按原料不同陶瓷分为普通陶瓷和特种陶瓷两大类。1)氧化铝陶瓷氧化铝陶瓷是应用最广的工程陶瓷,其主要成分是Al2O3,又称为刚玉瓷。4)硼化物陶瓷硼化物陶瓷具有高硬度和较好的耐化学侵蚀能力。硼化物陶瓷熔点范围为1800~2500℃。与碳化物陶瓷相比,硼化物陶瓷具有较高的抗高温氧化能力,使用温度达1400℃。......
2023-06-23
珩磨有下列特点:
1)珩磨时磨石与孔壁的接触面大,参加磨削的磨粒数多,在工件单位面积上磨粒的刻痕极多,工件被磨得很光,表面粗糙度值可达Ra0.4~0.2μm,最小表面粗糙度值可达Ra0.02μm。
2)珩磨特别适合深孔的加工,加工精度较高。经珩磨的内孔的尺寸公差等级可达IT5~IT6。珩磨能有效消除孔的形状误差达到较高的形状精度,圆度和圆柱度可达到0.003~0.005 mm。
3)磨石的每一磨粒上磨削力极小,仅为磨削的1/50~1/100,加之珩磨速度又低,仅为普通磨削的1/30~1/100,所以珩磨过程中发热少,孔的表面不会烧伤,变形层薄,也不会产生磨削裂纹,从而可获得很高的表面质量,使这类零件的使用寿命延长。如柴油机缸体套的孔,为间隙配合的摩擦面,采用珩磨加工后,具有很好性能。
4)珩磨头相对工件孔有适量的浮动,使磨石能与孔表面均匀地接触,可磨去少而均匀的余量。因此,珩磨头的位置也由工件孔的轴线定位,孔原有位置误差影响珩磨加工精度,珩磨几乎不能消除被加工孔的位置误差和中心距误差,因此孔的位置精度要求应在珩磨前的工序达到,并将公差压缩在一定范围,以利于珩磨。同理,珩磨在消除工件孔的直线度误差上也是无效的。
5)与研磨相比较,珩磨的生产率较研磨高。
6)珩磨的应用范围很广,可加工孔径为5~500mm的铸铁、淬硬钢件等。特别适合加工深孔,如发动机气缸、缸套、液压缸、千斤顶和液压阀体等零件。珩磨不宜加工韧性金属零件;也不适用于断续孔及带槽孔等断续表面的加工。
7)珩磨是上世纪20年代初期,随着内燃发动机制造业的发展而发展起来的。图18-2所示为柴油机缸体套,加工工艺见表18-1,珩磨工艺由粗珩磨、精珩磨达到加工精度要求。珩磨对象有多种,除了孔的珩磨外,还有外圆、平面、球面、齿轮等零件的珩磨。
表18-1 柴油机缸体套的加工工艺

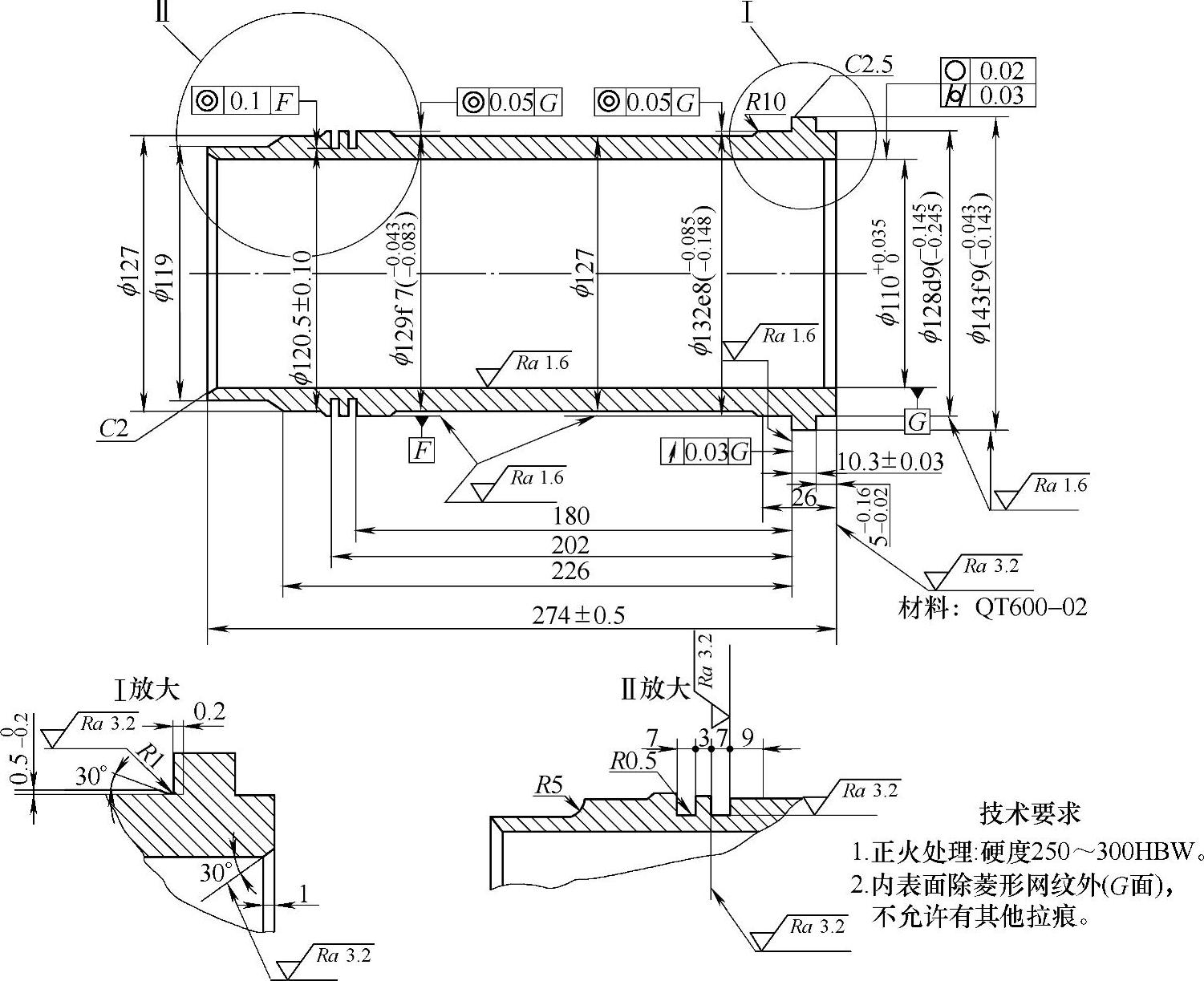
图18-2 柴油机缸体套
有关磨工技能认证考试辅导教程的文章

按原料不同陶瓷分为普通陶瓷和特种陶瓷两大类。1)氧化铝陶瓷氧化铝陶瓷是应用最广的工程陶瓷,其主要成分是Al2O3,又称为刚玉瓷。4)硼化物陶瓷硼化物陶瓷具有高硬度和较好的耐化学侵蚀能力。硼化物陶瓷熔点范围为1800~2500℃。与碳化物陶瓷相比,硼化物陶瓷具有较高的抗高温氧化能力,使用温度达1400℃。......
2023-06-23
激光切割按照激光束的输出时间特性可以分为连续激光切割和脉冲激光切割。连续激光切割是重要的激光切割加工形式,主要用于各种材料的高效切割,而脉冲激光主要应用于材料的精密切割。下面以连续激光切割为对象,介绍激光切割的原理和方法分类。激光切割的原理如图4-1-38所示。......
2023-06-26

GIS有单相封闭式和三相封闭式两种不同结构。这种GIS结构紧凑,与单相封闭式GIS相比,一般可缩小占地面积10%以上,由于外壳数量少,故可大大节省材料,又由于封闭点数和密封长度减少,故漏气率低。HGIS集成了主要部件与GIS相同,但省略了封闭式母线,具有节省投资、占地面积小、运行可靠性高、便于安装维护等特点。......
2023-07-02

根据被检测过程变量的不同,现场总线变送器类设备有不同的类型。现场总线附件类设备这类现场总线设备不含微处理器,属于现场总线系统的附属设备,如中继器、安全栅等。3)多变量测量:一般仪表只能测量一个过程变量,而现场总线设备可同时测量多个过程变量。......
2023-11-22

(一)酶类药物的特点酶类药物作为具有药理作用的特殊酶类,一般具有以下的特点。因此,对酶类药物,除了用通常采用的理化法检验外,还需用生物检定法进行检定,以证实其生物活性。酶类药物一般需进行效价测定或酶活力测定,以表明其有效成分含量的高低。(二)酶类药物的分类根据药用酶的临床应用,可将其分为以下几类。在一些由于特异性酶缺乏所引起的先天性代谢异常疾病的治疗中,药用酶的替代治疗是改善代谢紊乱的有效措施。......
2023-06-24

(一)沼泽沼泽指长期受积水浸泡、水草茂密的泥泞地区。沼泽大致可以分三种,分别是富养沼泽、贫养沼泽、中养沼泽,具体的表象分别是点状还有团块状,上面生长的植物有苔藓、荷花、莲花等。常出现在地基不稳的沙漠、海岸、河岸,当重物置于沙体之上时,就会沉到沙底部。人们误以为通过摇动能使身体周围的沙子松动,从而有利于肢体从流沙中拔出。......
2023-10-26
在温度超过极压添加剂的分解温度时,则极压添加剂分子放出活性元素与金属起化学反应,生成化学反应膜,如氯化铁膜、硫化铁膜、磷酸铁膜。在润滑油中加入极性物质,改善润滑油的润滑作用,这类极性物质便是油性添加剂。这些极性物质就是极压油性添加剂,简称极压添加剂。无论是油性添加剂或是极压添加剂,它们的作用都是抗摩擦磨损,因而总称为抗磨添加剂。......
2023-06-30
相关推荐