图1-15 数控磨床的应用范围2.分类及磨削方法根据数控磨床的用途及磨削时采用的工艺方法,可将数控磨床分为以下几种:数控外圆磨床使用砂轮的外圆周面来磨削工件的外回转面,主要包括数控万能外圆磨床、数控无心外圆磨床和数控成形外圆磨床等。图1-20 无心外圆磨削方法数控内圆磨床数控内圆磨床用于工件内回转面的磨削,主要包括数控无心内圆磨床和数控成形内圆磨床等。数控平面磨床数控平面磨床用于高精度平面磨削和淬火件的平面磨削等。......
2023-06-23
图19-10所示为MQ8240型曲轴磨床,适用于大批量磨削各种曲轴。磨床由床身1、工作台16、头架2、尾座10、左卡盘5和右卡盘8等部件组成。安装工件时用卡盘定位插销4、9将卡盘固定。砂轮架6的快速进退和工作台16的纵向移动,均由液压驱动。机床具有安全的联锁,当加工曲轴时,将选择开关旋在“曲轴”两字位置上,砂轮架在磨削位置时,工作台手轮15手动,不能液动;当手柄12处于使砂轮架后退位置时,工作台可液动。砂轮架进给由手轮11操纵。当磨削一般外圆时手柄14,并用旋钮13调节工作台速度。在曲轴磨床上,可配置在线自动测量装置,实现自动测量曲轴的尺寸。
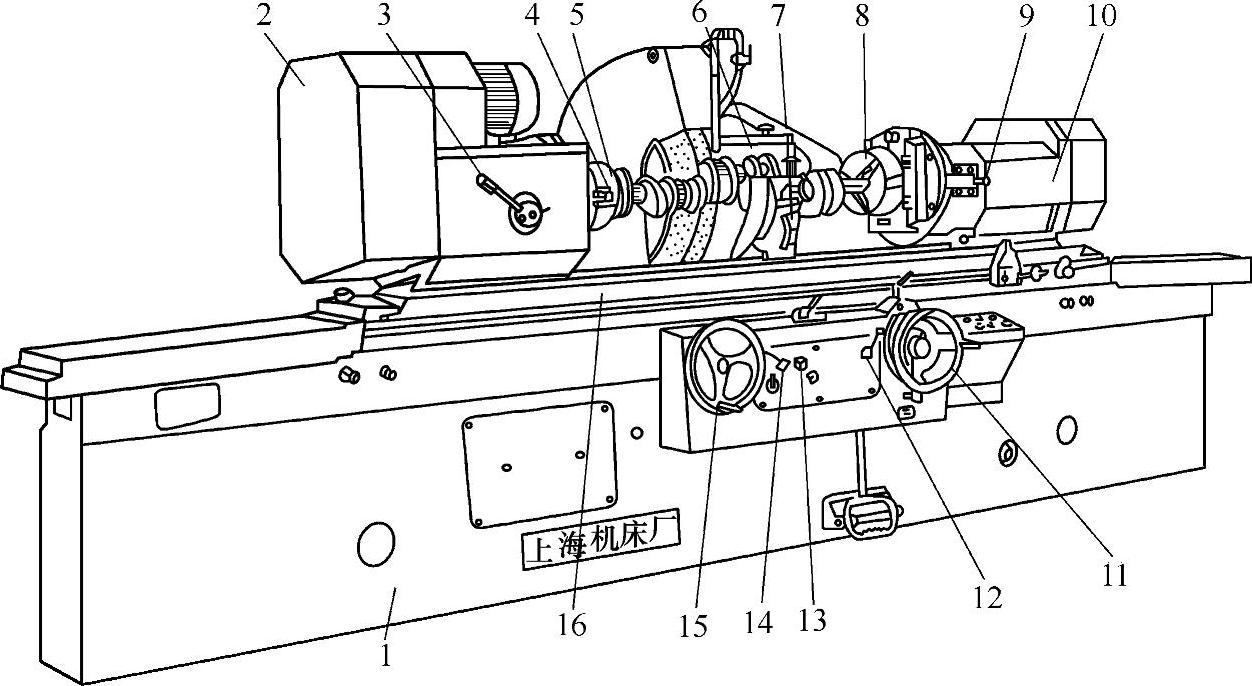
图19-10 MQ8240型曲轴磨床
1—床身 2—头架 3—曲轴磨削起动手柄 4、9—卡盘定位插销 5—左卡盘 6—砂轮架
7—中心架 8—右卡盘 10—尾座 11—横向进给手轮 12—砂轮架快速退刀手柄
13—工作台调速旋钮 14—工作台液压开停手柄 15—工作台纵向手轮 16—工作台
大功率发动机的曲轴,需要用重型曲轴磨床进行磨削。万吨巨轮的820mm缸径瓦锡兰船用柴油机曲轴质量达162t,长为11.5m。重型的船用曲轴,质量为71t,长为8.03m。国家发展重型曲轴制造技术,对于船舶制造业是至关重要的。
图19-11所示为MK82125型数控曲轴磨床,可磨削工件最大质量为10t,其主要参数及规格见表19-1。磨床采用德国西门子840D六轴二联动CNC系统,内装PLC、全数字式驱动装置及交流伺服电动机。

图19-11 MK82125型数控曲轴磨床
数控磨床是以二进制数字信号作为控制器的输入参数,输入参数以控制程序的形式输入控制器,并发出脉冲指令驱动步进电动机经丝杠实现工作台的进给运动,获得精确的加工精度。数控机床的精度很高,单轴重复定位精度达±0.001mm,加工工件的尺寸一致性好。数控磨床加工曲轴属于先进磨削技术。
表19-1 主要参数及规格

为适应曲轴等零件的磨削要求,我国磨床制造厂近年还开发了数控非圆专用磨床。其砂轮圆周速度v=125m/s。采用西门子数控系统,可实现多轴两轴联动及砂轮架进给与头架回转、砂轮架进给与工作台跳挡移动、头架主轴回转与圆度测量机摆动等联动。砂轮架进给由旋转编码器与直线光栅尺构成闭环控制,还具有安全联锁及程序冲突报警功能。X轴重复定位精度为0.002 mm,砂轮架系统的伺服控制精度为0.0025~0.0005 mm。在西门子840D数控系统上,企业开发了非圆轨迹磨削应用软件等。这种磨床有曲轴颈圆度误差测量系统,可解决测量头不能准确定位所造成的测量误差的补偿问题,使测量精度达到1μm。
砂轮直径测量系统,可满足准确测量砂轮的磨损量的要求。砂轮直径测量系统采用超声波测量仪或激光测量仪,测量精度为0.001 mm。
有关磨工技能认证考试辅导教程的文章

图1-15 数控磨床的应用范围2.分类及磨削方法根据数控磨床的用途及磨削时采用的工艺方法,可将数控磨床分为以下几种:数控外圆磨床使用砂轮的外圆周面来磨削工件的外回转面,主要包括数控万能外圆磨床、数控无心外圆磨床和数控成形外圆磨床等。图1-20 无心外圆磨削方法数控内圆磨床数控内圆磨床用于工件内回转面的磨削,主要包括数控无心内圆磨床和数控成形内圆磨床等。数控平面磨床数控平面磨床用于高精度平面磨削和淬火件的平面磨削等。......
2023-06-23

曲轴系统由连杆、主和副、平衡轴轴承等组成的轴颈轴承和与此接合的轴承盖组成。曲轴轴颈轴承的负荷随活塞作用力大小和方向的改变而发生变化。图9-13 旋转轴承中产生油膜压力的两种形态1.摩擦系数连杆轴颈轴承的负荷和偏心线图如图9-14所示。连杆大头轴承的润滑油是通过旋转的曲轴内部通道供给,油路内的润滑油会产生离心力。......
2023-06-28

曲轴主轴颈和连杆轴颈磨损后,如果部分轴颈的圆度、圆柱度偏差若超过0.025mm时,应按修理尺寸进行光磨,光磨应在弯扭校正后进行。图8-7 曲轴轴颈的检测曲轴磨损到一定程度后,应光磨修理,具体修理尺寸视柴油机型号而定。堆焊修复曲轴前,对待修复曲轴轴颈表面进行清洗、检查、磨削和预热等准备工作,可极大地提高修复质量。当曲轴主轴颈磨损严重时,可采用对称焊的方法修复。......
2023-09-19

曲轴飞轮组主要由曲轴、飞轮、扭转减振器、皮带轮、正时齿轮、曲轴主轴承等组成,具体结构如图2.44所示。图2.44曲轴飞轮组构成(一)曲轴1.功用曲轴飞轮组功用是把活塞连杆组传来的气体压力转变为扭矩对外输出。某些小型汽油机或以滚动轴承作为曲轴主轴承的发动机采用组合式曲轴,即将曲轴分段加工后组合成整个曲轴。主轴颈是曲轴的支承部分。在维修中,对曲轴上的油道要彻底疏通并清洁干净,以免造成事故。......
2023-08-23

气体压力在进行燃烧的上止点附近达到最大。在上止点附近活塞的速度很小,可以忽略惯性力Fi,因而在上止点附近活塞上的作用力F达到最大,仅由气体力Fg引起各部位弯曲、扭曲和剪切等应力。图10-10 随曲轴角度的转矩变化1.曲轴销的强度曲轴销(或曲轴)在气体力Fg的作用下,前后主轴承上产生反力R1、R2,如图10-11所示。上式中,如果R1=R2,l1=l,则曲轴销中央部位达到最大。......
2023-06-28

首先对展开式所需的三角函数关系式进行分析:如图10-4所示,曲轴销旋转力的关系式为此切线力Ft与曲轴半径r的乘积Ftr为相对于曲轴角θ的旋转力。这是因为燃烧气体力Fg在做功过程中推动曲轴旋转,反过来在压缩过程中施加压缩力,另外惯性力Fi在曲轴每旋转1周期间瞬间旋转角速度不一致。图10-10所示为6气缸发动机的转矩曲线和单气缸发动机的转矩曲线。转矩的变化通过配备旋转运动质量较大的飞轮可以进一步平稳化。......
2023-06-28
磨床是用砂轮周边或端面进行精加工的机床。电气要求 M7120型平面磨床中的砂轮旋转并不要求调速,通常采用异步电动机直接拖动。5)电磁吸盘需要有去磁控制环节。电磁吸盘的工作电路包括整流装置、控制装置和保护装置三个部分。......
2023-06-25

图19-12所示为三拐曲轴,主轴颈尺寸为 ,表面粗糙度值为Ra0.8μm。图19-12 三拐曲轴磨削工艺分析见表19-2。扳动MQ8240型曲轴磨床的磨削曲轴起动手柄,将选择开关旋至“曲轴”位置上,则砂轮架在磨削位置时,工作台只能纵向手动,而不能液压传动,起安全联锁的作用。3)各曲柄颈换挡磨削,换挡时注意操作的安全,防止工件与砂轮碰撞。曲轴各轴颈的圆度公差应控制在0.01mm以内。......
2023-06-28
相关推荐