②砂轮的多孔性好,有利于散热和容纳磨屑,砂轮不易堵塞。②砂轮具有一定的弹性,可避免烧伤工件表面,同时还具有一定的抛光作用。③耐热温度为200℃左右,故当磨削温度增高时砂轮会快速损耗,失去正常的外形。砂轮硬度影响砂轮的自锐性。......
2023-06-28
刃磨刀具的砂轮要选择合适,以使刀具刃磨后具有锋利的切削刃,具有较低的表面粗糙度值,刀面无退火、烧伤等现象。砂轮的选用主要根据刀具材料性能、磨削性质、图样技术要求等,重点是砂轮特性和砂轮形状的正确选择。
1.砂轮特性的选择
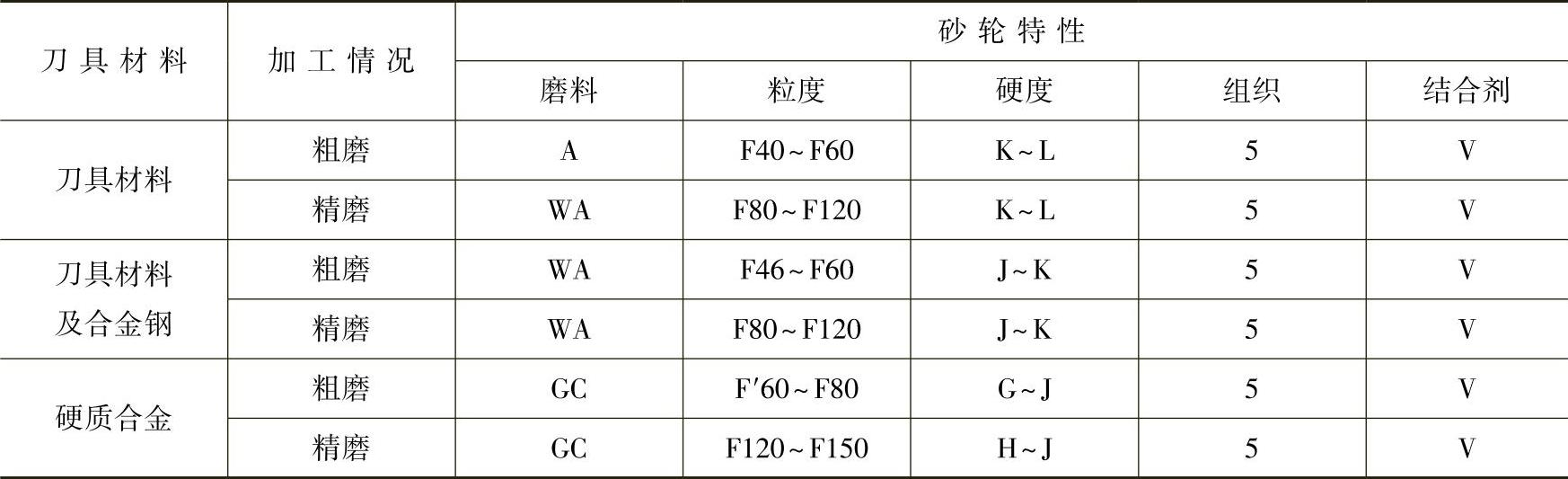
刃磨砂轮的特性通常包括磨料、粒度、硬度、组织和结合剂等。砂轮粒度常用F46~F100。当磨削面积大、余量多时,宜采用粗粒度;若磨削余量小、刀具尺寸小、表面粗糙度值要求小时,则采用细粒度。砂轮的硬度常用H~K之间的等级,刃磨高速钢刀具时,当磨削面积、余量大时,一般用硬度为H的砂轮;当磨削面积、余量小时,则用硬度为J的砂轮;刃磨成形刀具及精密刀具时,宜用硬度为K的砂轮;刃磨硬质合金刀具时,用硬度为H的砂轮;而刃磨硬质合金成形刀具或小刀具时,砂轮的硬度选J。砂轮特性的具体选择见表14-1。
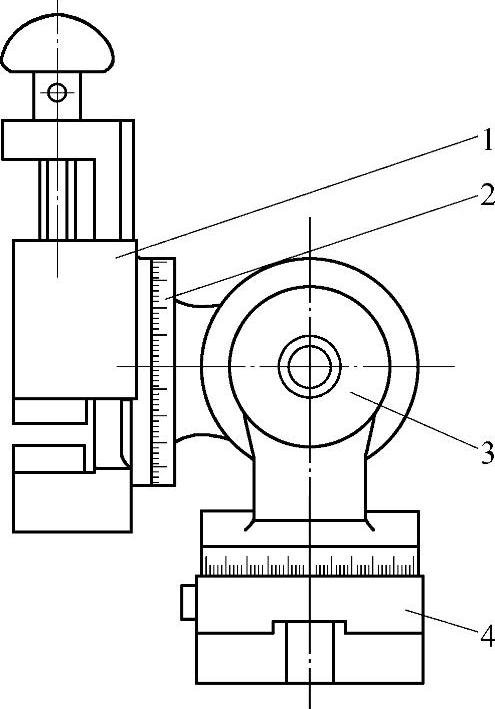
图14-7 可倾虎钳
1—台虎钳 2、3—转体 4—底盘
表14-1 砂轮特性的选择
2.砂轮形状的选择
通常情况下,刃磨刀具的前刀面用碟形砂轮;刃磨后刀面用碗形或杯形砂轮。杯形砂轮在刃磨过程中直径不变,对无变速装置的磨床更为适用。目前,碗形或杯形砂轮的直径较小,砂轮的圆周速度低,磨粒易变钝,刀具表面粗糙度值较大。因此,为了提高砂轮的圆周速度,可选用直径较大的平形砂轮,经适当调整,用来刃磨刀具的后刀面。
有关磨工技能认证考试辅导教程的文章

②砂轮的多孔性好,有利于散热和容纳磨屑,砂轮不易堵塞。②砂轮具有一定的弹性,可避免烧伤工件表面,同时还具有一定的抛光作用。③耐热温度为200℃左右,故当磨削温度增高时砂轮会快速损耗,失去正常的外形。砂轮硬度影响砂轮的自锐性。......
2023-06-28

表12-1列出孔径12~100mm范围内,选择砂轮直径的参考数据。当工件内孔直径大于100mm时,要注意砂轮的圆周速度不应超过砂轮的安全速度。表12-1 内圆砂轮直径的选择2.砂轮宽度的选择砂轮宽度可按工件孔径磨削长度选择,见表12-2。表12-2 内圆砂轮宽度选择3.砂轮硬度的选择内圆磨削接触弧较长,工件散热条件差,只有充分发挥砂轮的“自锐性”,才能减小磨削力和磨削热,所以,应选择较软的砂轮。......
2023-06-28
图4-20 各种跷板开关实物图4-21 双控开关底面接线端调光开关不能与节能灯、荧光灯配合使用。图4-22 调光、调速开关常用的声光控延时开关有螺口型和面板型两大类,如图4-23所示。面板型声光控延时开关一般安装在原来的机械开关位置处。图4-23 常用声光控延时开关的外形5.触摸延时开关触摸延时开关利用人体的感应信号,去控制电灯的开关。......
2023-08-18

在大于1kW的自治运行聚合物膜电池系统中,加湿装置是其供气通路中的第二主要部件。我们将几种方案分类如下:1)利用反应生水的自加湿方案。2)燃料加湿方案。在大多数应用中,都会采用外加湿装置加湿进入电池的气体,为电池提供水分。由于反应生产的水在阴极生成,阳极区容易最先缺水,相应区域的膜也容易发生脱水,这也是为什么燃料需要加湿的原因。这是使用最为普遍的方案。4)两反应剂加湿方案。......
2023-06-22

(一)概述造纸毛毯的作用:①滤水作用:作为脱水媒介,当纸幅在真空箱和压榨区脱水时,造纸毛毯吸收和滤出纸页脱出的水分。毛毯的材料、编织方法影响毛毯的吸水性、滤水性、弹性及其使用性能。抗压毛毯是指不可压缩的、或很容易压缩但回弹性很好的毛毯。一般造纸压榨都改用针刺毛毯,编织毛毯已逐渐趋于淘汰。BOM造纸毛毯是目前普及面最广的一种造纸毛毯,其使用普及率已经达到95%以上。......
2023-06-23
表2-42 运行底焦高度对冲天炉性能的影响3)两排、三排风口冲天炉可以按照下列经验公式初选装炉底焦高度。通过风量增减可以迅速改变底焦高度。表2-44 运行底焦高度的基本调控方法2)接力焦及其使用方法。......
2023-06-24

国家标准对基准制规定了两种:基孔制和基轴制。在此情况下无论采用基孔制还是基轴制都难以达到使用要求。图3-21 活塞销配合基准制的选用a)采用基孔制 b)采用基轴制图3-22 非基准制的混合配合......
2023-06-26
在选择主调频厂(机组)时,主要应考虑:应拥有足够的调整容量及调整范围。火力发电厂的锅炉和汽轮机都受允许的最小的技术负荷的限制,其中锅炉约为25%至70%的额定容量,汽轮机为10%~15%的额定容量。因此火力发电厂的出力调整范围不大;而且发电机组的负荷增减的速度也受汽轮机各部分热膨胀的限制,不能过快,在50%~100%额定负荷范围内,每分钟仅能上升2%~5%。......
2023-06-15
相关推荐