平面度误差的检验一般有下面几种方法。然后将工件放在精密平板上,前后、左右平稳地移动几下,再取下工件仔细地观察摩擦痕迹分布情况,就可以确定工件平面度误差的大小。用透光法检验平面度误差 工件的平面度也可用样板平尺测量。若各处都不透光,表明工件平面度误差很小;若有个别段透光,则可凭操作者的经验,估计出平面度误差的大小。这种方法测量精度较高,而且可以得到平面度误差值,但测量时需要一定的技能。......
2023-06-28
平面工件的某些要素(如孔的轴线)对基准平面常有位置度公差的要求。而这些基准平面往往是在孔加工后精磨的,这就需要进行位置度误差的检验。
如图13-28所示,ϕ20+0.0160mm孔的轴线对基准平面A、B、C的位置度公差为ϕ0.1mm。在磨削平面时和磨削后均需检验位置度误差。
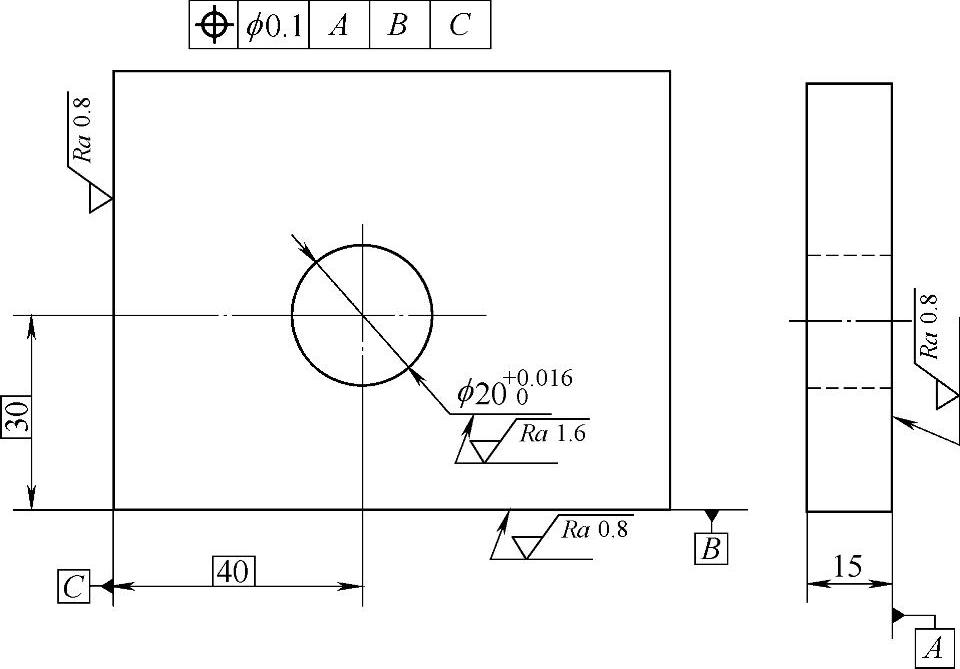
图13-28 平面工件的位置度公差
磨削时,可先磨削A基准平面及对面,粗磨后留0.10~0.14mm精磨余量,再粗磨B、C两基准平面,与A基准面相互垂直,垂直度误差不大于0.01mm,每面留精磨余量0.05~0.07mm。用游标卡尺测量ϕ20mm孔至B、C面的距离,先测A面一端,再反身测A面的对面一端。根据测量结果,进行找正后,再精磨A基准面两侧及B面和C面。
加工后,位置度误差的检验可在精密平板上进行。将一根ϕ20mm的圆柱插入ϕ20mm孔中,根据ϕ20mm孔中心至B、C面的理论正确尺寸30mm和40mm组成两量块组40mm和50mm。测量时,将B面和C面轮流放在平板上,把百分表测量头压在量块组上,调整表针至零位,再用百分表测量头测量圆柱最上面母线,先测量A面一侧,再测量A面对面一侧,根据百分表读数的变化,可计算出位置度误差值。
有关磨工技能认证考试辅导教程的文章

平面度误差的检验一般有下面几种方法。然后将工件放在精密平板上,前后、左右平稳地移动几下,再取下工件仔细地观察摩擦痕迹分布情况,就可以确定工件平面度误差的大小。用透光法检验平面度误差 工件的平面度也可用样板平尺测量。若各处都不透光,表明工件平面度误差很小;若有个别段透光,则可凭操作者的经验,估计出平面度误差的大小。这种方法测量精度较高,而且可以得到平面度误差值,但测量时需要一定的技能。......
2023-06-28

用直角尺测量 检验小型工件两平面的垂直度误差时,可把直角尺的两个尺边接触工件的垂直平面。图13-23 工件平行度误差测量图13-24 用直角尺检验垂直度误差工件尺寸较大时,可以将工件和直角尺放在平板上,直角尺的一边紧靠在工件的垂直平面上,根据直角尺边与工件表面间的透光情况来判断垂直度误差。......
2023-06-28
但有一个必须正视的问题,就是数字信号是通过对原始模拟信号按照奈奎斯特取样定理而得到,在实际处理时由于受到物理设备条件的限制,往往是对有限长度的数字信号进行分段处理,从而引入截断误差。很明显,对于非周期信号局部的特性与整体特性是有差异的,如白噪声信号在截取后的均值、方差等各统计特性都会发生变化,而通过分析截断信号的特性去理解原始信号就会引入误差。图1-2 频率偏离带来的幅频偏差图1-2 频率偏离带来的幅频偏差......
2023-06-23

测量仪器仪表的测得值与被测量真值之间的差异,称为测量误差。为了表征测量的准确程度,常用相对误差的形式。例如5.0级表示满度相对误差的最大值不超过仪表量程上限的5%。解:0.5级温度计测量时可能出现的最大绝对误差、测量80 °C可能出现的最大实际相对误差分别为该温度计的满度相对误差介于1.0%与1.5%之间,因此该表的精度等级应等为1.5级。......
2023-06-22

属于人为错误,由于测量人员观察错误或记录疏忽造成的大误差。对同一量进行多项目精度观测,所产生的最大偶然误差叫极限误差。根据概率统计,偶然误差大于中误差的机会约占32%,大于两倍中误差的机会约占5%,大于三倍中误差的机会约占3%,所以一般取三倍中误差值作为偶然误差的极限值。误差的绝对值与观察量之比称为相对误差。例如,测量100m,误差1cm,则相对误差为。丈量距离时,一般允许误差如下:良好地区为中等地区为不良地区为......
2023-06-29
了解鲜蛋的检验方法和品质判断标准。气室移动,高达 10 mm以上。早期胚胎发育蛋:照蛋时,轻者呈现鲜红色小血圈(血圈蛋),稍重者血圈扩大,并有明显的血丝(血丝蛋)。照蛋时见内部有较大黑点或黑斑。变质,混浊,有不愉快气味。蛋的 pH 测定①操作方法:将蛋打开,取 1 份蛋白与 9 份蒸馏水混匀,用酸度计测定其 pH。②判定标准:新鲜鸡蛋的 pH 为:蛋白 7.3~8.0,全蛋 6.7~7.1,蛋黄 6.2~6.6。......
2023-06-15

透湿性指湿汽透过织物的能力,是织物对气态水的行为。如果服装的透湿性差,人体产生的汗液将不能得到及时散发,水汽将在人体和服装内表面积聚,人体会感觉到闷热,产生不舒适感,体温上升,导致疾病,甚至死亡。该面料排汗快速,专为保持运动舒适性而设计。......
2023-06-21

(1)气瓶焊缝检测用X射线数字成像检测设备的系统分辨率至少达到2.6LP(线对数),像质计灵敏度、图像的畸变率、图像放大倍数等应当符合相关标准的规定;X射线数字成像检测设备首次投用前,应当采用带有典型缺陷的样板或者抽取不少于2批产品,与 X射线照相法进行检测对比验证,对气孔、裂纹、夹渣等缺陷检出结果应当一致;对比验证应当每4年进行一次;(2)无缝气瓶检测用在线超声自动检测设备,至少具备内表面纵向、......
2023-06-20
相关推荐