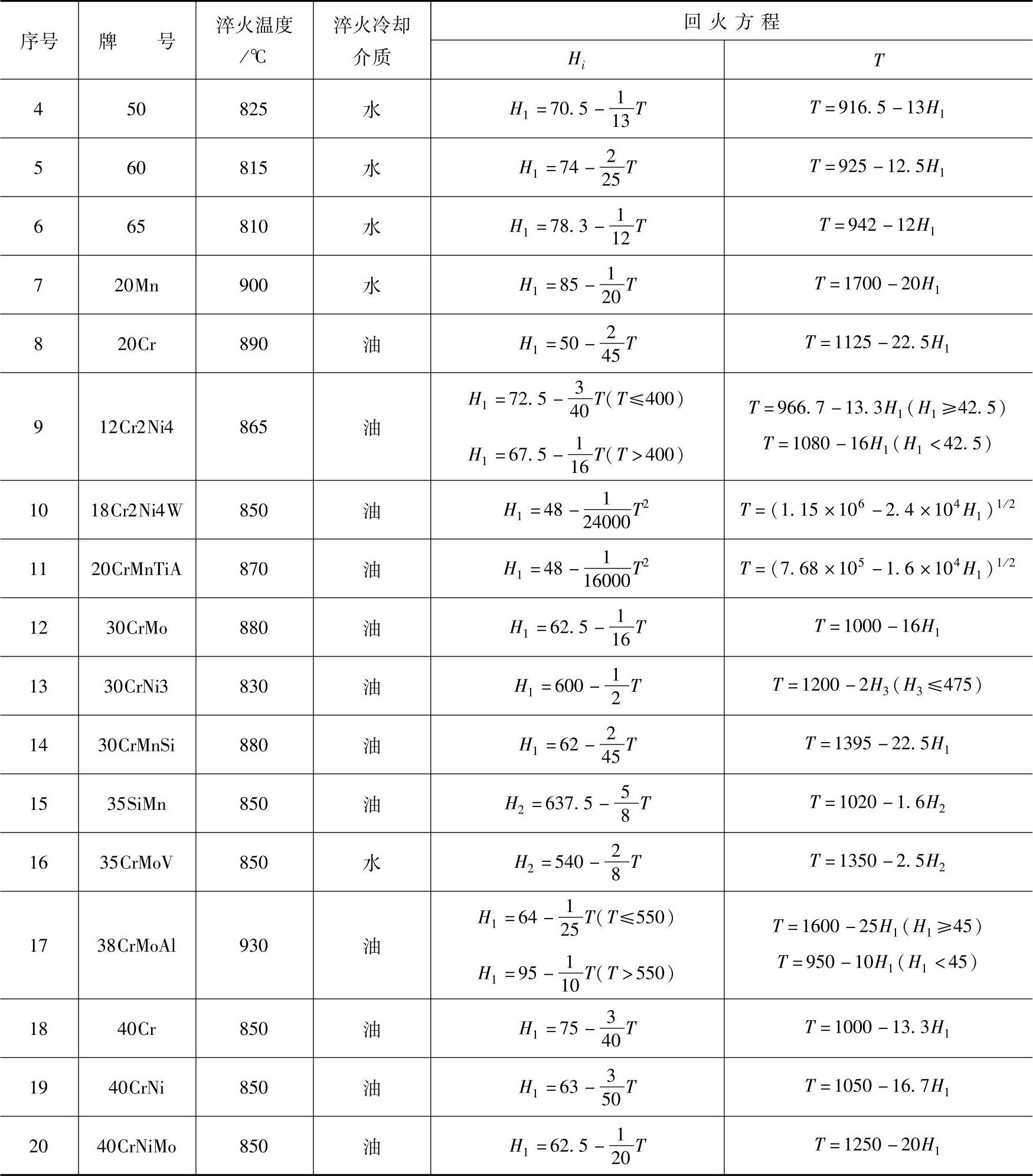
注:1.表中符号Hi为硬度:H1为HRC,H2为HBW,H3为HV,H4为HRA;T为回火温度(℃)。
2.本表方程取自经验数据,使用时化学成分应符合相关标准规定;最大直径或厚度为临界直径;限于常规淬火
回火工艺。
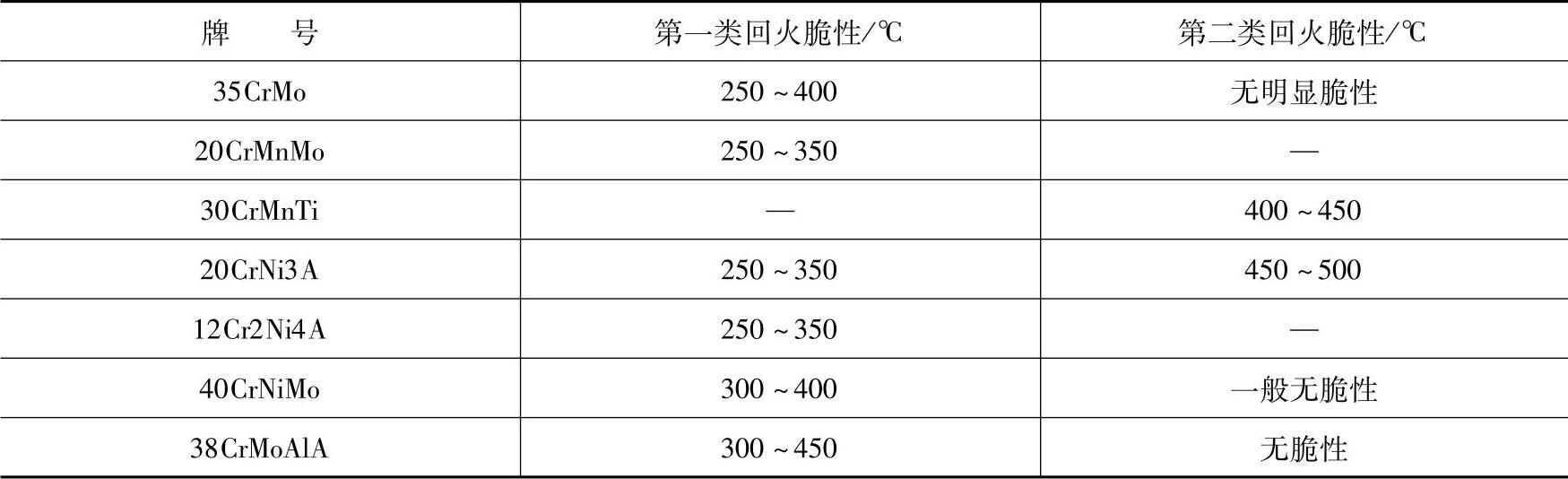
3)常用钢回火脆性的温度范围见表3-49,供齿轮回火时参考
表3-49 常用钢回火脆性的温度范围

(续)
(2)回火保温时间及冷却方式选择
1)回火保温时间的确定。一般情况下,回火时间不少于1h。空气炉回火保温时间可按表3-50选择。盐浴炉回火保温时间可按表3-51选择。
表3-50 空气炉回火保温时间

表3-51 盐浴炉回火保温时间表

合金钢件应按表3-50或表3-51所列时间增加1/3保温时间。成批工件在井式回火炉中回火时,其时间每炉应>1.5h。低温回火的保温时间应>2h。
2)冷却方式的选择。一般工件出炉后,可在空气中冷却。如果具有第二类回火脆性的钢材,回火后应注意采取快速冷却方式,如水冷或油冷。
有关齿轮热处理手册的文章

齿轮的感应淬火方法与适用范围见表6-28。表6-30 感应淬火时淬火冷却介质的冷却方式及冷却特性(续)4)齿轮感应淬火时的冷却方法及所用淬火冷却介质见表6-31。表6-34为感应淬火工件炉中回火工艺参数。表6-35为常用钢种在感应淬火后回火温度与硬度的关系。......
2023-06-29

常用气体渗碳方法及其工艺特点、适用范围表5-18 常用气体渗碳方法及其工艺特点、适用范围(续)常用气体渗碳剂的特性 气体渗碳使用的渗碳剂可分为两大类。图5-3所示为现代化计算机控制的直生式气氛渗碳工艺控制原理图。......
2023-06-29

对此,应合理制订调质热处理工艺。大型齿轮调质热处理工艺 大型齿轮调质过程中,淬火加热时应采用分段加热方式,并应控制其升温速度,以减少畸变与开裂倾向。图4-4所示为大型齿轮调质分段加热曲线。4)大型零件回火温度与表面硬度的关系见表4-31,供齿轮调质回火时参考表4-31 大型零件回火温度与表面硬度的关系举例 大型齿轮调质工艺举例见表4-32。......
2023-06-29

齿轮的碳氮共渗主要是采用气体碳氮共渗工艺。井式炉气体碳氮共渗时,不同阶段介质的滴量见表5-80。见表5-84所列实例表5-84 齿轮在连续式渗碳炉中碳氮共渗工艺举例4.齿轮在密封箱式炉中的碳氮共渗工艺齿轮在密封箱式炉中碳氮共渗工艺举例。高浓度气体碳氮共渗的层深由共渗温度及保温时间而定。应用实例 国内某特种车辆制造公司对坦克车齿轮用20Cr2Ni4A钢,研制出“三段控制”碳氮共渗工艺。表5-90 高浓度气体碳氮共渗工艺应用实例(续)......
2023-06-29

调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。1)齿轮调质工艺参数的选择原则见表4-12。表4-22 铸造低合金钢件调质淬火温度表4-23 铸造低合金钢件调质回火温度表4-24 铸造低合金钢件调质规范之一注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却表4-25 铸造低合金钢件调质规范之二表4-26 铸造低合金钢件调质规范之三(续)......
2023-06-29

图12-51是对Tandem双丝焊电弧与焊丝的温度场和流场仿真,保护气体采用Ar+CO2(18%),焊接电流均为150A,左边是主导焊丝,对获得双丝协同的稳定条件提供了工艺机理。图12-52是对6061铝合金板材搅拌摩擦焊的搅拌头与焊缝温度场及其等效应变的一个仿真结果。以上这些例子对焊接工艺机理的理解和优化分析均具有工程价值和指导作用。......
2023-07-02

涂底漆的基本目的是在被涂物表面与随后的涂层之间创造良好的结合力。涂底漆应紧接着表面处理进行,两工序之间的间隙时间应尽可能短。因此,作为一个涂装工作者在选择底漆时除考虑上述两方面外,还必须熟知各种底漆材料的特性及其适用范围。......
2023-06-23
图3-48还画出了没有完全淬成马氏体的组织回火后硬度与回火参数的关系。图3-48回火温度与时间对不同淬火硬度的45钢回火硬度的影响图3-48下面部分,作为用图解法由回火温度与回火时间求得M参数之用。当淬火后硬度低于规定值下限时,如果允许,则回火温度应适当降低;对于生产批量较大的工件,通常需要通过工艺试验来确定回火温度。......
2023-06-24
相关推荐