
装夹前需检查心轴中心孔。表14-3 圆柱铣刀刃磨工艺(续)......
2023-06-28
刀具的刃磨通常可在刃磨机床上进行,常用的刃磨机床为M6025型万能工具磨床,它加装附件后,可以刃磨铰刀、铣刀、丝锥、拉刀、插齿刀等,同时也可以用来磨削内、外圆柱面和圆锥面及平面等。
1.M6025型万能工具磨床的结构
M6025型万能工具磨床的结构如图14-1所示,该机床主要由床身1、横向滑板12、纵向滑板8、立柱5、磨头架6等组成。
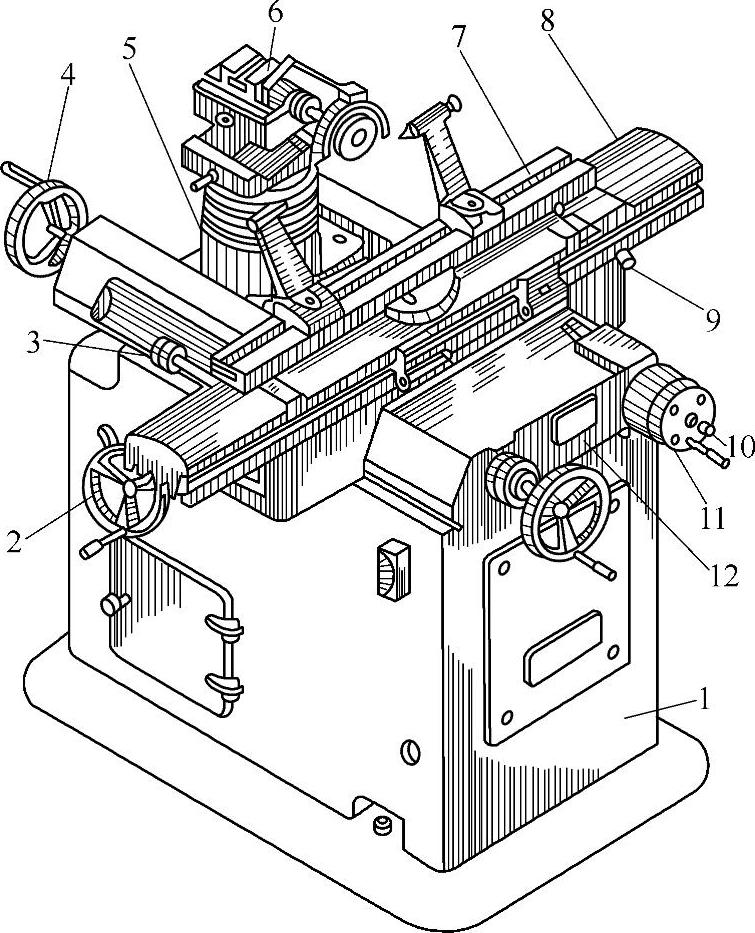
图14-1 M6025型万能工具磨床结构
1—床身 2、3、4、11—手轮 5—立柱
6—磨头架 7—工作台 8—纵向滑板
9—手柄 10—减速手柄 12—横向滑板
工作台7装在纵向滑板8上面,工作台的纵向运动由手轮11或手轮3操纵,转动手轮3能使工作台随纵向滑板轻便、均匀地移动。当需要缓慢移动时,则将减速手柄10推入,并转动手轮11,经差动齿轮减速后带动纵向滑板即可;不用慢速时,可拔出减速手柄10。转动手轮4,由丝杠、螺母带动横向滑板12移动,在刃磨时可以控制横向进给。转动手柄9,工作台7相对于纵向滑板8可偏转一个角度,偏转的角度较大时,则可从工作台中间部位的刻度盘上读出角度值。工作台的最大回转角度为±60°。工作台上可装顶尖座、万能夹头、万能齿托架等,可适应刃磨各种刀具及其他加工的需要。
磨头架6装在立柱5的顶面上,可绕立柱轴线在360°范围内任意回转。转动手柄2,磨头可上下移动,以调整砂轮的高低位置。
机床的主要技术参数:
顶尖中心高: 125mm
前、后顶尖距离: 600mm
工作台最大移动量:
纵向: 400mm
横向: 250mm
砂轮架垂直移动量:
顶尖中心上: 130mm
顶尖中心下: 55mm
砂轮最大直径: 150mm
砂轮主轴转速: 5700r/min,3800r/min
2.机床主要附件
(1)顶尖座 前、后顶尖座可用螺钉固定在工作台上,如图14-2所示。
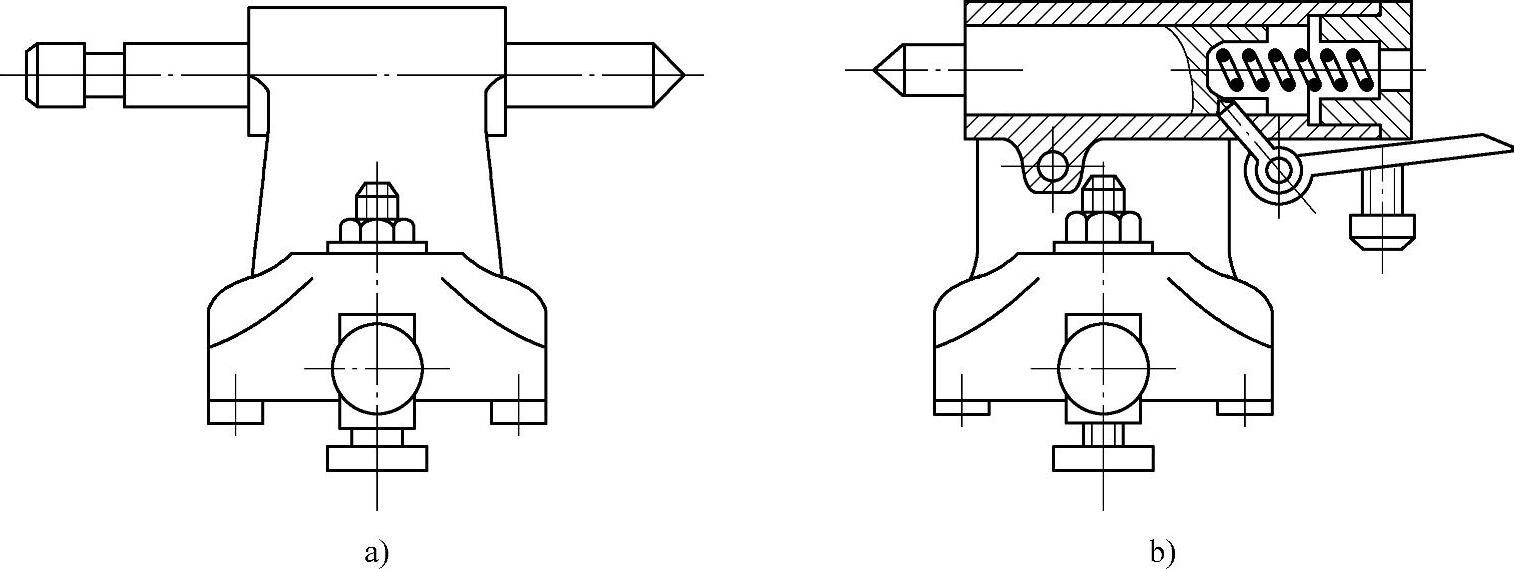
图14-2 顶尖座
a)前顶尖座 b)后顶尖座
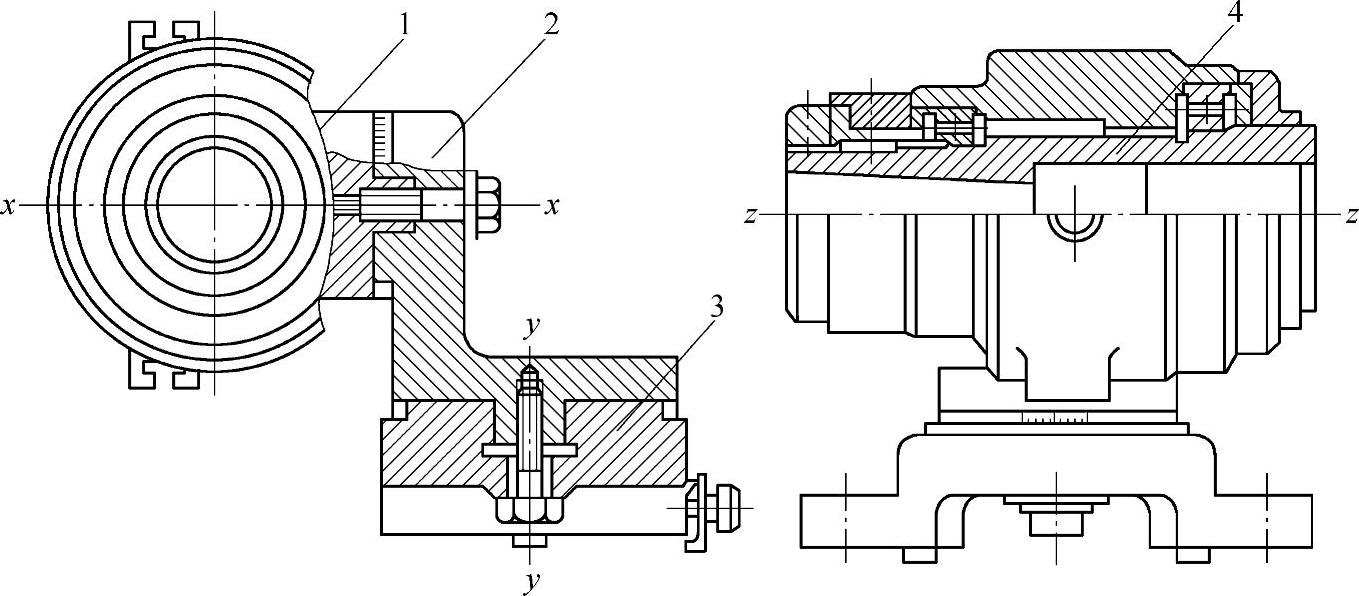
图14-3 万能夹头
1—夹头体 2—角架 3—底座 4—主轴
(2)万能夹头 万能夹头(图14-3)主要用来装夹面铣刀、立铣刀、三面刃铣刀等,以刃磨其端面齿。万能夹头由夹头体1、主轴4、角架2和底座3等组成。夹头体的空锥度为7∶24,可用来安装各种心轴。
(3)万能托齿架 万能托齿架(图14-4)的用途是使刀具刀齿相对于砂轮处于正确的位置上,以刃磨出正确的角度。支架6可由螺钉将万能托齿架安装在机床适当的位置上。调节捏手1和螺杆3,可调节齿托片4的高低位置。齿托片可绕杆2和支架5的轴线回转一定的角度,以保证齿托片与刀具的刀齿接触良好。
齿托片的形状很多,供刃磨各种尖齿刀具时使用,如图14-5所示。图14-5a和图14-5b所示为直齿齿托片,适合刃磨直齿尖齿刀具,如锯片铣刀、角度铣刀等。图14-5c所示为斜齿齿托片,适合刃磨各种交错齿三面刃铣刀等。图14-5d所示为圆弧齿托片,适用刃磨各种螺旋槽刀具,如圆柱铣刀、锥柄立铣刀等。
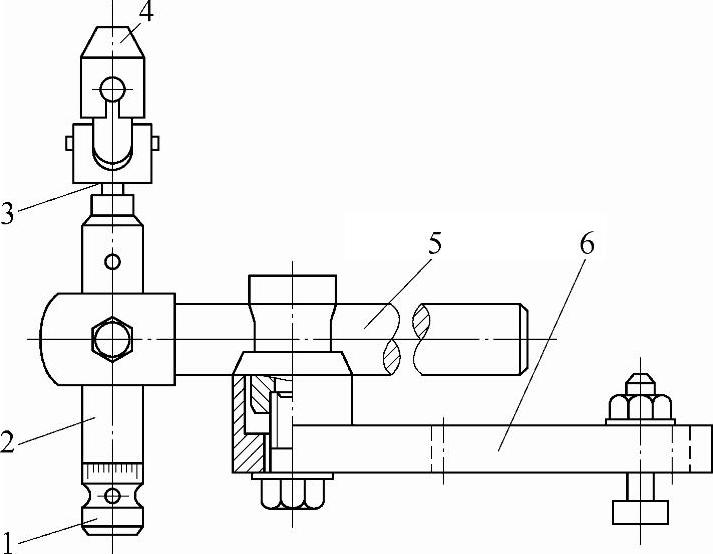
图14-4 万能托齿架
1—捏手 2—杆 3—螺杆 4—齿托片 5、6—支架

图14-5 齿托片的形状
a)、b)直齿齿托片 c)斜齿齿托片 d)圆弧齿托片
(4)中心规 中心规(图14-6)是用来确定砂轮或顶尖中心高度的工具,由规体2和定中心片1组成。规体2的A、B两个平面经过精加工,平行度误差很小,定中心片1可装在图14-6a所示位置,也可调转180°安装。中心规的A面贴住磨头顶面时(图14-6b),定中心片所指高度即为砂轮中心高(头架顶面至砂轮轴线的距离)。升降磨头把定中心片对准顶尖的尖端时,即可将砂轮中心与工件中心调整到同一高度上。如果将中心规的B面放在磨床工作台上时,如图14-6c所示,定中心片所指高度即为前、后顶尖的中心高度,将它与金属直尺配合就可以调整齿托片的高度。

图14-6 中心规及其使用
a)中心规 b)校正砂轮顶尖中心 c)校正切削刃中心
1—定中心片 2—规体
(5)可倾虎钳 可倾虎钳如图14-7所示,由台虎钳1、转体2、3和底盘4组成,常用来装夹车刀等。台虎钳1安装在转体3和2上,分别可以绕x-x轴、y-y轴、z-z轴旋转,以刃磨所需要的角度。
有关磨工技能认证考试辅导教程的文章

数控机床的原理构成如图7-3所示,实物结构如图7-4所示。由于数控加工的特点,数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,以适应数控机床的加工要求和充分发挥数控机床的功能。计算机数控装置数控装置又称CNC单元,由信息的输入、处理和输出三个部分组成,是数控机床的核心。2)程序编制及程序载体数控程序是数控机床自动加工零件的工作指令。......
2023-06-23

在干切削条件下,虽然不用切削液,提高了工件的加工效率和减轻了环境污染,但在这种特殊切削条件下,却对工件装夹的夹具提出了更高的要求,主要包括如下几个方面:高精度、动平衡 干切削加工通常是在高速加工机床上完成,而高速切削加工时,回转类机床主轴通过夹具带动工件回转,以实现工件成形所需的表面成形运动。......
2023-06-25

图2-21 十字槽轮精车工序简图图2-22 花盘式车床夹具1,3,4—定位套 2—定位销1)mm圆弧尺寸由刀具调整来保证。3)夹具体上φ120mm止口与过渡盘上φ120mm凸台采用过盈配合,设计要求就地加工过渡盘端面及凸台,以减小夹具的对刀和定位误差。工件的装夹就是将工件在机床上或夹具中定位、夹紧的过程。图2-23 角铁式车床夹具2)在自定心卡盘上装夹工件。图2-24所示为立式铣床铣轴承座底面的夹具。......
2023-06-26

机床床身导轨的磨削在工厂中很常见,图17-20所示为常见的床身结构。在机床制造和维修中,常使用导轨磨床磨削机床床身的导轨面。采用导轨端面磨削法。图17-23 多片砂轮专用导轨磨床图17-24 磨床床身图17-25 垫块支承的分布2)调整另三个垫铁,作辅助支承,使其与工件有良好接触,但不能使工件位置移动。导轨的直线度误差可用水平仪或光学平直仪检验。......
2023-06-28

数控机床一般有手动、程序编辑和自动运行三类操作方式,操作方式可通过机床面板上的按钮、按键选择,通过CNC的控制实现,不同操作方式的作用简述如下。1)存储器运行:存储器运行是利用CNC存储器上的加工程序,控制机床自动运行的操作。在MDI方式下,还可以进行CNC、PMC的参数设定、编辑等操作。机床锁住时,机床不产生实际运动,但CNC的程序、位置显示正常变化,以此可以检查机床的运动轨迹。......
2023-06-25

刃磨刀具的砂轮要选择合适,以使刀具刃磨后具有锋利的切削刃,具有较低的表面粗糙度值,刀面无退火、烧伤等现象。当磨削面积大、余量多时,宜采用粗粒度;若磨削余量小、刀具尺寸小、表面粗糙度值要求小时,则采用细粒度。目前,碗形或杯形砂轮的直径较小,砂轮的圆周速度低,磨粒易变钝,刀具表面粗糙度值较大。......
2023-06-28

对于像数控加工中心类的机床,其要求的调速范围就更宽了。带有变速齿轮的配置方式这是大、中型数控机床采用较多的调(变)速配置方式,见图2-31a。利用三相异步电动机的转矩和定子磁链及其模型输出的定子磁链相位,直接对逆变器桥臂的通断状态进行控制。......
2023-06-15
相关推荐