图14-22 修整角度砂轮的工具l-量块组 2一正弦规3-滑块 4-底座1.成形砂轮磨削法成形砂轮磨削法是将砂轮修整成与工件成形面完全吻合的反形面,然后用此砂轮切入磨削,以获得所需要的形状,如图14-25a所示。2.工件作轨迹运动的磨削法工件作轨迹运动的磨削法是指将工件安装在专用夹具上,使工件作回转等轨迹运动,以获得所需成形面的磨削方法,如图14-25b所示。正弦分度盘上的刻度和角度游标控制精度为3′。......
2023-06-28
1.图样和技术要求分析
图14-27所示为一圆弧形导轨,材料为45钢,热处理淬火硬度为48~52HRC,高和宽四面均已磨削加工,现要求磨削ϕ(20±0.04)mm半圆弧面,表面粗糙度值为Ra0.4μm,圆弧轴线对底平面的平行度公差为0.01mm,对侧面的平行度公差为0.02mm。
根据工件材料和加工要求,进行如下选择和分析。
(1)砂轮的选择 所选砂轮的特性为WA60K5V,修整砂轮用金刚石笔。
(2)装夹方法 工件用电磁吸盘装夹,并用百分表找正工件侧面与工作台纵向的平行度误差在0.0lmm以内,装夹前应清理工件和工作台。
(3)磨削方法 用修整砂轮圆弧工具将砂轮修成R 10-0.01-0.03 mm的凸圆弧,调整金刚石笔
位置(垫量块组控制),以便于获得精确的圆弧尺寸。用切入磨削法粗、精磨半圆弧,磨前
注意对刀。粗磨后要精修整砂轮圆弧,以保证磨削精度和表面粗糙度。(4)切削液的选择 选用乳化液切削液,并注意充分冷却。
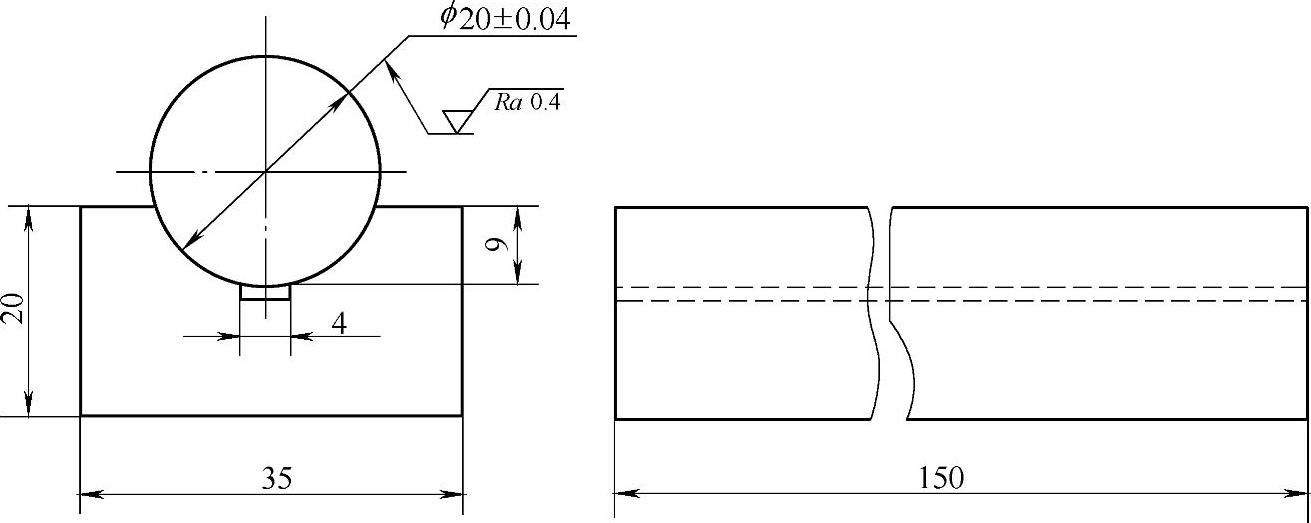
图14-27 圆弧形导轨
2.操作步骤
在M7132B磨床上进行磨削操作。
1)操作前检查、准备。
①清理电磁吸盘工作台面和工件表面,去除飞边,将工件装夹在电磁吸盘上。
②找正工件侧面与工作台纵向运动方向的平行度,误差不大于0.01mm。
③修整砂轮,用修整圆弧砂轮工具将砂轮修成R 10-0.05-0.10 mm凸圆弧。
④检查磨削余量。
⑤调整工作台,找正砂轮与工件圆弧相对位置,并调整工作台行程挡铁位置。
2)粗磨圆弧。用切入磨削法粗磨圆弧,注意接刀光滑,留0.03~0.06mm精磨余量。
3)精修整砂轮。修成R 10-0.01-0.03 mm的凸圆弧。
4)精磨圆弧。用切入磨削法精磨圆弧,保证ϕ(20±0.04)mm尺寸,圆弧轴线对底平面的平行度误差不大于0.01mm,对侧面的平行度误差不大于0.02mm,表面粗糙度值不超过Ra0.4μm。
本例的操作要领是要正确修整好砂轮的形状尺寸,找正工件与砂轮的相对位置。
有关磨工技能认证考试辅导教程的文章

图14-22 修整角度砂轮的工具l-量块组 2一正弦规3-滑块 4-底座1.成形砂轮磨削法成形砂轮磨削法是将砂轮修整成与工件成形面完全吻合的反形面,然后用此砂轮切入磨削,以获得所需要的形状,如图14-25a所示。2.工件作轨迹运动的磨削法工件作轨迹运动的磨削法是指将工件安装在专用夹具上,使工件作回转等轨迹运动,以获得所需成形面的磨削方法,如图14-25b所示。正弦分度盘上的刻度和角度游标控制精度为3′。......
2023-06-28
②了解成形车刀刃磨及工件装夹的方法。②确定圆球的中心位置。表面抛光1)用锉刀修整球形面选用切削速度15~20mm/min,用平板锉或半圆锉沿弧面锉削。边锉边修整,用粉笔在形面凸出部位作记号,然后修正,直至与样板相吻合为止。用半圆锉加工球柄与圆球面的连接处。2)用砂面抛光成形面用粗砂面擦去锉削痕迹,最后用细砂布抛光。......
2023-06-27

磨削平行面需要达到的主要技术要求是:平面本身的平面度、表面粗糙度和两平面间的平行度。平行面常用的磨削方法有以下几种。在磨削将结束时,作适当横向移动,可减小工件的表面粗糙度值。粗磨时,采用台阶砂轮可提高垂直进给量;精磨时采用台阶砂轮,可改善砂轮的受力情况,对减小工件表面粗糙度值和平行度误差是有利的。......
2023-06-28

简单成形砂轮,若成形面要求不高,可用绿碳化硅砂轮碎块手工修整。有一定要求的成形砂轮则用金刚石笔或专用修整工具进行修整。它主要由正弦规2、装有金刚石笔的滑块3和底座4组成。正弦规成斜角后,拧紧螺母锁紧,用手拉滑块3右端的把手移动金刚石笔修整砂轮。当金刚石笔尖位于回转中心内侧时,可修整凸(外)圆弧,如图14-24a所示:当金刚石笔尖位于回转中心外侧时,则可修整凹(内)圆弧,如图14-24b所示。......
2023-06-28

4)执行选项卡组中的命令打开控制板,单击右端激活该选项,选择模型中下侧面阵列源五边形为该面填充曲面,单击按钮形成如图2-121所示特征。图2-122 阵列下侧面图2-123 填充底面7)单击本节创建的所有特征并右击,选择右键快捷菜单中的选项,将所选特征合为一组,再次右击并单击命令,修改名称为。若对其感兴趣,可分别运用、以及等命令做进一步操作,创建出如图2-124所示特征,创建该模型的具体操作步骤如图2-125所示,本节不做具体介绍。......
2023-06-19
进入修改面板设置长方体参数,见图11-4。图11-12向上移动顶点位置产生起伏结构图11-13选择“切割”工具图11-14切割产生连接结构提示:由于4个立方体在调整完形状后,需要首位对接,连接位置的结构需要相互对应才能顺利完成这样的操作。图11-17编辑顶点位置图11-18选择并删除多边形在附加其他3个长方体后,进入边界层级,使用边界桥工具在透视图中旋转到造型的底面,桥接对应的边界。......
2023-06-20
任务描述对于图6-2-1中的参照模型的结构,创建合适的分型面,使生成的型芯型腔如图6-2-1所示。图6-2-14进入分型面创建环境图6-2-15分型面环境加油站:分型面的定义、形式、作用如下所述。图6-2-16工件的遮蔽为使产品从模腔内顺利取出,模具必须分成公母模两部分,此部分接口称为分型面。分型面的形式有水平、阶梯、斜面、垂直、曲面等多种,需要根据产品的形状结构进行设计;分型面具有分型和排气的作用。......
2023-06-15

相关推荐