但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。纵磨法是常见的一种磨削方法,可以磨削很长的表面,磨削质量好。图8-1纵磨法图8-2横磨法3.深磨法这种磨削法的特点是全部磨削余量在一次纵走刀中磨去。工件放在磨削砂轮和导轮之间,下方有一托板。磨削后平面的表面粗糙度的Ra值在0.2~0.8μm,尺寸可达IT5~IT6,对基面的平行度可达0.005~0.01mm/500mm。......
2023-07-01
展成磨削法磨齿是依靠工件相对砂轮作有规则的运动来获得渐开线齿形的方法。常见有以下几种磨削方法。
1.双片碟形砂轮磨齿
(1)双片碟形砂轮磨齿的工作原理 两片碟形砂轮倾斜安装后即构成假想齿条的两个侧面,其斜角分别等于齿轮的压力角。磨削时工件采用钢带基圆盘按展成法原理工作,基圆盘与钢带之间的纯滚动和工件分度圆与砂轮节线之间的纯滚动是一致的。一个齿槽的两侧磨完后,工件即快速退离砂轮,然后进行分度,以便磨下一个齿槽。
双片碟形砂轮磨齿常用15°/20°磨削法和0°磨削法,如图16-2所示。采用15°/ 20°磨削法磨削齿轮,齿面上是网状纹,它对齿面润滑有利;采用0°磨削法可对被磨齿轮的齿形进行修正及磨削鼓形齿。
(2)双片碟形砂轮磨齿的特点
1)参加磨削的砂轮接触面窄,易修整,发热少。
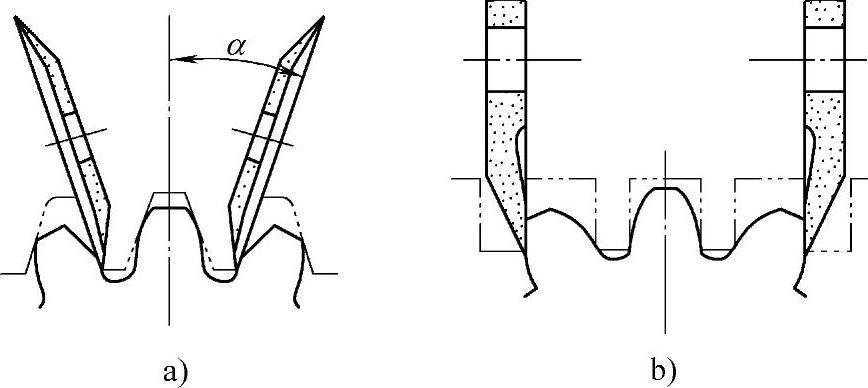
图16-2 双片蝶形砂轮磨齿方法
a)15°/20°磨削法 b)0°磨削法
2)采用钢带基圆盘展成和分度盘分度,磨削齿轮精度高。
3)砂轮较薄,刚性较差,磨削深度不能太深,生产率相对较低。
2.双锥面砂轮磨齿
(1)双锥面砂轮磨齿的工作原理 这种磨削方法是利用齿条和齿轮啮合的原理进行的(图16-3)。砂轮的两个锥面相当于假想齿条的一个齿的两个齿面。磨齿时工件一方面旋转,一方面在水平面内移动,其运动相当于齿条静止,齿轮分度圆在假想齿条的节线上滚动一样。图16-3a所示为磨右侧齿面,图16-3b所示为磨左侧齿面。

图16-3 双锥面砂轮磨齿
(2)双锥面砂轮磨齿的特点
1)砂轮壁厚,刚性较好,可用大切削量加工。
2)磨头往复运动有冲击,影响加工质量,磨削齿轮精度较前一种磨削方法低。
3)生产率相对较高。
3.蜗杆砂轮磨齿
(1)蜗杆砂轮磨齿的工作原理 蜗杆砂轮磨齿的工作原理类似于滚刀切削齿轮,蜗杆砂轮相当于一个渐开线蜗杆,其法向基圆齿距等于被磨齿轮的法向基圆齿距。磨齿时,蜗杆砂轮和被磨齿轮相对转动啮合,如图16-4所示。其传动速比取决于蜗杆砂轮的头数和被磨齿轮的齿数。当蜗杆砂轮的螺线是单头时,砂轮每转一周被磨齿轮转过一个齿;当蜗杆砂轮的螺线是双头时,砂轮每转一周被磨齿轮转过两个齿。和滚齿一样,用蜗杆砂轮磨齿时,砂轮还需沿被磨齿轮的轴线进给移动,以便使被磨齿轮的全部齿宽都被磨到。磨削斜齿轮时,还需通过差动装置使被磨齿轮得到一个附加转动,从而获得所需的螺旋角。图16-5所示为YA7232B型蜗杆砂轮磨齿机,机床采用晶闸管同步变频调速电动机,并用电气校正系统来保证砂轮主轴和工件主轴之间的传动精度。砂轮用金刚滚轮修整器修整。
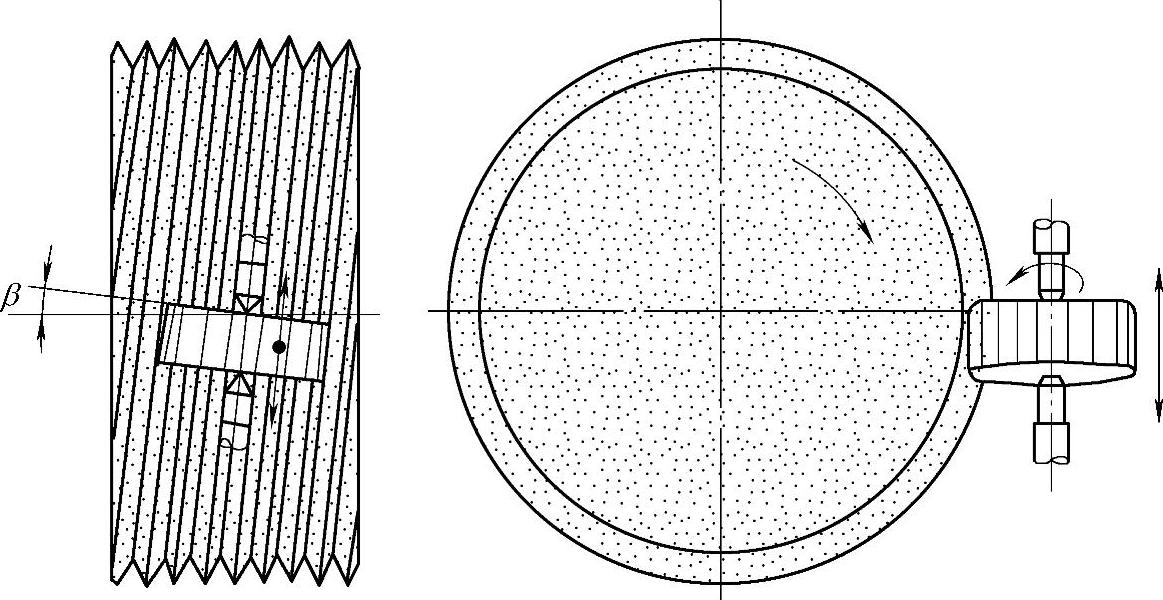
图16-4 蜗杆砂轮磨齿
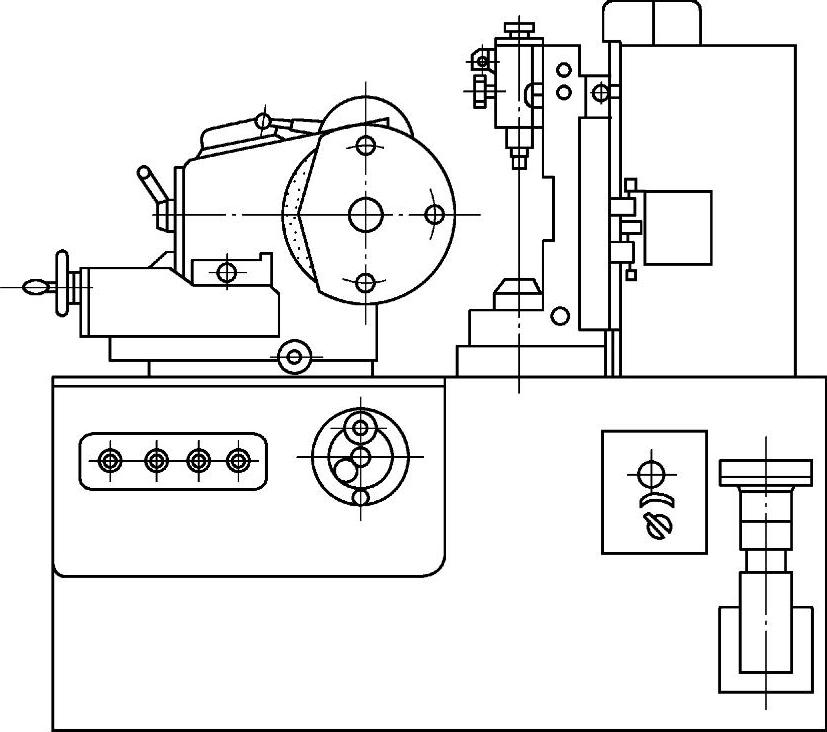
图16-5 YA7232B型蜗杆砂轮磨齿机
(2)蜗杆砂轮磨齿的特点
1)砂轮成形要求高,修整比较复杂。
2)展成运动和分度运动是连续的,因此生产率很高。
3)磨削齿轮精度较高。
有关磨工技能认证考试辅导教程的文章

但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。纵磨法是常见的一种磨削方法,可以磨削很长的表面,磨削质量好。图8-1纵磨法图8-2横磨法3.深磨法这种磨削法的特点是全部磨削余量在一次纵走刀中磨去。工件放在磨削砂轮和导轮之间,下方有一托板。磨削后平面的表面粗糙度的Ra值在0.2~0.8μm,尺寸可达IT5~IT6,对基面的平行度可达0.005~0.01mm/500mm。......
2023-07-01

以提高效率为目的的先进磨削方法常见的有高速磨削、强力磨削、超精密磨削、镜面磨削以及砂带磨削。与砂轮磨削类似,砂带磨削时,其磨粒对工件既有切削作用,又有刻划和滑擦作用。因此,砂带磨削材料切除率高,磨削表面质量也好。目前,在工业发达国家,砂带磨削量已占磨削加工量的一半左右。图8-13砂带磨削图8-14砂带组成......
2023-07-01
布洛芬是消炎止痛的西药,有一定的副作用,特别是对患有心脏疾病的人。布洛芬被混在天然产品中,既没有标识,也不知道含量,长期作为天然保健品服用,将产生不良后果。本方法用于检测天然产品中含有的布洛芬,为了提高灵敏度及确定性,采用了LC-UV-MS/MS的方法。另吸取990μL离心过的样品液,转入另一个2 mL注射瓶中,加入10μL布洛芬原始标准溶液,盖上盖子,摇匀,标上“添加样品液”。......
2023-07-02

期望值准则法是利用决策益损表,计算各种方案在各种自然状态下的期望益损值,按照最大期望收益值标准和最小期望损失值标准,对期望益损值进行比较、分析,最后选出最优方案。2)计算期望损失值,并选择最小期望损失值对应的方案为最优方案。表10-7 益损值表 故应选择期望损失值最小的组建大型车队的方案。......
2023-07-15

简单刀具的种类很多,刃磨的部位主要是前、后刀面,其刃磨的方法和步骤基本相同,现简述如下。装夹圆柱铣刀、铲齿铣刀、面铣刀及三面刃铣刀时,均需用心轴紧固。图14-8 刃磨砂轮的修整a)碟形砂轮的修整b)碗形或杯形砂轮的修整4.刃磨平面刀具的刃磨 平面刀具有车刀、刨刀、刀片等,刃磨时可直接将刀具装夹在可倾虎钳上,不需加任何辅助装置即可调整所需位置刃磨各种角度。......
2023-06-28
利用“添加几何关系”工具可以在草图实体之间或草图实体与基准面、基准轴、边线或顶点之间生成几何关系。使用“选择”按钮在草图上选择要添加几何关系的实体。此时,所选实体会在“添加几何关系”属性管理器中的“所选实体”列表框中显示,如图2-20所示。如果要删除已添加的几何关系,在“现有几何关系”列表框中右击该几何关系,再在弹出的快捷菜单中选择“删除”命令即可。......
2023-06-23
共同方法偏差,也叫同源性偏差,指的是由于同样的数据来源或者评分人、同样的测量环境、题项语境与题项本身特征,所造成的自变量与因变量之间人为的共变,共同方法变异是一种系统误差。我们对本研究中变量的所有题项一起做因子分析,在本文中,问卷所有题项解释总变异为62.332%,第一个因子仅解释变异量的13.569%,这表明没有单一的一个因子解释了绝大部分的变异量,因此,可以看到本研究数据的同源误差问题并不严重。......
2023-08-02

姜或姜的提取物一般测试6~10种标志性化合物就足够了,主要有姜辣素、姜烯酚、姜辣二醇和姜辣二酮。HPLC条件色谱柱:Phenomenex LUNA C18,5μm,4.6×250 mm,100 A移动相A:0.1%磷酸水溶液移动相B:0.1%磷酸乙腈溶液流速:1.0 mL/min柱温:室温UV 检测波长:282 nm注射量:20μL梯度:出峰次序:6-姜辣素、辣椒素、8-姜辣素、6-姜烯酚、6-姜辣二醇、6-姜辣二酮、10-姜辣素、8-姜烯酚、10-姜烯酚。......
2023-07-02
相关推荐