由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即式中v——珩磨速度;vr——磨石圆周速度;vf——磨石轴向往复速度。粗珩时取较大珩磨压力;精珩则相反。表18-6 珩磨压力3.珩程及越程量的调整由图18-5可知,珩磨头的珩程可按下式计算L=Lw+2a-Lt式中 L——珩程;Lw——工件孔的长度;a——越程量;Lt——磨石长度。......
2023-06-28
1.珩磨车床尾座孔
图18-6所示为车床尾座,加工工艺见表18-8。
表18-8 车床尾座加工工艺
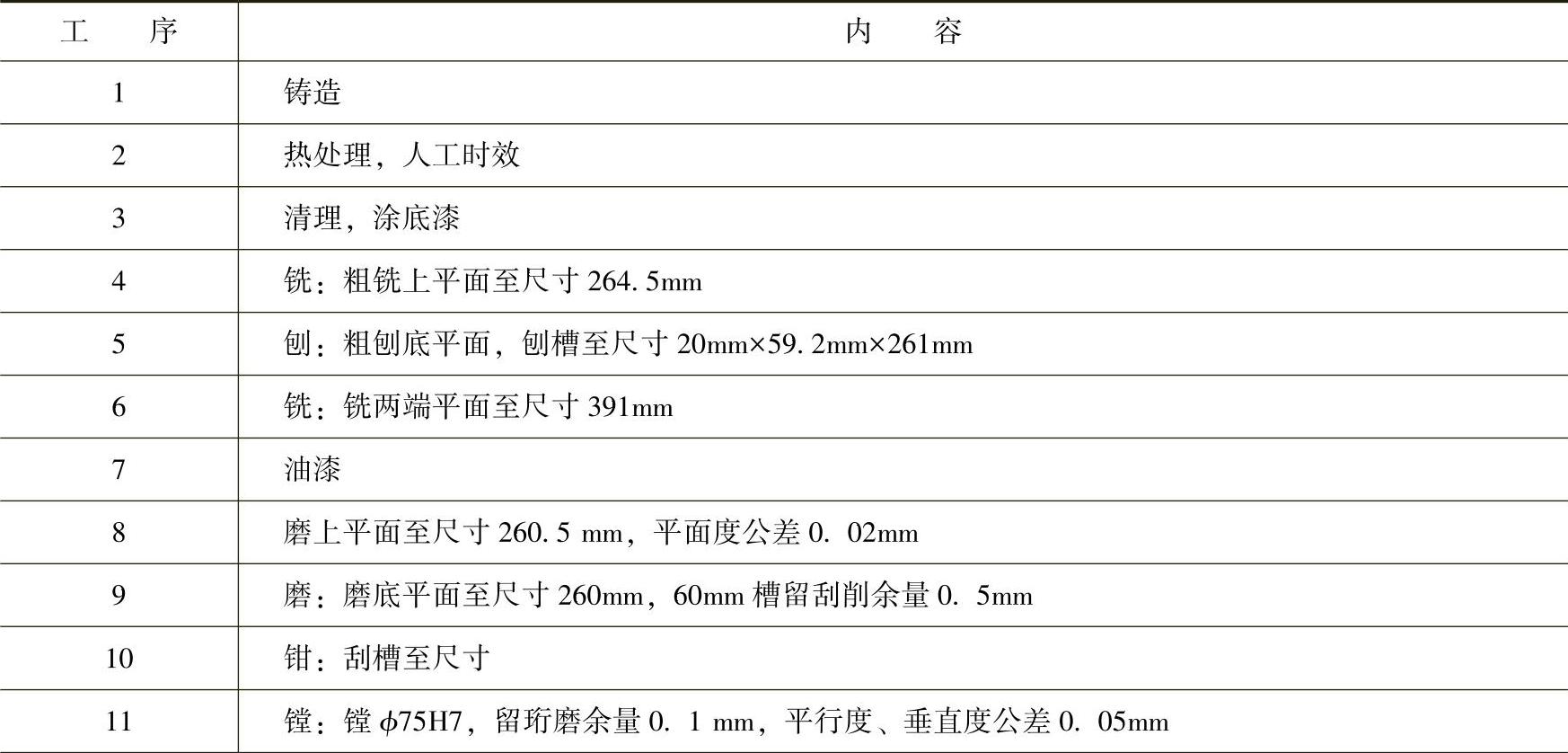
(续)
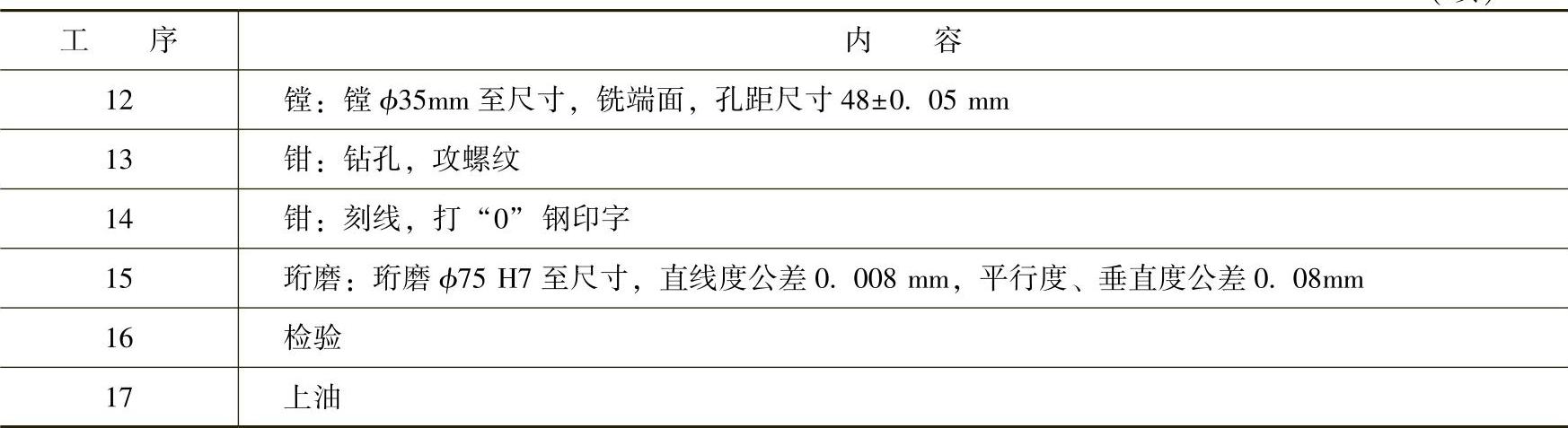

图18-6 车床尾座
车床尾座ϕ75H7孔的珩磨加工要求较高,表面粗糙度值为Ra0.8μm。形状精度要求:圆度公差为0.008mm,圆柱度公差为0.012mm,直线度公差为0.008mm。位置精度要求:平行度公差为0.08mm,垂直度公差为0.08mm。
采用粗珩磨、精珩磨达到图样六项加工要求,两次珩磨的工艺方法及要求如下:
1)粗珩磨ϕ75H7孔。粗珩磨的磨石粒度取F180,珩磨头转速取vr=70m/min,网纹交叉角取θ=50°,以提高磨削效率。珩磨后留精珩磨余量0.05mm,并将孔的圆度误差控制在0.005mm内。
2)圆柱度误差发生在孔的两端,按工件的圆柱度误差,调整越程量,将工件圆柱度误差控制在0.008 mm内。
3)更换珩磨头精珩磨ϕ75H7孔。精珩磨头的油石粒度取F220,硬度取M。越程量同上,减小轴向往复速度,并将珩磨压力减小至0.25~0.50MPa,精珩磨ϕ75H7至尺寸,将直线度误差和圆度误差控制在0.005mm内。若直线度误差偏大,则应重新修磨珩磨头磨石的工作面。因为当磨石的工作圆柱面误差较大时,会使珩磨头的轴线偏移,从而造成孔轴线的偏斜。影响位置精度(平行度、垂直度)的因素是珩磨头磨石座的整体刚度不足,使磨石座在半径方向上歪斜。整体刚度是指磨石与磨石座的黏合刚度,以及锥体与本体之间的接触应力。因此,应注意提高珩磨头的制造精度,以满足珩磨的加工精度要求,并将平行度、垂直度公差控制在0.05mm内。上述工艺要求的公差值都必须压缩在一定范围内,以便于设法将珩磨加工误差减小到一定的范围内,达到加工精度要求。影响珩磨加工精度的因素很多,按照珩磨的特点,要应对得当,要善于分析问题的所在,提高珩磨加工精度。
4)珩磨时,珩磨头磨石与工件孔壁有一定的接触长度,并使珩磨头对准孔的轴线。被加工工件孔的轴线应有一定的位置精度、直线度精度要求,孔应有一定的形状精度要求。注意珩磨消除孔的位置误差的无效性,并达到加工精度要求。
2.平顶珩磨柴油机缸体孔
如图18-7a所示,柴油机缸体孔的表面粗糙度Ra曲线要求为平顶。珩磨采用专用珩磨头,如图18-7b所示,珩磨头有粗、精珩磨磨石及自动测量装置,在两个对称硬质合金导向条上配有气动测量喷嘴,经测量发出信号,实现粗、精珩交替。平顶珩磨采用两个液压缸进给,先由活塞杆C经本体4,使磨石座2胀开,由粗珩磨磨石粗珩,粗珩至一定尺寸后使粗珩磨磨石缩回,精珩磨磨石由活塞杆B作用胀开作精珩磨,精珩磨时间为8~15s。

图18-7 平顶专用珩磨头
1—外胀锥 2—磨石座 3—粗珩磨石 4—本体
5—复位弹簧 6—精珩磨石 7—套杆 8—内胀锥 9—导向条喷嘴
珩磨工艺如下:
1)粗珩磨用人造金刚石磨石,粒度Fl00、F140,珩磨参数:珩磨压力为o.8—1.2MPa,。,二52m/min,。,二30m/min,0=60。。要求圆柱度误差小于0.02 mm。
2)精珩磨用绿色碳化硅磨石,粒度F120、F200,珩磨参数:珩磨压力为o.2-0.3MPa,珩磨速度小于粗珩。珩磨时间8~15s,表面粗糙度Ra的平顶率达到50%—80%。
3.液压阀阀体孔的珩磨
液压元件制造中,有大量的珩磨工艺,如减压阀、溢流阀、顺序阀等。图18-8所示为电磁换向阀,咖27H6孔的表面粗糙度值为Ra0.1灿m,圆柱度公差为o.0005mm,与阀单配间隙为0 OOlmm~0.003mm。阀体孔与滑阀的配合间隙非常小。珩磨工艺见表18-9,采用粗珩磨、精珩磨、研磨的工艺,达到高的加工精度要求。

图18-8 电磁换向阀
表18-9 电磁换向阀珩磨工艺

粗珩磨磨石粒度为Fl00、F140,网柱度误差小于0.002mm。精珩磨磨石粒度为F230、F240,采用绿色碳化硅磨石,珩磨压力为o.2—o.3MPa,圆柱度误差小于o.001mm,表面粗糙度值为Ra0.2ym。
有关磨工技能认证考试辅导教程的文章

由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即式中v——珩磨速度;vr——磨石圆周速度;vf——磨石轴向往复速度。粗珩时取较大珩磨压力;精珩则相反。表18-6 珩磨压力3.珩程及越程量的调整由图18-5可知,珩磨头的珩程可按下式计算L=Lw+2a-Lt式中 L——珩程;Lw——工件孔的长度;a——越程量;Lt——磨石长度。......
2023-06-28

图10-15双刃扁钻图10-16四直槽钻铰复合钻2.制孔工艺复合材料制孔指钻孔钦孔及他窝3 个加工工序。由于不同纤维增强的复合材料性能差录较大,相应的制孔工艺也不尽相同。凯芙拉纤维复合材料钻孔钻头,应以能否迅速沿孔周切断凯芙拉纤维来衡量其优劣。图10-17三尖两刃钻头图10-18双刃定心钻对于由凯芙拉纤维与碳纤维组成的混杂复合材料,由于这两种纤维的加工特性不一样,将其混杂制成构件后,孔加工的难度更大。......
2023-07-18
图2-2-89 复合焊接系统a)复合焊接试验系统 b)工作台复合焊接工艺1)在激光焊参数相同的条件下,LB-RSW的焊接熔深大于单独LBW的焊接熔深,且随着RSW焊接电流的增加而增大。......
2023-06-26

针对这一状况,采用Visual C++9.0专门开发了“焊接材料工艺质量分析与评估系统”应用软件[1-3],使数据信息提取的操作和计算过程由编制的计算机程序进行,并对相关的多元信息用数字和图表直观地集中显示,直接得出最终的测试评价结果,并可存储试验资料,输出打印测试报告。......
2023-06-30

图3-25万能拉伸冷拔生产机3.3.2冷拔产品的刮削钢管冷拔生产后,经过校直、锯切出需要的成品长度,送到由美国进口的5m内孔刮削滚光加工机床,进行内孔切削加工。......
2023-06-23

对于过共析钢而言,退火后的组织为珠光体+碳化物,正火时网状碳化物的析出受到抑制,从而得到全部细珠光体,或仅仅沿晶界析出一部分条状碳化物。3)低合金工具钢和轴承钢球化退火后的正常组织应为均匀分布的球化体。一般规定退火与正火后的畸变量应小于其单面加工余量的1/3、1/2或2/3。......
2023-06-24

通电检查焊接质量的结果及原因分析如表4-1 所示。5)桥接桥接的外观特点是相邻焊点连接。引起浸润不良的原因可能是焊件未清理干净;助焊剂不足或质量差;焊件未充分加热。针孔易造成强度不足,焊点容易腐蚀。......
2023-06-24

相关推荐