原则上,每个自动化工序都有不同的精度要求。在这种情况下,工件位置不再精确地集中在手指之间,这可能导致连接操作中的精度问题。由于对抓取或放置精度的要求如此之高,因此应相应地调整一般条件,以避免此类错误。图3.117用公差角度来审视系统对于抓取或者放置来说十分重要摄像机测量误差可能具有不同的性质。当涉及在装配过程中对工件的纯搬运时,或如图3.117所示,当相当多的因素影响精度时,这些考虑尤其重要。......
2023-06-15
导轨是机床中运动部件的重要结构要素。图17-7所示为万能外圆磨床床身和工作台简图。磨床床身及工作台采用V-平组合导轨结构,V形导轨面为90°角,两导轨平行,高度距离尺寸为210mm。V-平导轨副的截面形状精度是:①V形导轨的半角误差;②平导轨角度误差;③导轨的等高误差。V-平导轨副的截面形状精度要求能满足导轨副的接触面在纵向不少于70%,横向不少于50%。通常,用控制导轨三要素误差的方法来提高导轨副的接触精度。
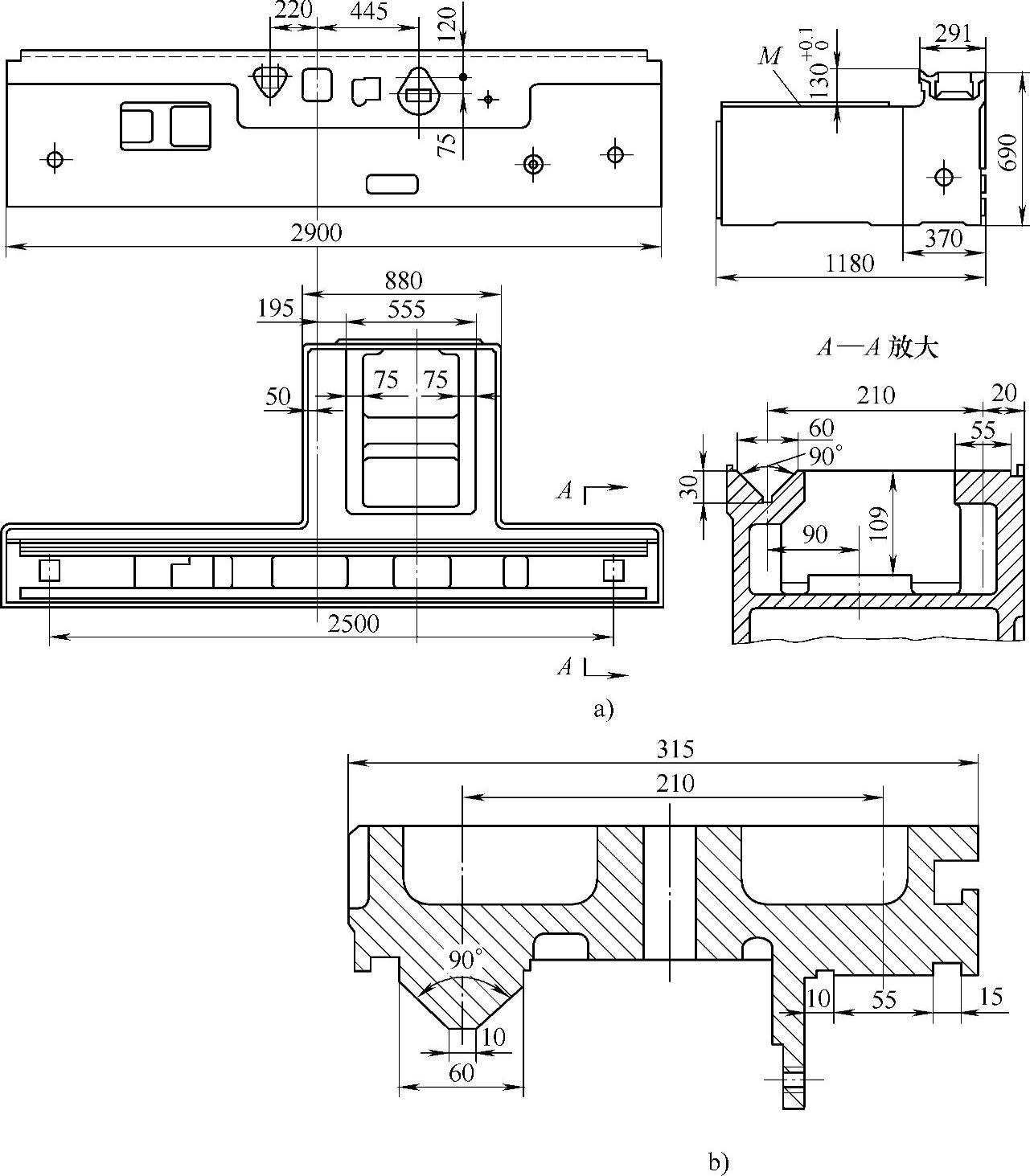
图17-7 磨床床身及工作台
a)床身 b)工作台
移动部件的直线运动精度主要取决于机床导轨的精度,机床导轨的直线运动精度有以下三方面的要求:
1)在水平面内的精度。
2)在垂直平面内的直线度。
3)前后导轨的平行度。
1.V-平导轨副的形状位置精度
(1)V-平导轨副的截面形状精度三要素 图17-8所示为V-平导轨副的接触面三要素,包括三个方面的误差:
1)V形导轨的半角误差Δ(α/2)。半角误差是指与基准中心平面成α/2角的角度误差。半角误差直接影响导轨副的接触面。当相配的V形导轨的半角不相等时(图17-9a),导轨的接触面会减小。如图17-9b所示,当半角不对称时,导轨的接触面情况也很差。控制V形导轨的半角误差,能保证导轨截面内的形状能正确吻合。
2)平导轨角度误差Δβ。平导轨截面与V形导轨的中心平面是V-平组合导轨的基准,当平导轨倾斜时,将会影响导轨的接触面(图17-8)。
3)等高误差Δh。等高误差是指V导轨至平导轨面间的距离尺寸误差,当有等高位置误差时,也会影响导轨的接触面(图17-8)。
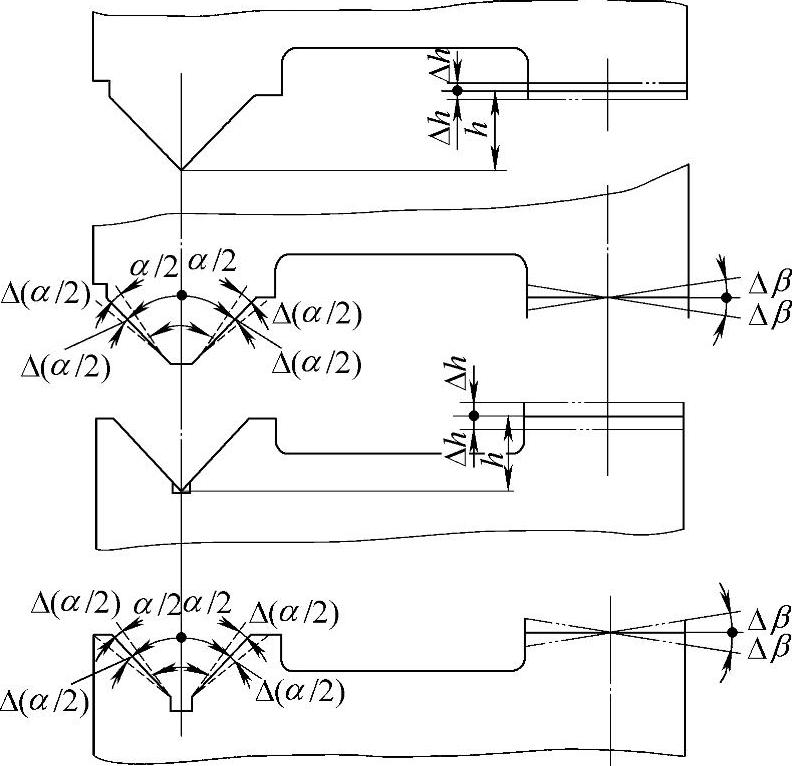
图17-8 V-平导轨副接触面三要素
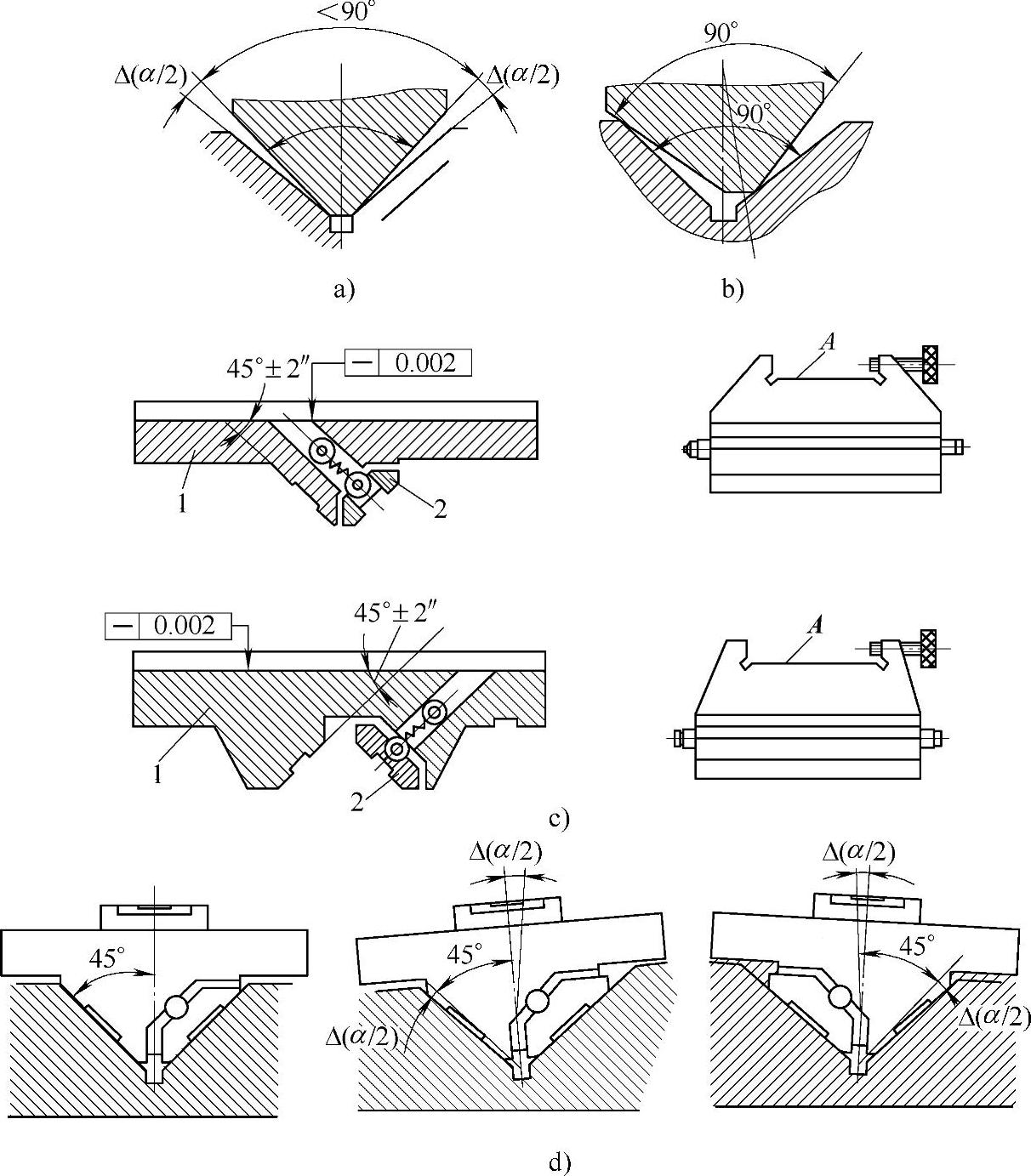
图17-9 V型导轨的半角误差及半角仪
1—座体 2—摆动块
(2)V-平导轨副三项精度检验 检验三项上述误差在公差范围内,就可满足导轨的配磨要求。三项误差的检验方法说明如下:
1)半角误差使用半角仪测量。图17-9c所示为测量V形导轨半角误差的一套半角仪,由座体1和摆动快2组成。测量时座体的45°测量面紧贴被测导轨的一面,摆动块与导轨另一面自动接触。当被侧面有半角误差时,可由安放在座体A平面上的水平仪表读出相应读数(图17-9d)。
2)平导轨角度误差的测量如图17-10a所示。使用一套平导轨角度量具进行平导轨角度误差的测量,它由安放在量具上的水平仪读出平导轨的角度误差。
3)等高误差的测量如图17-10b所示。等高量具相当于一个理想导轨,测量时可由装在A面上的水平仪读出等高误差。
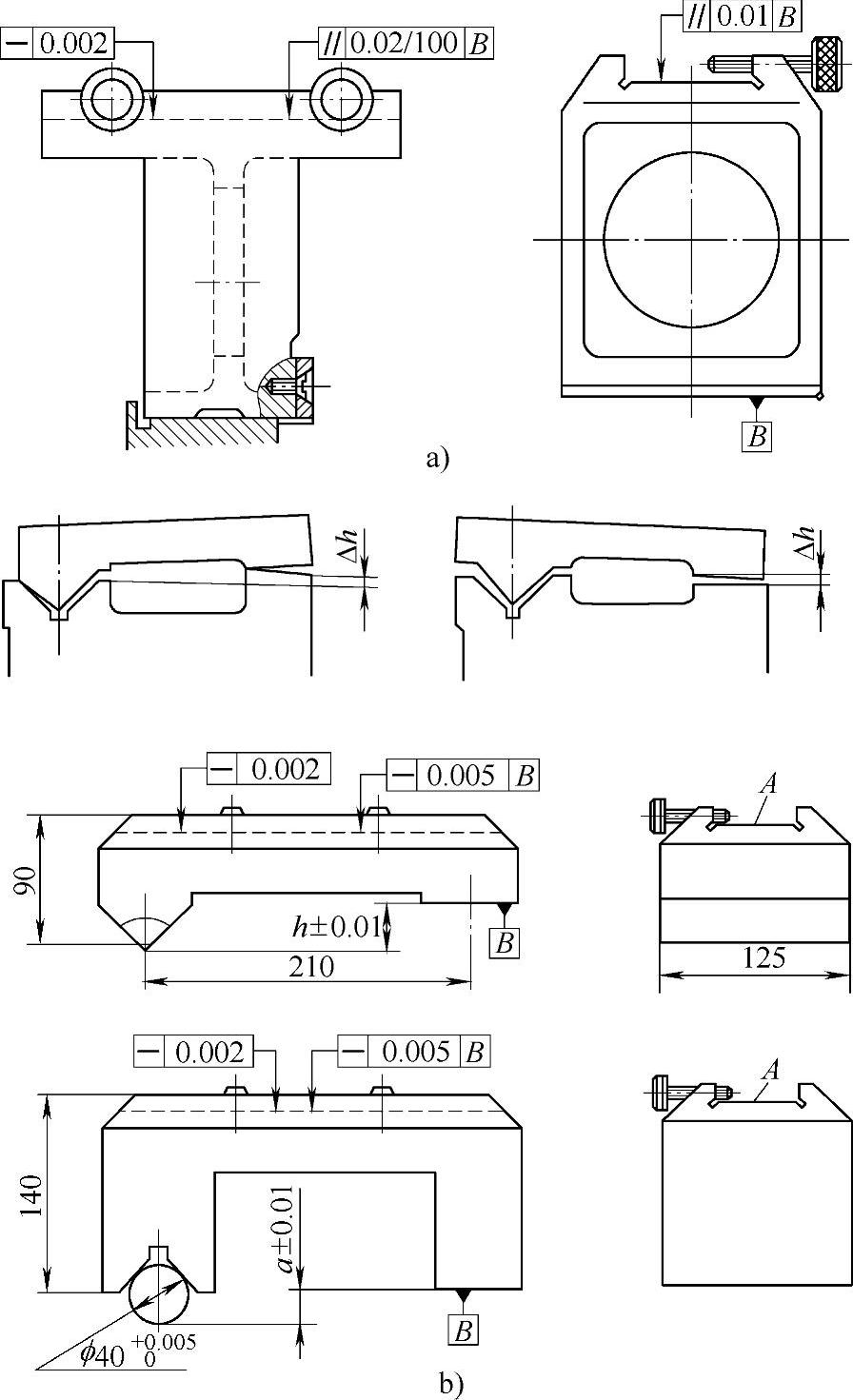
图17-10 平导轨角度量具及等高量具
a)平导轨角度误差测量 b)等高误差测量
4)测量时对水平仪读数取平均值。图17-11所示为水平仪的结构。其中水准器是水平仪的主要结构元件。水准器由硬质玻璃制成,在其内部盛有液体甲醇或乙醇,液体中留有一气泡。水准器的工作面是一个曲率半径很大的圆管,因为重力的作用,水准器中的气泡必定位于工作面的最高位置,即在刻线零位。常用分度值为0.02mm/1000mm的水平仪,其气泡每移动一格是表示在1000mm长度上,两点的高度差为0.02 mm,即表示斜角为4"。水准器对温度的变化十分灵敏,以致影响水准器的精度。精密的水准器能调节气泡的长度。图17-11c为水平仪的格式水准器,用一个下部有孔的玻璃板把管分为主副两格,可利用副格液体调节主格气泡长度。
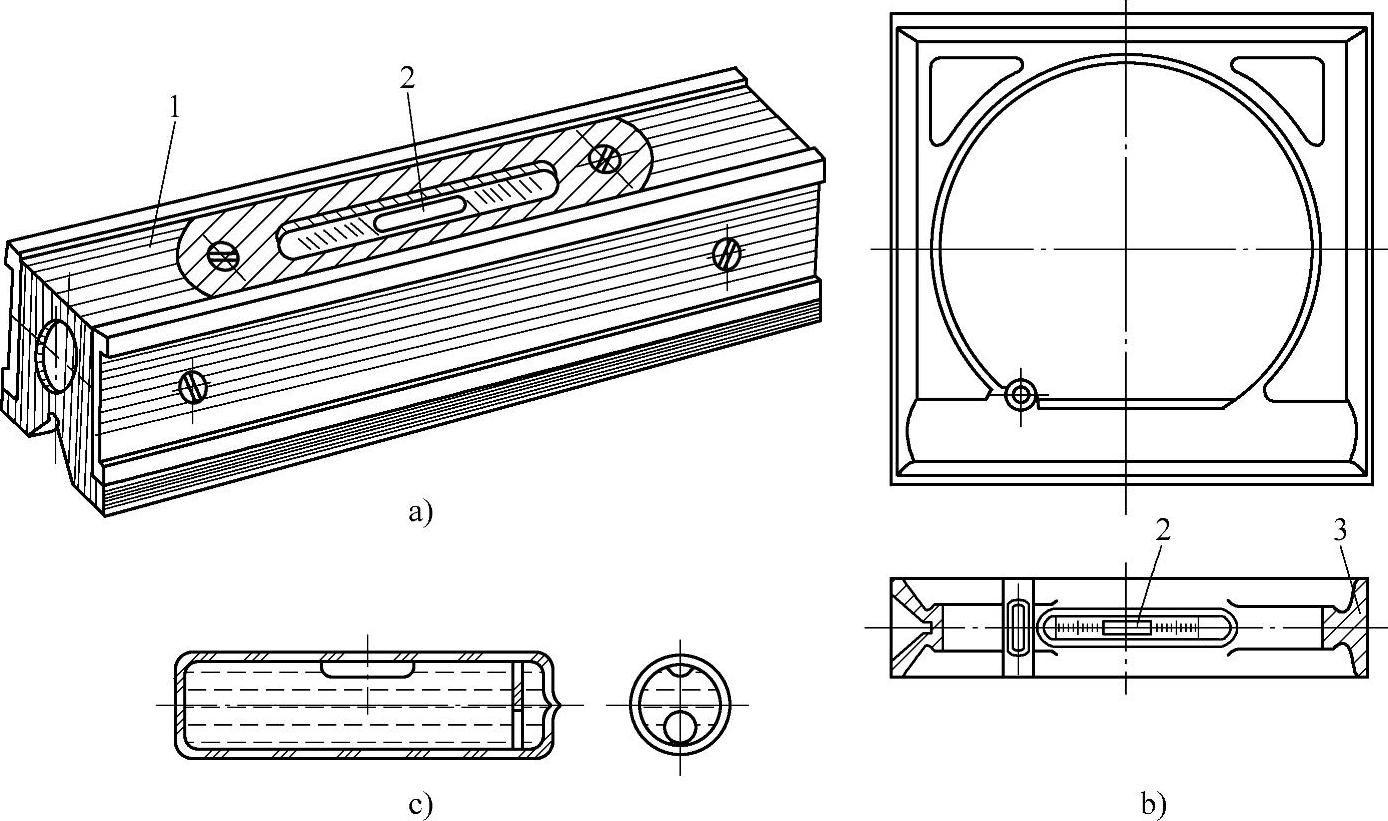
图17-11 水平仪
a)条形水平仪 b)框式水平仪 c)水平仪的格式水准器
1—条形架 2—水准器 3—框架
5)床身导轨与工作台导轨配磨时,应注意控制三项误差的方向。通常规定床身的误差方向如图17-12a所示,工作台导轨误差方向则与床身相反,如图17-12b所示。图中箭头方向表示为水平仪气泡的移动方向,数值表示气泡偏移格数。这样配磨可提高导轨副的接触精度,增加导轨的接触面积。
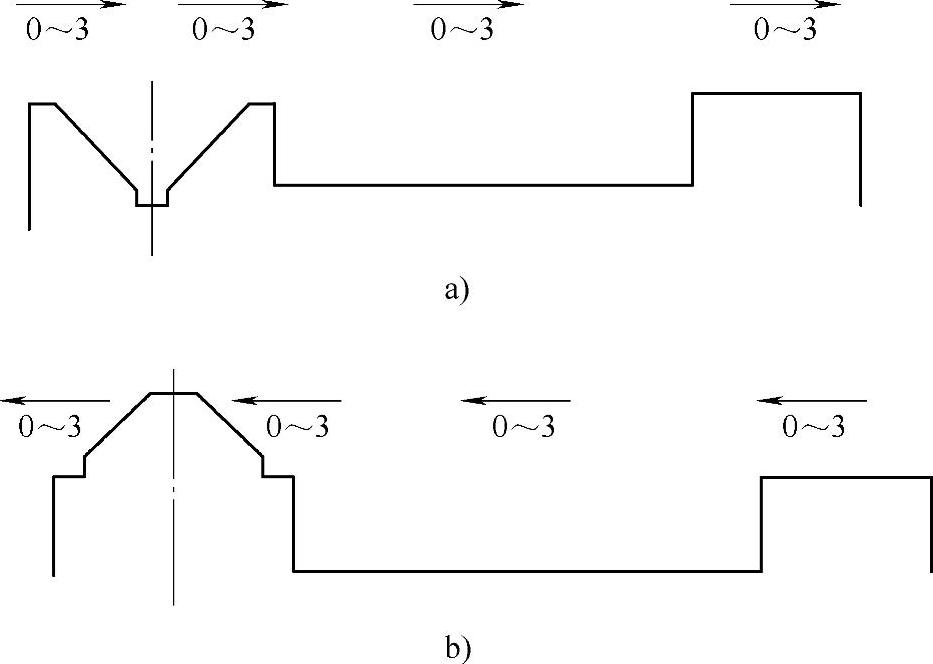
图17-12 床身与工作台导轨配磨误差方向
a)床身误差方向 b)工作台导轨误差方向
2.导轨的制造精度检验
(1)床身导轨的技术要求 床身导轨的技术要求包括导轨在垂直平面内的直线度、导轨在水平面内的直线度及导轨的平行度公差要求。
(2)用水平仪测量导轨直线度 如图17-13所示,通常需将被测导轨在全长上划分成若干等分,并使每一等分的距离等于检具的长度。水平仪放置的方向应与导轨方向一致。测量时,自左向右在导轨全长上依次移动检具,每隔一段记录一次水平仪的读数值,再用作图法或计算法求出导轨的直线度误差。
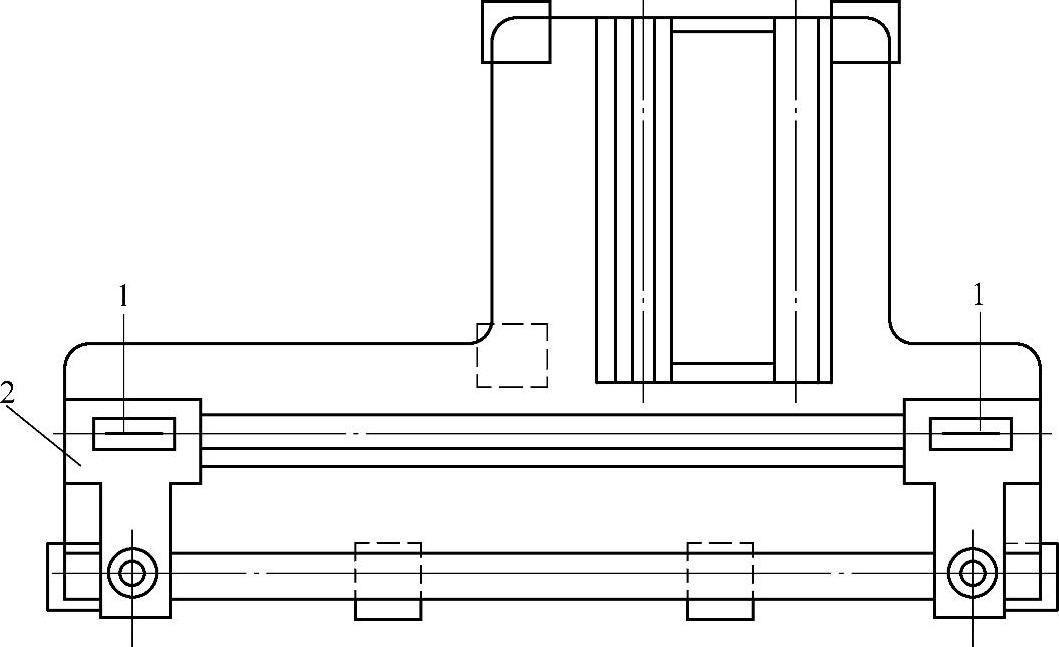
图17-13 用水平仪测量导轨直线度
1—水平仪 2—检具
1)用作图法求导轨的直线度误差,如图17-14所示。图中x坐标为导轨长度,y坐标为水平仪读数值。例如测量长度为2m的导轨,检具长度为250mm,测量8段水平仪读数(格数)为:“+1”、“+1”、“+2”、“0”“-1”“-1”、“0”、“-0.5”。其中“+”表示气泡向右移动;“-”表示气泡向左移动。按水平仪读数画出检具的运动曲线。运动曲线与其两端点连线间的最大坐标值为导轨的全长的直线度误差Δmax=0.017mm。导轨在1m上的直线度误差Δ=0.01mm。上述计算经线性换算,水平仪每格读数为  ,即Δmax=
,即Δmax= 

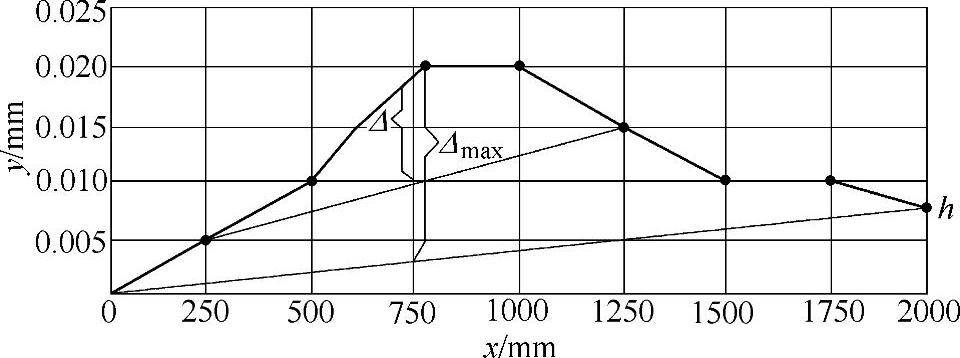
图17-14 用作图法求导轨的直线度误差
2)用计算法求导轨的直线度误差见表17-1、表17-2。分别计算水平仪各读数的代数平均值、相对偏差和累积误差,再经线性换算即可求得相同的结果。
表17-1 用计算法求导轨的直线度误差实例

表17-2 导轨1mm直线度误差计算实例

(3)用光学平直仪测量导轨直线度 光学平直仪的结构如图17-15a所示,它由本体2和反射镜1组成。平直仪的光学系统如图17-15b所示,光线由灯泡7发出,使位于物镜焦
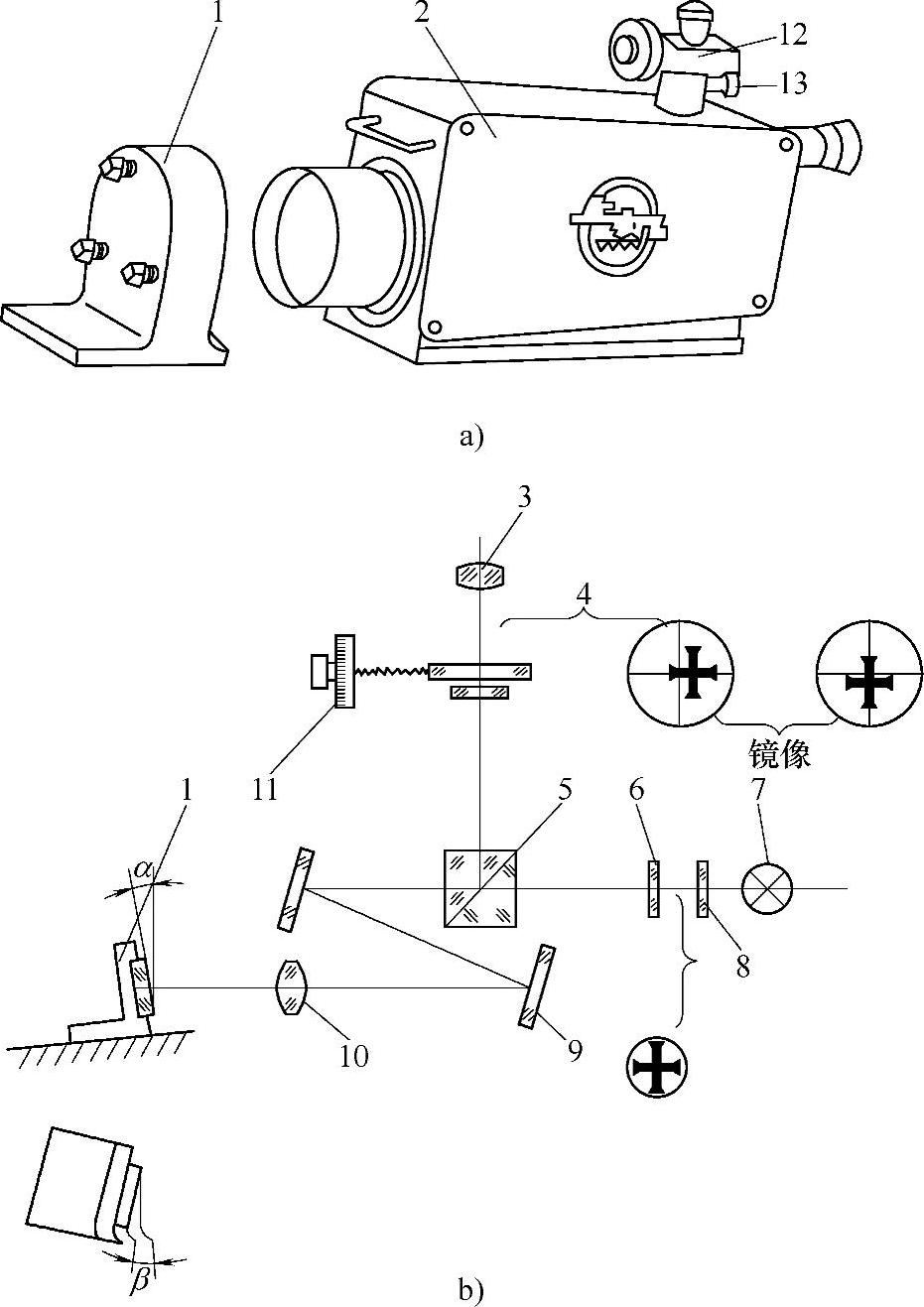
图17-15 光学平直仪
1—反射镜 2—本体 3—目镜 4—活动分划板 5—立方棱镜 6—十字分划板
7—灯泡 8—绿色滤光片 9—平面镜 10—物镜 11—测微机构 12—目镜座 13—锁紧螺钉
平面上的十字分划板6的十字像,经立方棱镜5、平面镜9、物镜10至反射镜1,反射光线仍由原光路至立方棱镜5。由于立方棱镜的对角线上涂有半透明薄膜,故反射回来的一半光线向上反射至活动分划板4上。若反射镜1倾斜,则在活动分划板上的十字像也随之偏移。其偏移量由测微机构11测出。测微机构每格读数1″,相当于反射镜在长200mm的测量座上两端偏差0.001 mm。可见光学平直仪为精密量仪。光学平直仪的测量方法如图17-16所示,将仪器放在水平调整支架上,并将反射镜放在检具上,使反射镜对准光学平直仪。调整目镜位置至测量垂直平面内的直线度位置,如图17-17a所示。测量时将反射镜及检具移至被测导轨靠近仪器本体一端,然后调整支架的高度及水平位置,使目镜中的十字像出现在视场中心,对准数字10或5,如图17-17c所示。再将反射镜移至导轨另一端,检查十字像的位置,直至在导轨全长两端皆能完整成像为止。调整后需将反射镜在检具上固定。
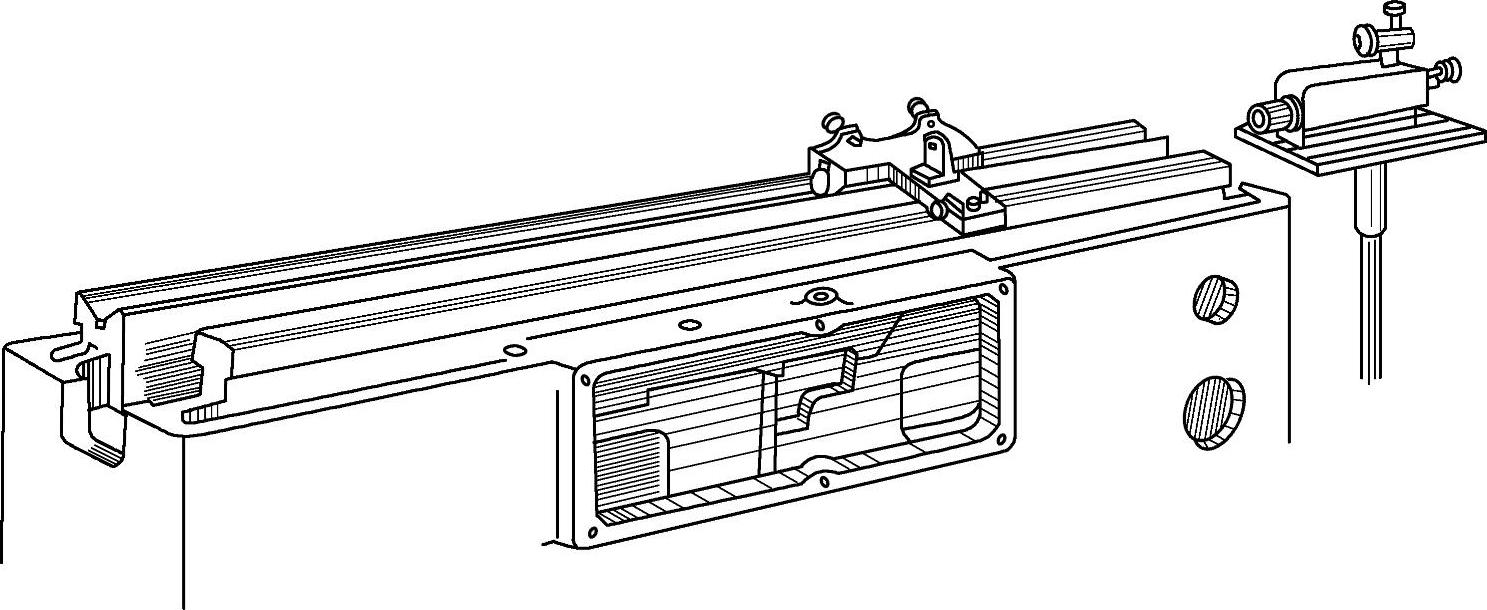
图17-16 光学平直仪的测量方法
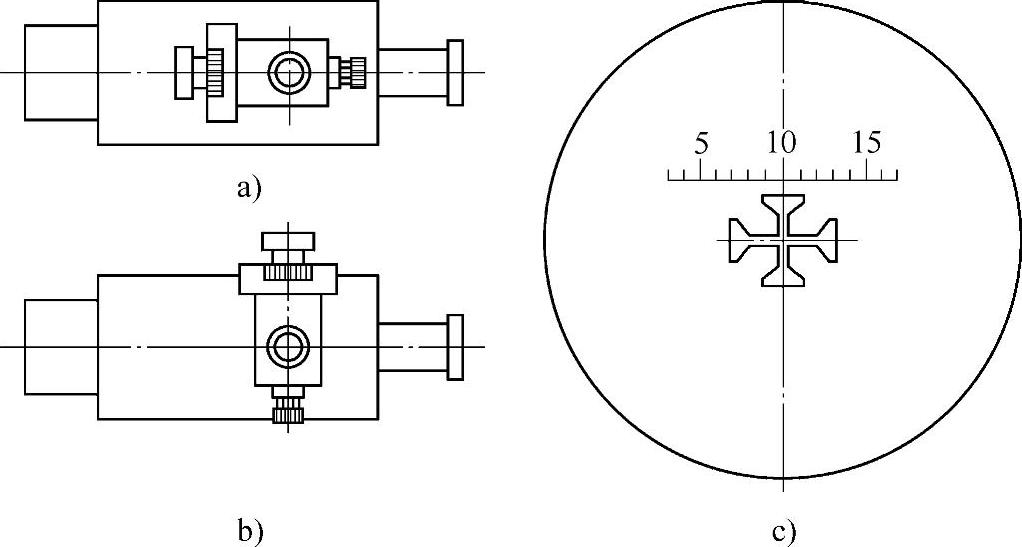
图17-17 目镜座调整及十字像在分划板上成像
a)测量垂直平面误差目镜位置 b)测量水平面误差目镜位置 c)十字成像
根据测量座的长度,将被测导轨分成若干等分,然后把反射镜依次向前移动并读数,再依次向后移动测量,取两次读数的平均值作为各段的量值。求得直线度误差。若相同位置往返两次的读数相差1~2格以上,则表明仪器已走动,需重新调整。测量时按十字像的移动方向正确判断导轨的凹凸。
(4)用钢丝和显微镜测量导轨直线度 在导轨两端拉一直径为0.1mm的钢丝,作为基准线,使其平行于被检的总方向。在导轨面配置检具及显微镜,由目镜观察在各测量位置的读数值。此法可测量较长的导轨,测量精度受钢丝挠度的影响。
(5)导轨平行度的测量 图17-18所示为用水平仪测量床身两导轨间平行度的方法。导轨的平行度误差实际上是两导轨相互扭曲所致。水平仪垂直放置在测量座上,移动测量座,每隔250mm记录一次读数,其误差的最大代数差即为平行度误差。
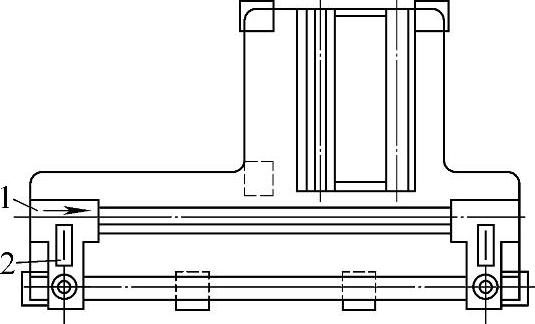
图17-18 用水平仪测量导轨的平行度
1—检具 2—水平仪
例如有一个2m长的导轨,测量的8个读数分别为

则导轨的平行度误差为

用水平仪测量导轨平行度时,要注意水平仪的安放位置应正确。
有关磨工技能认证考试辅导教程的文章

原则上,每个自动化工序都有不同的精度要求。在这种情况下,工件位置不再精确地集中在手指之间,这可能导致连接操作中的精度问题。由于对抓取或放置精度的要求如此之高,因此应相应地调整一般条件,以避免此类错误。图3.117用公差角度来审视系统对于抓取或者放置来说十分重要摄像机测量误差可能具有不同的性质。当涉及在装配过程中对工件的纯搬运时,或如图3.117所示,当相当多的因素影响精度时,这些考虑尤其重要。......
2023-06-15

(一)抽样检验1.来料检验的一般步骤根据预先制定的抽样方案,从交验批中抽出部分样品进行检验,根据样品的检验结果,按照抽样方案判断规则,判定整批产品的质量水平,从而得出该产品是否合格的结论。图2-29来料检验一般步骤表2-20来料检验的项目方法2.抽样方案检验人员按照可接受质量水平抽样计划依据MIL-STD-150EⅡ级,对来料物料进行抽检。......
2023-10-23

影响数控机床导轨副精度的因素主要有导向精度、接触精度、表面粗糙度及导轨副硬度等。图5-5 导轨间的平行度误差接触精度为保证导轨副的接触刚度和运动精度,导轨副配合表面必须接触良好。对于刮研导轨,以导轨面每25mm×25mm面积内的接触斑点数作为接触精度等级的评定指标;对于磨削导轨,一般用接触面积大小作为评定指标。......
2023-06-23
上述三部分彼此结合在一起,构成企业的整个制造过程。缩短检验时间 检验是焊接制造过程中不可缺少的环节。管理者应特别注意制造过程中的停滞时间,研究停滞产生的原因,力求消灭和减少停滞时间。......
2023-07-02

注表11中括弧所列负载电流,系对供现场检验用的携带型精密电能表的要求。同时还应使电能表转数满足读数精度的要求,即转盘的最小分度与转数相比不应超过被检电能表基本误差规定值的1/5。......
2023-06-21
整机检验是产品经过总装、调试合格之后,检查产品是否达到预定功能要求和技术指标。(一)整机检验的方法电子产品的检验方法分全数检验和抽样检验两种。经过全数检验的产品可靠性很高,但需要大量的人力、物力,造成生产成本增加。因此,一般只对可靠性要求特别高的产品、试制品及在生产条件、生产工艺改变后生产的部分产品进行全数检验。抽样检验是目前生产中广泛采用的一种检验方法。......
2023-10-23
过高的精度及较小的表面粗糙度要求会使工艺过程复杂、加工困难、成本提高。虽然数控机床精度很高,但对一些特殊情况,例如过薄的底板与肋板,因为加工时产生的切削拉力及薄板的弹性退让极易产生切削面的振动,使薄板厚度尺寸公差难以保证,其表面粗糙度也将增大。因此,除板料外,不论是锻件、铸件还是型材,只要准备采用数控加工,其加工面均应有较充分的余量。......
2023-06-29

水泥厂需要对出厂水泥做质量检验。商品混凝土生产单位、施工员等必须对水泥进行进场验收,这些工作都需要技术人员掌握判定水泥质量是否合格的技术标准要求,掌握水泥进场检验技巧与规范要求,这是做好水泥质量把控的基本前提。化学指标中有任何一项不合格,则判定该水泥为不合格品。体积安定性不良、不符合规定的水泥为不合格品,禁止使用。通用硅酸盐水泥中三氧化硫的含量不得超过3.5%。国家标准规定,水泥的细度可用筛......
2023-10-10
相关推荐