简单刀具的种类很多,刃磨的部位主要是前、后刀面,其刃磨的方法和步骤基本相同,现简述如下。装夹圆柱铣刀、铲齿铣刀、面铣刀及三面刃铣刀时,均需用心轴紧固。图14-8 刃磨砂轮的修整a)碟形砂轮的修整b)碗形或杯形砂轮的修整4.刃磨平面刀具的刃磨 平面刀具有车刀、刨刀、刀片等,刃磨时可直接将刀具装夹在可倾虎钳上,不需加任何辅助装置即可调整所需位置刃磨各种角度。......
2023-06-28
1.图样和技术要求分析
图14-17所示为一圆柱形铣刀,因磨损需刃磨后刀面,材料为W18Cr4V2,热处理淬火硬度为63~66HRC,铣刀外径为ϕ630-0.05 mm,螺旋角β=40°,端面前角γn=15°,端面后角αn=12°,齿数z=8,切削刃对中心线的径向圆跳动公差:相邻为0.03mm,一周为0.06mm。刃磨面的表面粗糙度值为Ra6.3μm。
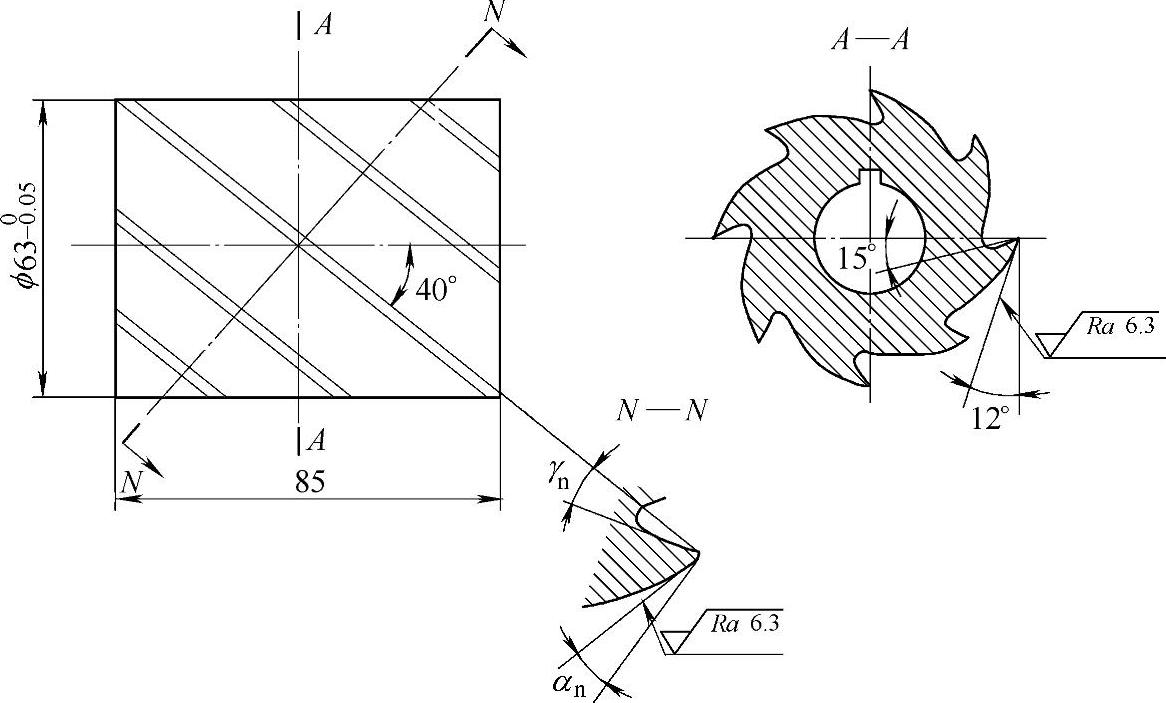
图14-17 圆柱铣刀
根据工件材料和加工要求,进行如下选择和分析。
(1)砂轮的选择 所选砂轮为WA60KSV的杯形砂轮,并将砂轮端面修成内凹形。修整砂轮用金刚石笔。
(2)装夹方法 选用端面夹紧、内孔定位的心轴进行装夹,铣刀在心轴上紧固后装在前、后顶尖之间。装夹前需检查心轴中心孔。
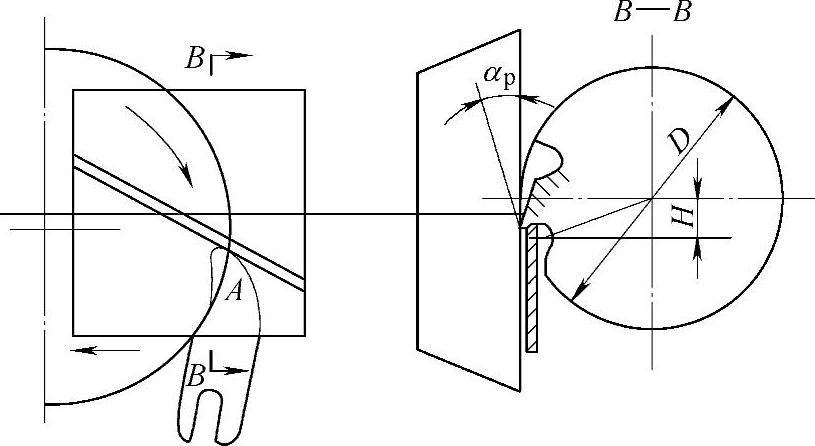
图14-18 圆柱铣刀齿托片的安装位置
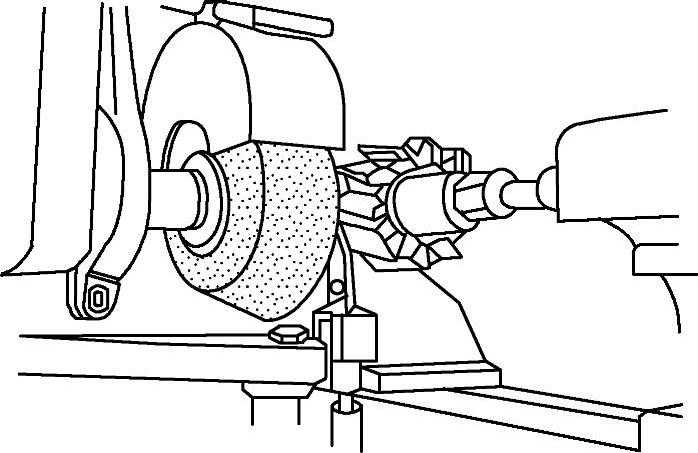
图14-19 圆柱铣刀的刃磨
(3)刃磨方法 铣刀刃磨前应先用心轴装夹修磨外圆,调整好砂轮与铣刀相对位置,利用中心规将砂轮中心和两顶尖中心调整到同高,并将砂轮架转2°~3°,避免已磨好的切削刃碰到砂轮边缘。同时将齿托架安装在砂轮架上,然后将砂轮中心调低并使齿托片顶端低于铣刀中心 
 ,如图14-18所示。由于铣刀为螺旋齿,故采用圆弧齿托片,如图14-5d所示。
,如图14-18所示。由于铣刀为螺旋齿,故采用圆弧齿托片,如图14-5d所示。
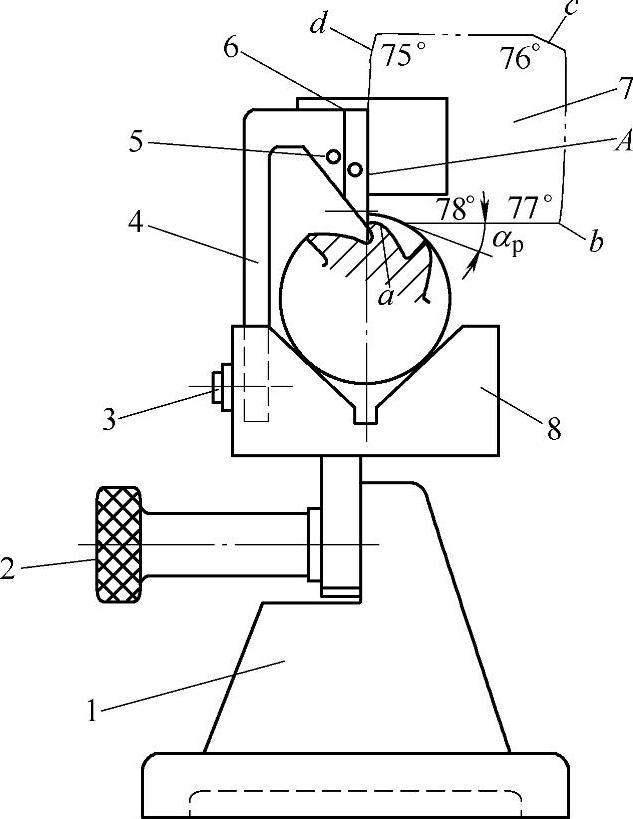
图14-20 铣刀后角测量
1—底座 2、3—调节螺钉
4—臂架 5—螺钉 6—靠板
7—角度样板 8—V型块
刃磨时,将铣刀的一齿槽引进齿托片,并将前刀面紧贴齿托片顶端,左手摇动手轮,使工作台作纵向进给,右手扶住铣刀心轴,铣刀随工作台作纵向进给的同时也作圆周运动,即形成螺旋运动。起动砂轮,缓慢地作横向进给,刃磨刀齿的后刀面。磨好一齿后,退出齿托片,将铣刀转过一齿,继续刃磨,逐齿磨至要求,如图14-19所示。
(4)检查方法 圆柱铣刀有端面后角αp和法向后角αn,它们与螺旋角β有关,其关系式为
tanαp=tanαn cosβ
一般刃磨后只检查端面后角αp。检查后角可用多刃角尺测量,如图14-20所示。
2.操作步骤
圆柱铣刀刃磨工艺见表14-3。
表14-3 圆柱铣刀刃磨工艺

(续)

有关磨工技能认证考试辅导教程的文章

简单刀具的种类很多,刃磨的部位主要是前、后刀面,其刃磨的方法和步骤基本相同,现简述如下。装夹圆柱铣刀、铲齿铣刀、面铣刀及三面刃铣刀时,均需用心轴紧固。图14-8 刃磨砂轮的修整a)碟形砂轮的修整b)碗形或杯形砂轮的修整4.刃磨平面刀具的刃磨 平面刀具有车刀、刨刀、刀片等,刃磨时可直接将刀具装夹在可倾虎钳上,不需加任何辅助装置即可调整所需位置刃磨各种角度。......
2023-06-28

电弧熔-钎焊 电弧熔-钎焊主要有几种分类方法,如图2-7所示。高能束熔-钎焊高能束熔-钎焊主要包括激光熔-钎焊、电子束熔-钎焊和等离子弧熔-钎焊。......
2023-06-23

单螺杆挤出机生产操作注意事项1)每次挤出机开车生产前都要仔细检查机筒内和料斗上下有无异物,及时清除一切杂物和油污。双螺杆挤出机生产操作注意事项 双螺杆挤出机的生产操作程序与普通单螺杆挤出机的生产操作程序基本相同。8)双螺杆挤出机的塑化螺杆转动、喂料螺杆的强制加料转动及润滑系统的油泵电动机工作为联锁控制。......
2023-06-15

布洛芬是消炎止痛的西药,有一定的副作用,特别是对患有心脏疾病的人。布洛芬被混在天然产品中,既没有标识,也不知道含量,长期作为天然保健品服用,将产生不良后果。本方法用于检测天然产品中含有的布洛芬,为了提高灵敏度及确定性,采用了LC-UV-MS/MS的方法。另吸取990μL离心过的样品液,转入另一个2 mL注射瓶中,加入10μL布洛芬原始标准溶液,盖上盖子,摇匀,标上“添加样品液”。......
2023-07-02

多目标优化问题大部分属于NP-hard问题,其优化搜索的结果得到问题最优解或Pareto最优解集。基于邻域搜索思想,采用动态插入快速启发式算法,可解决微波与激光混合链路中继系统在应急条件下的多目标资源调度问题。进化算法是模仿生物群体活动规律的一种全局优化概率搜索优化算法,采用迭代计算方式,从初始解开始通过迭代操作不断地改进当前解直到获得满意的可行解,主要包括遗传算法、进化策略、进化规划3类。......
2023-07-02

共同方法偏差,也叫同源性偏差,指的是由于同样的数据来源或者评分人、同样的测量环境、题项语境与题项本身特征,所造成的自变量与因变量之间人为的共变,共同方法变异是一种系统误差。我们对本研究中变量的所有题项一起做因子分析,在本文中,问卷所有题项解释总变异为62.332%,第一个因子仅解释变异量的13.569%,这表明没有单一的一个因子解释了绝大部分的变异量,因此,可以看到本研究数据的同源误差问题并不严重。......
2023-08-02
由于SUSAN算法不依赖于目标分割得到的轮廓信息,所以无法通过跟踪轮廓来得到角点的顺序,并依此计算每个角点的权重,进行特征空间的优化。两种角点检测算法及其相应的特征空间优化方法的效果,如图7-7所示。图7-7 对角点特征空间进行优化设计~e)是进行特征选择,g)~i)是进行特征的组合优化)......
2023-06-28

操作加压包扎止血法时先用无菌纱布覆盖和压迫伤口,再用三角巾或绷带用力包扎,包扎范围应该比伤口稍大,在现场没有无菌纱布时,可用消毒卫生巾、餐巾等替代。接触伤口面的敷料必须保持无菌,以免增加伤口感染的机会。髋部及大腿骨折:一人双手托住腰及臀部,伤员用双臂抱住救护者的肩背部,另一人双手托住伤员的双下肢。头部应与车辆行进的方向相反,以免晕厥,加重病情。......
2023-07-01
相关推荐