单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28
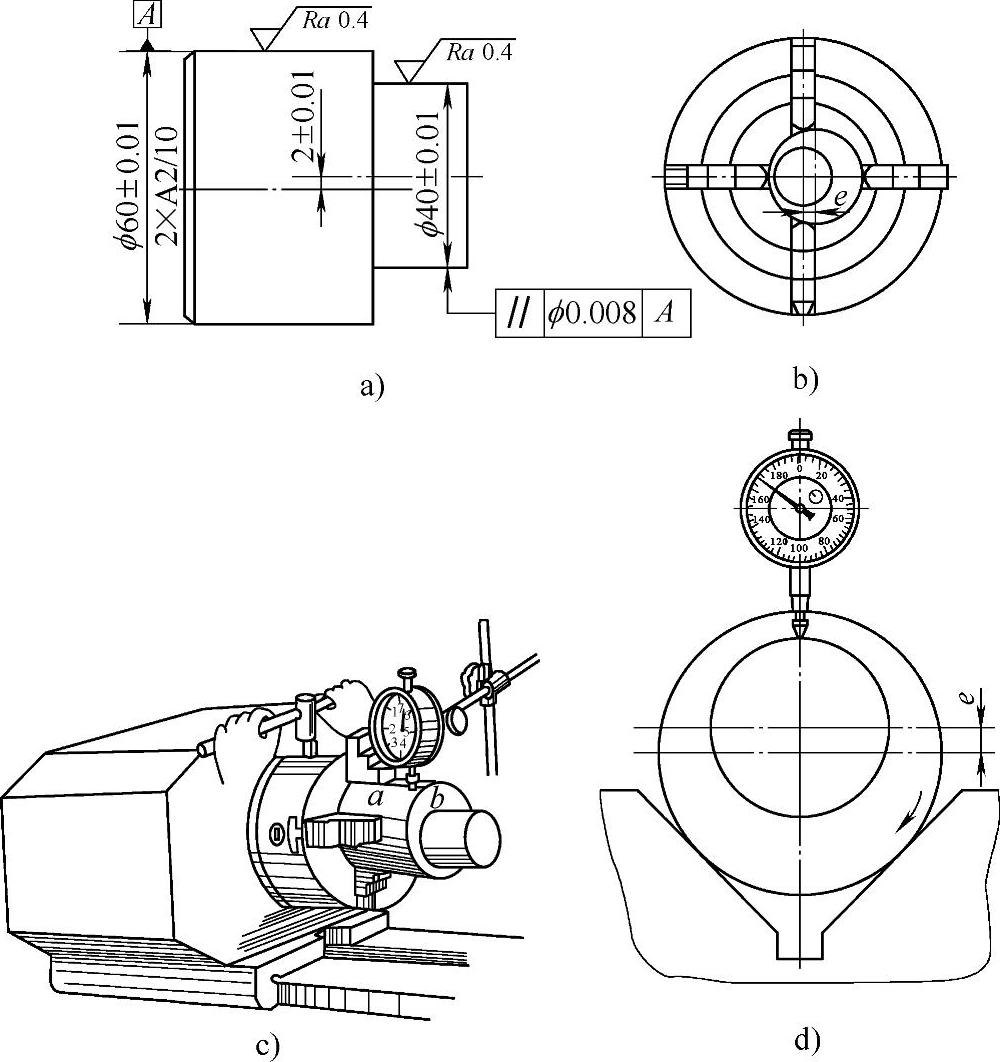
图19-8 动卡盘装夹
图19-8a所示为偏心轴,用单动卡盘找正磨削偏心。工件的找正位置如图19-8b所示,使被加工圆中心与基准圆之间有一偏心距。装夹方法如图19-8c所示,用单动卡盘夹ϕ(60±0.01)mm外圆,将单动卡盘按偏心距作相应的初调整,使指示表的偏摆量为4mm,误差控制在±0.005 mm以内。再用指示表测量ϕ(40±0.01)mm外圆,偏摆量在0.05mm以内,以保证一定的磨削余量。精调整卡盘,用指示表测量ϕ(60±0.01)mm外圆的偏摆量为(4±0.005)mm,同时分别测量任一卡爪处的外圆素线,使其与工作台移动方向平行。如图19-8c所示,将素线ab的平行度误差控制在0.005mm内,使ϕ(60±0.01)mm外圆轴线与磨床主轴轴线平行。
这种方法的特点是操作要求较高,能获得较高的加工精度,适用于单件生产中磨削长度较短的零件。但由于,找正工件的时间较长,不适合成批生产。
偏心距的测量如图19-8d所示,将ϕ(60±0.01)mm外圆放在V形架上,测量时用手转动工件,指示表偏摆量的一半,即为工件的实际偏心距尺寸。粗磨后作一次测量,测出偏心距误差。在精磨时,这一误差需调整卡盘加以修正。在调整时,应以ϕ(40±0.01)mm外圆为基准,再作修正的调整。注意使误差的方向和修正调整的方向相反,以使误差减小。
有关磨工技能认证考试辅导教程的文章

单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28

自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28

图19-3所示为一种带有中心孔的偏心夹具,套装在工件已磨好的两端外圆上,用夹具上的中心孔A和C定位,磨削偏心圆柱2和3。这种方法的特点是用专用夹具装夹工件能稳定地保证零件的加工精度,同时能迅速地装夹工件,缩短辅助时间,提高劳动生产率。影响加工精度的因素主要是夹具的定位误差以及与夹具有关的其他误差。通常夹具将定位误差限制在工件公差的1/3以内。......
2023-06-28

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2023-06-27
根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

②了解偏心零件的装夹方法,会车削偏心零件。4)检查偏心与车床主轴同轴如图2.58所示,用百分表在圆周上测量,缓慢转动工件,观察百分表指针跳动量是否为8mm;用划线盘找正外圆侧母线与车床主轴平行,如图2.59所示。车削注意事项①此法只适用于精度不高、偏心距在10mm以下的小偏心零件。......
2023-06-27

粗磨后要精修整砂轮圆弧,以保证磨削精度和表面粗糙度。图14-27 圆弧形导轨2.操作步骤在M7132B磨床上进行磨削操作。④检查磨削余量。用切入磨削法精磨圆弧,保证mm尺寸,圆弧轴线对底平面的平行度误差不大于0.01mm,对侧面的平行度误差不大于0.02mm,表面粗糙度值不超过Ra0.4μm。......
2023-06-28

相关推荐