灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29
(铁基)粉末冶金法是以铁粉为主要原料,通过压制、烧结等制造各种工件的工艺方法。其通过表面淬火、回火、时效处理、化学热处理和感应淬火等处理,以提高强度、硬度和耐磨性能。粉末冶金制品与锻造或轧制的工件的最大区别是其有孔隙存在(一般密度达到7.5g/cm3左右为好)。
粉末冶金齿轮材料一般适用于制作大批量生产的小齿轮,例如汽车发动机的定时齿轮(材料Fe-C0.9)、摩托车齿轮、分电器齿轮(材料Fe-C0.9-Cu2.0)、农用柴油机中的凸轮轴齿轮(材料Fe-Cu-C),以及要求耐磨、保持间隙精密度的25L油泵齿轮等。
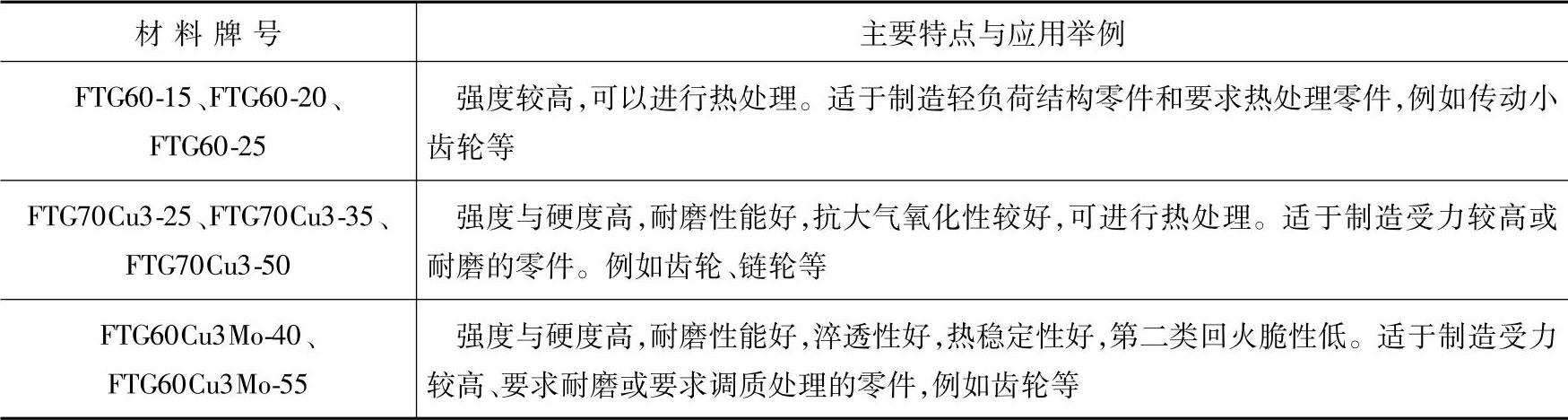
(1)铁基粉末冶金材料的主要特点与应用举例(见表1-48)
表1-48 铁基粉末冶金材料的主要特点与应用举例
(2)铁基粉末冶金件热处理用保护气氛 铁基粉末冶金件热处理常用保护气氛或在固体填料保护下加热。保护气氛主要有中性气氛,氮基气氛、吸热式气氛、放热式气氛,还原气氛,分解氨、碳氢化合物或混合气等。
(3)铁基粉末冶金材料的淬火、回火工艺
1)淬火和回火处理:
通常,中碳和高碳的Fe-C、Fe-C-Cu粉末冶金件可以热处理强化。淬火加热温度为790~900℃,油冷;在175~250℃空气炉或油炉中回火0.5~1h。铁基粉末冶金材料的淬火、回火工艺见表1-49。
表1-49 铁基粉末冶金材料的淬火、回火工艺

2)齿轮高频感应淬火用粉末冶金材料:
如Fe-C-Mo、FTG30、FTG60、FTG90、FTG70Cu3、FTG60Cu3Mo等。粉末冶金齿轮的高频感应淬火见6.3.5内容。
(4)铁基粉末冶金齿轮的化学热处理 低碳铁基粉末冶金齿轮可通过化学热处理进行表面强化,以提高硬度和耐磨性。铁基粉末冶金齿轮几种典型化学热处理工艺见表1-50。
表1-50 铁基粉末冶金齿轮几种典型化学热处理工艺

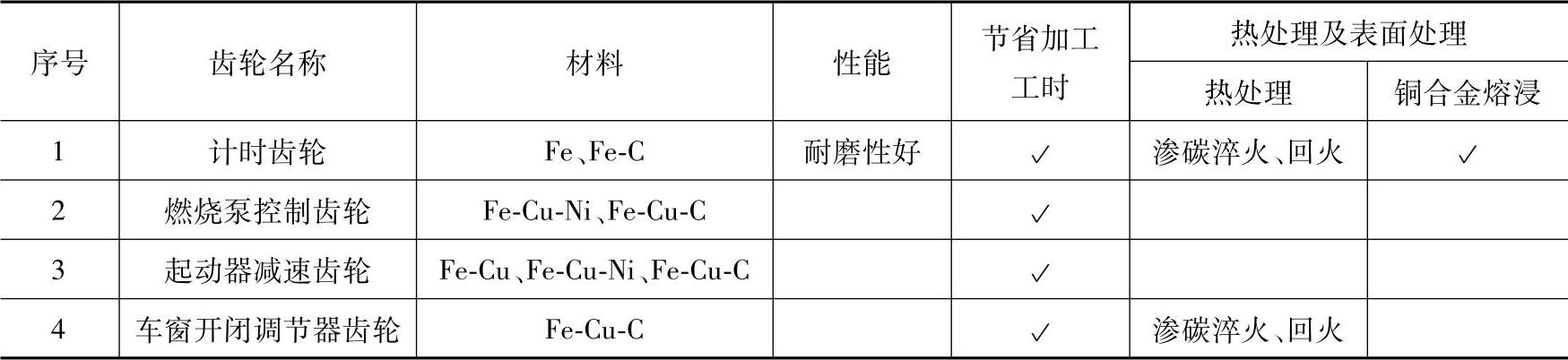
(5)汽车粉末冶金齿轮的性能和热处理举例(见表1-51)
表1-51 汽车粉末冶金齿轮的性能和热处理举例
有关齿轮热处理手册的文章

灰铸铁齿轮多用于开式齿轮传动。表1-29 常用灰铸铁、球墨铸铁的力学性能1.齿轮用灰铸铁及其热处理灰铸铁的选用 灰铸铁的抗弯及抗冲击能力很差,但它易于铸造、易切削,具有良好的耐磨性和减振性、最小的缺口敏感性、成本低。......
2023-06-29

铸钢齿轮铣齿前需经退火、正火及调质处理,以提高齿轮强度和硬度。因此,使用铸钢齿轮毛坯时应进行充分的预备热处理,如扩散退火正火或完全退火等。铸钢齿轮热处理的选择见表1-38。表1-38 铸钢齿轮热处理的选择(续)大型铸钢齿轮用铸造低合金钢的牌号、化学成分及力学性能应符合JB/T 6402—2006的规定。......
2023-06-29

机车齿轮的材料大致可分为调质钢、渗氮钢及渗碳钢三大类。大连机车车辆有限公司采用17CrNiMo6钢制造的HXD5型大功率机车牵引齿轮,并经渗碳淬火。一般机床齿轮常用钢材及其热处理工艺见表1-22。表1-22 一般机床齿轮常用钢材及其热处理工艺7.航空齿轮用钢及其热处理航空齿轮是用来传递动力和改变运行速度的,因此在功率传递机构如减速器中,需要使用各种形式的齿轮。部分齿轮钢采用优质渗氮钢进行渗氮热处理。......
2023-06-29
表8-18 工艺试样的种类及要求用作渗碳层深度测定的试样,其组织应是平衡态;如果试样已经过淬火处理,可参考表8-19所列的工艺规范进行处理。齿轮渗碳的硬度检查 齿轮渗碳淬火、回火后的硬度检验见表8-24。表8-24 齿轮渗碳淬火、回火后的硬度检验渗碳层深度检测 常见的渗碳层深度检测方法见表8-25表8-25 常见的渗碳层深度检测方法(续)渗碳淬火、回火后齿轮畸变与裂纹的检验表8-26 渗碳淬火、回火后齿轮畸变与裂纹的检验......
2023-06-29
图7-27 金属零件热处理和涂敷用微波大气等离子加工系统示意图Atmoplsa技术可使热处理工艺实现快速加热、更精确控制加热和达到更高温度,从而缩短工艺周期和减少能耗,比电热辐射可降低30%的成本。齿轮经规定时间渗碳处理后,进行淬火和回火。表7-76 AISI 8620钢齿轮渗碳结果比较图7-28所示为AISI8620钢齿轮普通气体渗碳和Atmoplsa渗碳结果的比较。......
2023-06-29
影响汽车齿轮使用寿命的因素很多,除了设计、选材、冷加工以及使用条件外,齿轮的热处理质量具有直接的影响,而齿轮的热处理质量是通过金相组织来进行控制与鉴别的,故对齿轮的热处理过程进行准确的检验和严格的控制,是确保齿轮质量的关键。齿轮的受力状态十分复杂,只有经过化学热处理才能满足工作需要。齿面磨损为齿轮的主要失效形式。表4-2为在磨损和交变应力作用下零件的选材及其热处理。......
2023-08-18

渗碳钢残留奥氏体量需要对渗碳齿轮所承受载荷的性质和大小等具体情况分析后,方可确定。表5-9 渗碳齿轮表层残留奥氏体的选择表5-10 国内外对渗碳齿轮残留奥氏体的要求4.表面碳(氮)含量、表面硬度、表层组织及心部硬度要求渗碳齿轮的表面碳(氮)含量、表面硬度、表层组织及心部硬度要求见表5-11国内外渗碳淬火齿轮心部硬度参考值见表5-12。......
2023-06-29

相关推荐