图19-8 动卡盘装夹图19-8a所示为偏心轴,用单动卡盘找正磨削偏心。工件的找正位置如图19-8b所示,使被加工圆中心与基准圆之间有一偏心距。装夹方法如图19-8c所示,用单动卡盘夹mm外圆,将单动卡盘按偏心距作相应的初调整,使指示表的偏摆量为4mm,误差控制在±0.005 mm以内。偏心距的测量如图19-8d所示,将mm外圆放在V形架上,测量时用手转动工件,指示表偏摆量的一半,即为工件的实际偏心距尺寸。粗磨后作一次测量,测出偏心距误差。......
2023-06-28
图19-3所示为一种带有中心孔的偏心夹具,套装在工件已磨好的两端外圆上,用夹具上的中心孔A和C定位,磨削偏心圆柱2和3。偏心夹具在套装时,两端分别放在平板上使中心对准,并用螺纹将夹紧套夹紧在工件的轴颈上。
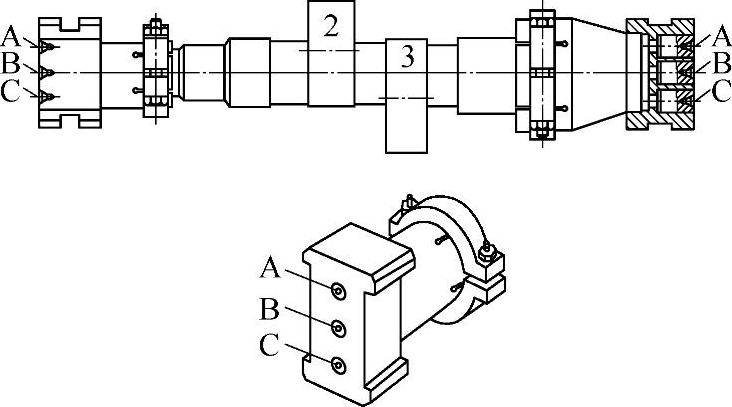
图19-3 中心孔偏心夹具
图19-4所示为柴油机曲柄(曲柄用于组装成曲轴)零件及其夹具。工件以  已磨削外圆、端面A和销孔
已磨削外圆、端面A和销孔  为基准在夹具上定位。夹具的定位元件是定位环及支承板和菱形定位销。加工前,用两螺旋压板将工件夹紧。由于偏心造成的不平衡,工件在离心力的作用下将造成振动,影响加工的精度和表面粗糙度,并加剧机床主轴的磨损。因此,在夹具上需配置平衡块,以消除不平衡对加工的影响。磨削
为基准在夹具上定位。夹具的定位元件是定位环及支承板和菱形定位销。加工前,用两螺旋压板将工件夹紧。由于偏心造成的不平衡,工件在离心力的作用下将造成振动,影响加工的精度和表面粗糙度,并加剧机床主轴的磨损。因此,在夹具上需配置平衡块,以消除不平衡对加工的影响。磨削  外圆,曲柄夹具保证的加工要
外圆,曲柄夹具保证的加工要
求如下:
1)偏心距尺寸(75±0.025)mm。
2)  端面A的垂直度公差为0.015mm。
端面A的垂直度公差为0.015mm。
图19-5所示为偏心轴及其夹具,先用中心孔定位磨  至尺寸,然后以ϕ
至尺寸,然后以ϕ
31.30-0.017 mm外圆为基准在偏心套夹具的内圆柱中定位,并校正30°槽的位置,再将工件夹紧即可磨偏心圆  外圆。夹具保证的加工要求为偏心距尺寸及公差(7.8±0.025) mm(公差为0.05mm)。操作时先将夹具在单动卡盘上找正。
外圆。夹具保证的加工要求为偏心距尺寸及公差(7.8±0.025) mm(公差为0.05mm)。操作时先将夹具在单动卡盘上找正。
这种方法的特点是用专用夹具装夹工件能稳定地保证零件的加工精度,同时能迅速地装夹工件,缩短辅助时间,提高劳动生产率。这种方法在成批生产中很常见,如偏心套用偏心心轴装夹等。影响加工精度的因素主要是夹具的定位误差以及与夹具有关的其他误差。通常夹具将定位误差限制在工件公差的1/3以内。
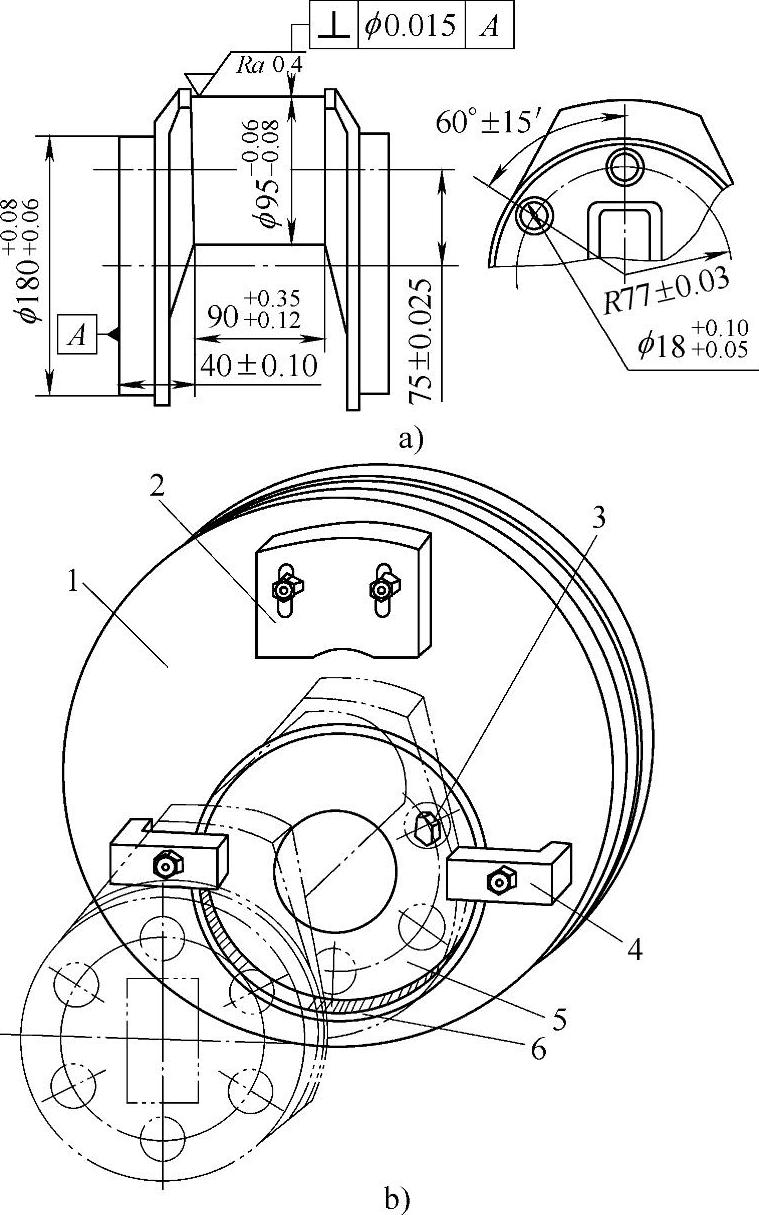
图19-4 曲柄零件及其夹具
a)曲柄零件 b)曲柄夹具
1—夹具体 2—平衡块 3—菱形定位销 4—螺旋压板 5—支承板 6—定位环
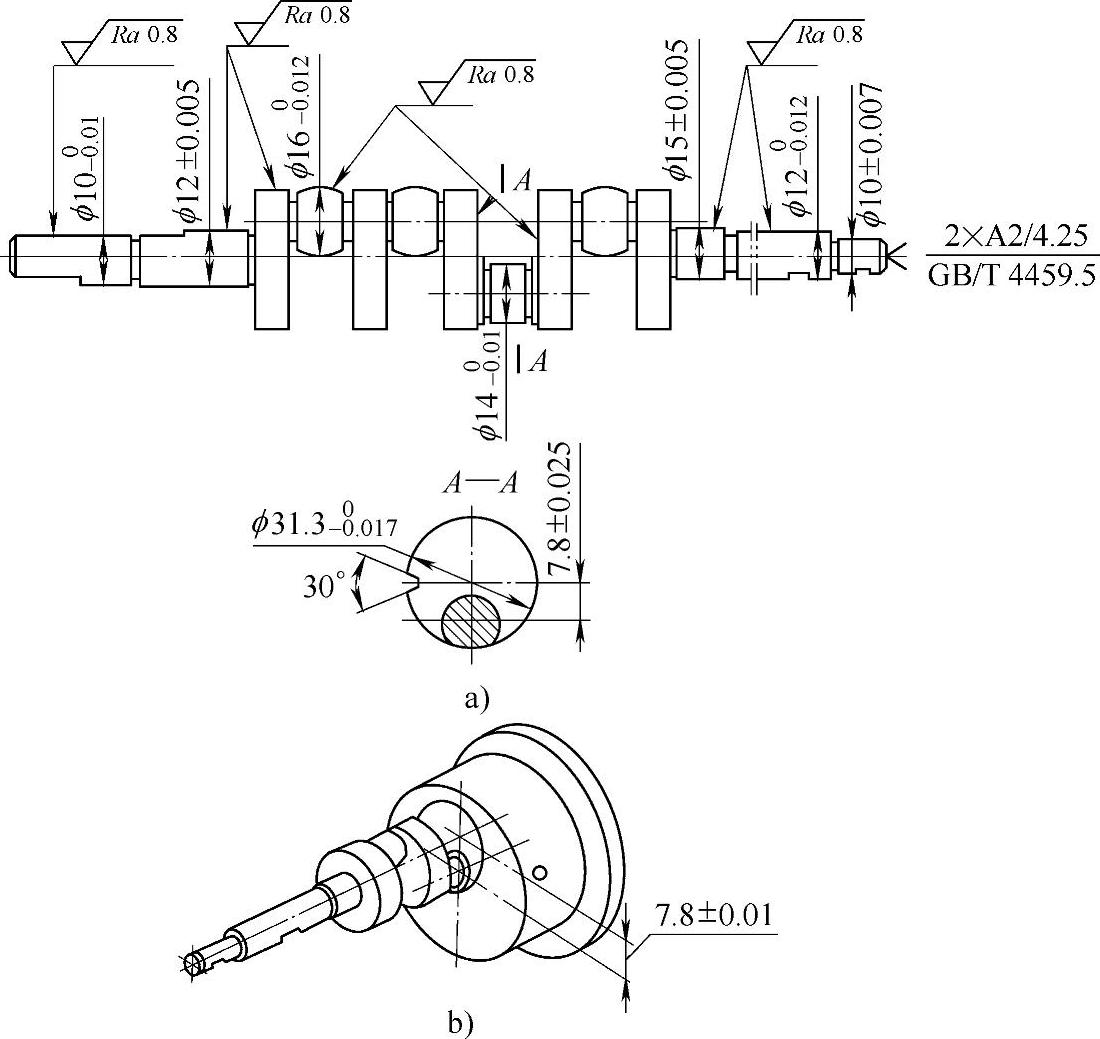
图19-5 偏心轴及其夹具
a)偏心轴 b)偏心轴夹具
有关磨工技能认证考试辅导教程的文章

图19-8 动卡盘装夹图19-8a所示为偏心轴,用单动卡盘找正磨削偏心。工件的找正位置如图19-8b所示,使被加工圆中心与基准圆之间有一偏心距。装夹方法如图19-8c所示,用单动卡盘夹mm外圆,将单动卡盘按偏心距作相应的初调整,使指示表的偏摆量为4mm,误差控制在±0.005 mm以内。偏心距的测量如图19-8d所示,将mm外圆放在V形架上,测量时用手转动工件,指示表偏摆量的一半,即为工件的实际偏心距尺寸。粗磨后作一次测量,测出偏心距误差。......
2023-06-28

一般位置空隙率为20%±2%,索夹位置空隙率为18%±2%,通过对高强螺柱副张拉紧固的实际操作试验,掌握张拉高强螺柱副的特性。索夹转动体的机械性能试验表明,索夹转动体内径为475 mm、索夹体圆柱外径为472 mm时安装顺利。索夹转动体与索夹体配合安装后,给索夹转动体加载3 倍最大吊杆拉力时,索夹转动体没有发生塑性变形和破坏。......
2023-07-01

自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28

材料及板厚:DC03钢,2.5mm。说明:1.工艺分析如图10-19a所示为汽车夹面板,该制件为对称件,形状简单,因板料较厚,导致成形工艺复杂。图10-19 汽车夹面板a)制件图图10-19 汽车夹面板(续)b)排样图2.排祥设计工位①:冲圆孔;工位②:冲4个圆孔、冲切中部外形废料;工位③:冲切头部外形废料;工位④、⑤:冲切头部及中部外形废料;工位⑥:压筋及弯曲预成形;工位⑦:四周90。......
2023-06-26
适合年龄:小、中、大班材料:白色磁性板一块(见图二);四种颜色、粗细不同的圆柱虫子各7条(见图三);夹子4把(见图四);圆形嵌板底座4块(见图五);圆形嵌板底座;记分牌。大班2人游戏,按商量的玩法和规则进行游戏。关注幼儿遵守游戏规则的情况、解决问题的能力等。可提供辅助物,供幼儿合作游戏时使用。......
2023-08-15

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

在一铺造像中加入弟子像的有龙洞小洞外3号龛、莲花洞、证明龛和灵鹫山B处5号龛四个窟龛。另外在遭受到严重破坏的开元寺造像中,有两龛造像破坏程度相对较轻,其中亦有弟子像。以上各龛在造像组合上多采用一铺五尊制,弟子形象的变化不十分明显。左胁弟子为一老者,胸前出肋骨,双手合十。D'Ⅵ式龛例:灵鹫山B处5号龛两弟子衣饰基本同D'Ⅴ式,不同的是双手之上无衣角下垂,下裾更加紧窄,八字形衣纹更加稠密。......
2023-07-22
相关推荐