电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2025-09-29
1.珩磨速度
珩磨速度与网纹交叉角有关。
由图18-1可知,珩磨速度是磨石圆周速度与轴向往复速度的合成,即

式中v——珩磨速度(m/min);
vr——磨石圆周速度(m/min);
vf——磨石轴向往复速度(m/min)。
而工件表面由磨粒磨削所致网纹的交叉角,可由下式求出

式中 θ——网纹交叉角(°);
vf——磨石轴向往复速度(m/min);
vr——磨石圆周速度(m/min)。
θ角增大后,磨削效率提高,但表面粗糙度值也增大,所以粗珩时取θ=40°~60°;精珩时则减小vf,取θ=20°~40°。
珩磨时珩磨头的圆周速度按不同加工材料选择:加工未淬火钢取vr=36~49m/min;加工淬火钢取vr=23~36m/min;加工铸铁取vr=61~70m/min;加工铝合金取vr=70~76m/min。
轴向速度按交叉角计算,为vf=5~40m/min。
2.珩磨压力
珩磨压力影响金属的切除率。粗珩时取较大珩磨压力;精珩则相反。(https://www.chuimin.cn)
加工不同材料的珩磨压力见表18-6。
表18-6 珩磨压力(单位:MPa)

3.珩程及越程量的调整
由图18-5可知,珩磨头的珩程可按下式计算
L=Lw+2a-Lt(18-3)
式中 L——珩程(mm);
Lw——工件孔的长度(mm);
a——越程量(mm);
Lt——磨石长度(mm)。
越程量一般取a=(1/3~1/4)Lt。越程量增大,会使孔端的珩磨压力增大,出现多切现象,故调整越程量,可提高加工的形状精度(圆柱度)。
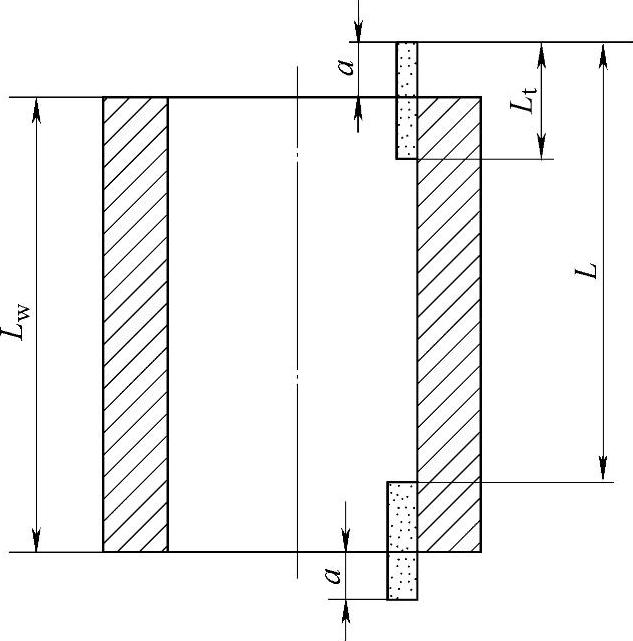
图18-5 珩程
4.连接杆
连接杆有三种形式:浮动连接杆、半浮动连接杆、刚性连接杆。常用的是浮动连接杆。小孔、短孔、深入孔内的孔用刚性连接杆。
相关文章

电弧喷涂的主要工艺参数有:喷涂电压、喷涂电流、雾化空气压力和流量、喷涂距离。由此可见,电弧电压对喷涂质量影响很大,在保证电弧稳定燃烧的前提下,应选择尽可能低的喷涂电压值。表2-7 常用材料的喷涂工作电压2.工作电流用于电弧喷涂的电源应具有平特性或略带上升的外特性,喷涂过程中,电弧电压保持不变,工作电流随送丝速度的增大而增大。......
2025-09-29

反应型胶粘剂固化过程是一个化学反应过程,正确选择固化工艺参数是很重要的。此外,反应温度的高低还将影响反应产物的结构与性能,许多胶粘剂具有较宽的反应温度调节范围,因此可以通过调节固化反应的温度参数未达到预定的力学性能。......
2025-09-29

图4-4-18 影响加磨料型高压水射流切割速度的主要工艺参数高压水射流切割的工艺参数很多,如切割水压、喷嘴孔径、喷嘴高度、磨料粒度、磨料量等。另外,适当增加磨料的供给量,虽然切割速度有所提高,但磨料的价格较高,使得加工成本提高,故在选用切割参数时,还应当考虑到切割的经济性因素。表4-4-13 加磨料型高压水射流切割金属材料的工艺参数(续)①喷嘴孔径的值为纯水型喷嘴直径/加磨料型喷嘴直径。......
2025-09-29

尽量选择已有的模具进行变形工艺的编制。热测尺寸的控制还与成品的内径与壁厚有关。应根据不同的规格,确定不同的热测尺寸。冷拔管的材质对钢管最终冷却尺寸也有影响。......
2025-09-29
吹胀比2.0,牵引比为5.0,牵引速度为10~20m/min,口模间隙为0.8~1mm,常用于育秧、化肥包装等方面。吹胀比为1.5~2.5,拉伸比为2~5。各种薄膜采用的吹胀比:PVC为2.0~3.0,LDPE为1.5~3.5,LLDPE为1.5~3.0,PP为0.9~1.5,PA为1.0~1.5,HDPE超薄膜为3.0~5.0,收缩膜拉伸膜为2.0~5.0。冷冻线高度与泡型和吹胀比之间有密切关系。......
2025-09-29
低温钢焊接时,要选用低温韧性良好、特定合金系统和成分的焊条。焊接热输入 低温钢焊接过程,除了要防止出现裂纹外,关键是要保证焊缝和热影响区的低温韧性,这是制定低温钢焊接工艺的根本出发点。常用低温钢的焊接参数见表7-18。......
2025-09-29
低温形变热处理工艺的优化取决于影响形变热处理效果的各工艺参数的选择。因此,在低温形变淬火时,应尽量采取较低的奥氏体化温度。图6-3形变温度对30CrNiMo钢力学性能的影响注:奥氏体化温度1150℃,形变量50%,形变淬火后200℃回火4h3.形变量在低温形变淬火工艺中形变量是一个很重要的工艺参数。为获得理想的强化效果,低温形变淬火时形变量应达到60%甚至70%以上。......
2025-09-29

以6%的PEO溶液为实验材料,在纺丝速度为2500 r/min、3500 r/min、5500 r/min、7500 r/min下进行高速离心纺丝射流实验,制备的PEO纳米纤维扫描电镜图如图7-16所示。断裂的纤维缺乏张力,蓬松无力,过高的纺丝速度和射流速度反而会使得纤维的性能降低。研究高速离心纺丝过程中电动机的转速与纺丝溶液射流运动的关系对制备良好的纳米纤维有着重要的意义,对于不同的纺丝溶液,选择合适的电动机转速是制备质量优秀的纳米纤维的关键因素。......
2025-09-29
相关推荐