装夹前需检查心轴中心孔。表14-3 圆柱铣刀刃磨工艺(续)......
2023-06-28
简单刀具的种类很多,刃磨的部位主要是前、后刀面,其刃磨的方法和步骤基本相同,现简述如下。
1.砂轮的选择及修整
根据刀具的材料和技术要求,选择砂轮的特性和形状,并根据加工需要修整砂轮。
修整砂轮分两步,第一步先用砂条粗修砂轮端面。对碟形砂轮,端面修成边缘高、内侧低的锥面,如图14-8a所示;对碗形或杯形砂轮,端面修成内凹形,如图14-8b所示。第二步再用金刚石笔精修砂轮端面至要求。
2.调整砂轮架位置
刃磨时,应根据刀具的角度,将砂轮架在水平面内转动一定角度,使砂轮边缘参加磨削。磨削前可用中心规来找正砂轮与所磨刀面的相对位置。
3.装夹方法
不同的刀具刃磨,可用不同的装夹方法。磨车刀、刨刀、刀片可在可倾虎钳上装夹,以刃磨所需的角度;磨铰刀、圆柱铣刀、铲齿铣刀等可用两顶尖装夹,并安装调整好齿托片;磨面铣刀、立铣刀、三面刃铣刀可在万能夹头上装夹,并用齿托片支承。装夹圆柱铣刀、铲齿铣刀、面铣刀及三面刃铣刀时,均需用心轴紧固。
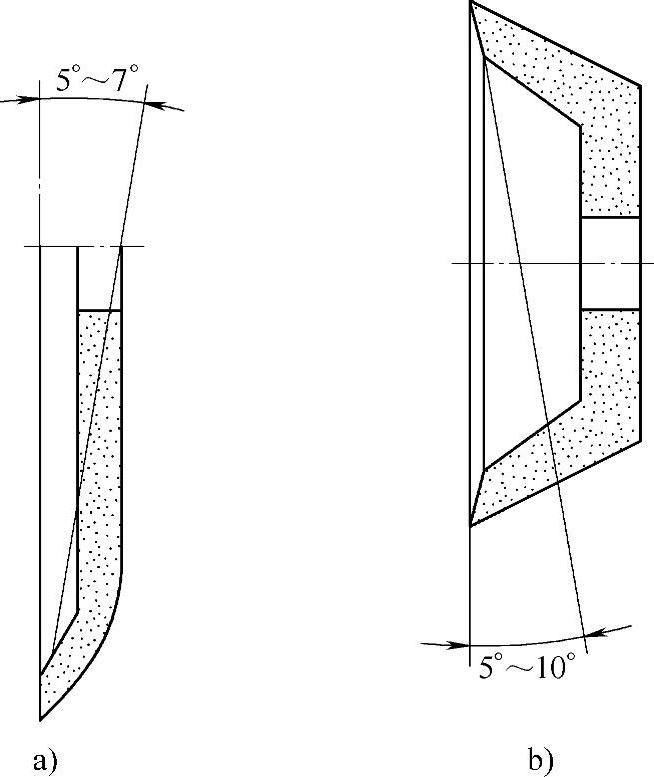
图14-8 刃磨砂轮的修整
a)碟形砂轮的修整
b)碗形或杯形砂轮的修整
4.刃磨
(1)平面刀具的刃磨 平面刀具有车刀、刨刀、刀片等,刃磨时可直接将刀具装夹在可倾虎钳上,不需加任何辅助装置即可调整所需位置刃磨各种角度。装夹时必须用百分表找正刀具的基准刀面。
这类刀具主要刃磨前角、后角、主偏角、副偏角,有的刀片(如机夹可转位车刀)还需磨削周边、断屑槽。刃磨刀具的副偏角可用专用夹具,磨削断屑槽则可将刀片夹在钳口上,再将钳体调成所需角度,用碗形砂轮刃磨。
(2)尖齿刀具的刃磨 尖齿刀具如铰刀、圆柱铣刀、铲齿铣刀、面铣刀等,可用两顶尖装夹或用心轴装夹在万能夹头上,并用齿托片支承。刃磨的具体步骤为:
1)摇动横向进给手轮,使砂轮靠近刀具的前(后)刀面。
2)右手握住刀具(或心轴),左手摇动工作台纵向进给手轮,使齿托片支承在待磨刀齿的前刀面上。
3)起动砂轮,缓慢地进行横向进给,使砂轮磨到刀齿的刀面。
4)左手摇动手轮,使工作台纵向进给,右手扶住刀具(或心轴),使刀齿前刀面紧贴齿托片,并作螺旋运动。
5)磨好一齿后,将刀齿退出齿托片。
6)将刀具转过一齿,继续刃磨另一齿刀面,逐齿刃磨。
7)磨完一周齿后,砂轮作一次横向进给,继续刃磨,直至符合图样要求。
有关磨工技能认证考试辅导教程的文章

系统分析方法的具体步骤包括:限定问题、确定目标、调查研究收集数据、提出备选方案和评价标准、评价备选方案和提出最可行方案。系统分析方法主要包括系统模型化和最优化两部分。目标函数表示系统目标要求。如在水资源系统分析中,可能要求水库提供灌溉水量最大,水电站发电量最大,工程造价最低等。......
2023-07-15

布洛芬是消炎止痛的西药,有一定的副作用,特别是对患有心脏疾病的人。布洛芬被混在天然产品中,既没有标识,也不知道含量,长期作为天然保健品服用,将产生不良后果。本方法用于检测天然产品中含有的布洛芬,为了提高灵敏度及确定性,采用了LC-UV-MS/MS的方法。另吸取990μL离心过的样品液,转入另一个2 mL注射瓶中,加入10μL布洛芬原始标准溶液,盖上盖子,摇匀,标上“添加样品液”。......
2023-07-02

2)计算模型采用Midas Civil 软件进行整体结构受力分析。图3-6直沽桥空间计算模型3)静力分析进行全桥静力分析,考虑结构自重、车辆荷载、人群荷载、风荷载、整体升降温、局部温差以及各个墩位6 mm 的不均匀沉降等工况。分析结果表明,直沽桥主体结构设计满足抗震规范要求。计算结果表明,结构在恒载、满布汽车和人群荷载作用下,最小屈曲临界荷载系数为5.45,满足规范要求。......
2023-07-01

IEEE 802.1Q 协议IEEE 802.1Q 协议是一套VLAN 协议,它定义了基于端口的VLAN 模型,提供一种标识带有VLAN 标签的以太网帧的方法,从而允许在局域网中实现定义、运行及管理VLAN 拓扑结构的操作。插入VLAN 标签得出的帧称为802.1Q 帧。图4.11802.1Q 帧的数据格式VLAN 标签插入在原以太网MAC 帧的源地址字段和类型字段之间。当网络中存在冗余的VLAN 中继线路时,就会因网络环路的问题而引起广播风暴,降低网络的可靠性。......
2023-10-19

利用“添加几何关系”工具可以在草图实体之间或草图实体与基准面、基准轴、边线或顶点之间生成几何关系。使用“选择”按钮在草图上选择要添加几何关系的实体。此时,所选实体会在“添加几何关系”属性管理器中的“所选实体”列表框中显示,如图2-20所示。如果要删除已添加的几何关系,在“现有几何关系”列表框中右击该几何关系,再在弹出的快捷菜单中选择“删除”命令即可。......
2023-06-23

共同方法偏差,也叫同源性偏差,指的是由于同样的数据来源或者评分人、同样的测量环境、题项语境与题项本身特征,所造成的自变量与因变量之间人为的共变,共同方法变异是一种系统误差。我们对本研究中变量的所有题项一起做因子分析,在本文中,问卷所有题项解释总变异为62.332%,第一个因子仅解释变异量的13.569%,这表明没有单一的一个因子解释了绝大部分的变异量,因此,可以看到本研究数据的同源误差问题并不严重。......
2023-08-02
姜或姜的提取物一般测试6~10种标志性化合物就足够了,主要有姜辣素、姜烯酚、姜辣二醇和姜辣二酮。HPLC条件色谱柱:Phenomenex LUNA C18,5μm,4.6×250 mm,100 A移动相A:0.1%磷酸水溶液移动相B:0.1%磷酸乙腈溶液流速:1.0 mL/min柱温:室温UV 检测波长:282 nm注射量:20μL梯度:出峰次序:6-姜辣素、辣椒素、8-姜辣素、6-姜烯酚、6-姜辣二醇、6-姜辣二酮、10-姜辣素、8-姜烯酚、10-姜烯酚。......
2023-07-02
相关推荐