弹道解算技术是以弹道测量系统测量的弹道参数为初始量, 根据制导律要求解算出弹道偏差控制执行机构作用消除弹道偏差的过程, 是弹道修正弹研制过程中的另一关键技术。为了提高弹道预测解算的速度, 许多学者对弹道方程进行了线性化处......
2025-09-29
这种磨削方法与外圆纵向磨削法相同,也是使用得最广泛的磨削方法。
磨削通孔时,先根据工件孔径与长度选择砂轮直径和接长轴。接长轴的长度略大于孔的长度,如图12-20a所示。接长轴若选得太长,如图12-20b所示,磨削时容易产生振动,影响磨削质量。调整工作台的行程长度时,行程长度L应根据工件长度L′和砂轮在孔端越出长度L1计算,如图12-20c所示。长度L1一般取砂轮宽度的1/3~1/2。如果L1太小,孔端磨削时间短,则两端孔口磨去的金属就较少,从而使内孔产生中间大两端小的现象,如图12-20d所示;如果L1太大,甚至使砂轮完全越出工件孔口,会把内孔两端磨成喇叭口,如图12-20e所示。
磨削内孔时要注意控制内孔的锥度。砂轮磨钝、塞实,磨床头架或工作台位置不准确都会产生锥度。因此,在校正工作台位置时,试磨工件的砂轮必须非常锋利。
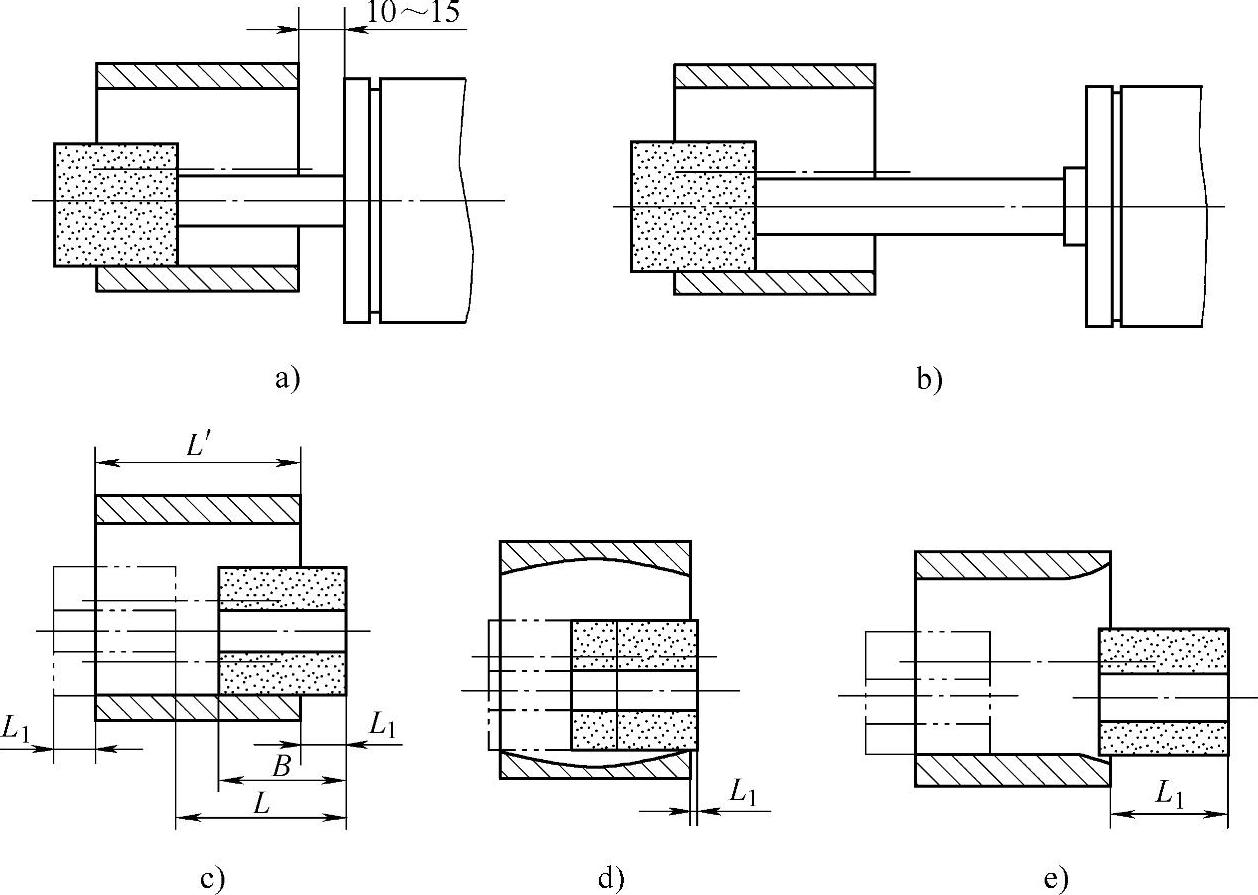
图12-20 纵向磨削法
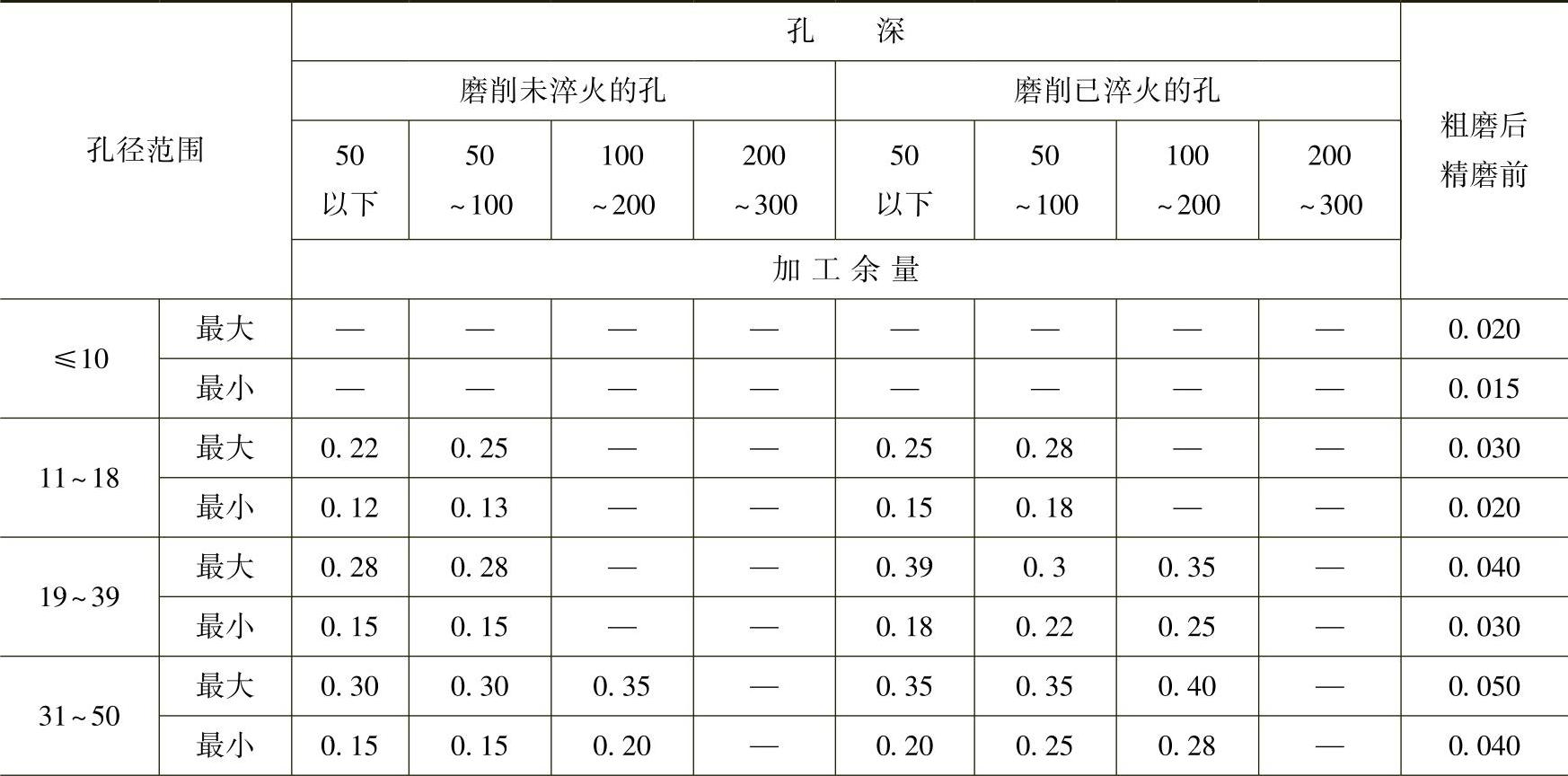
内圆磨削的加工余量参见表12-4,其中粗磨留给精磨的余量可以取0.04~0.08mm。
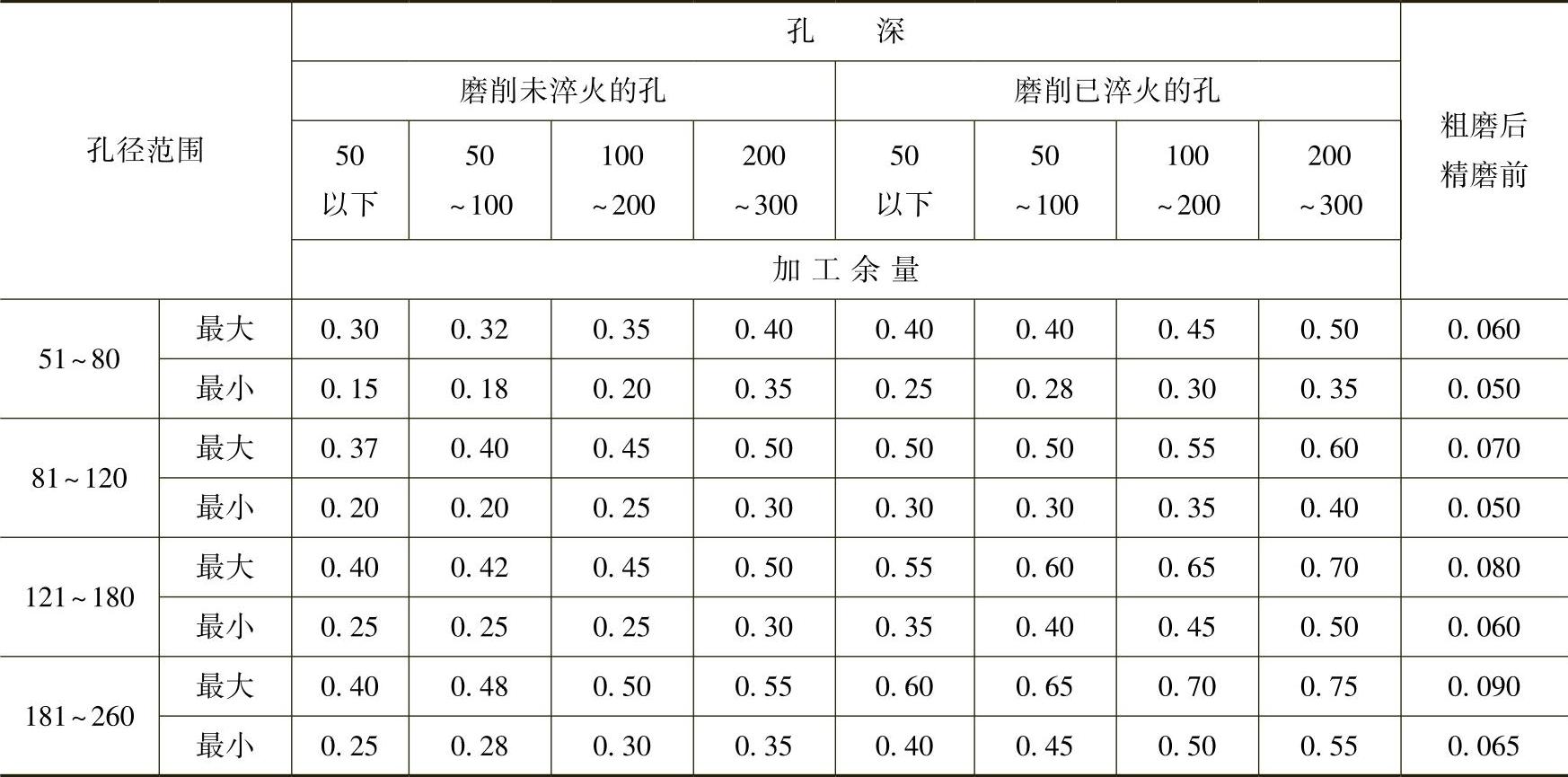
表12-4 内圆磨削的加工余量(单位:mm)
(续)
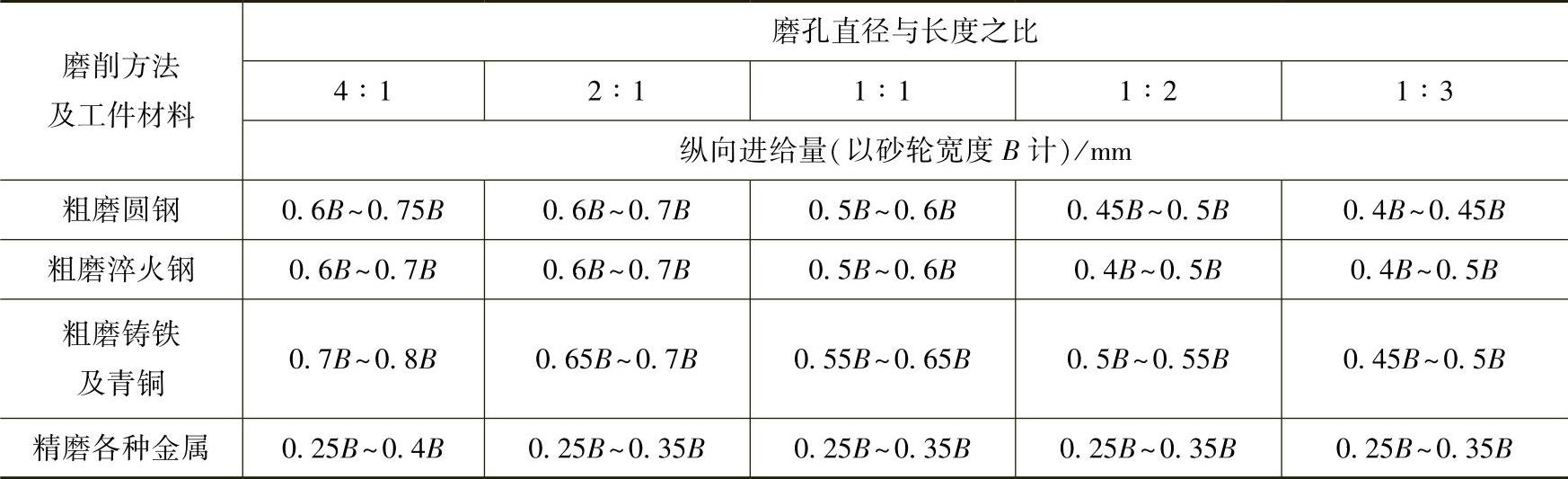
用纵向法磨削时,要正确选择磨削用量。内圆磨削用量参见表12-5、表12-6。(https://www.chuimin.cn)
表12-5 内圆磨削用量(一)(单位:mm)
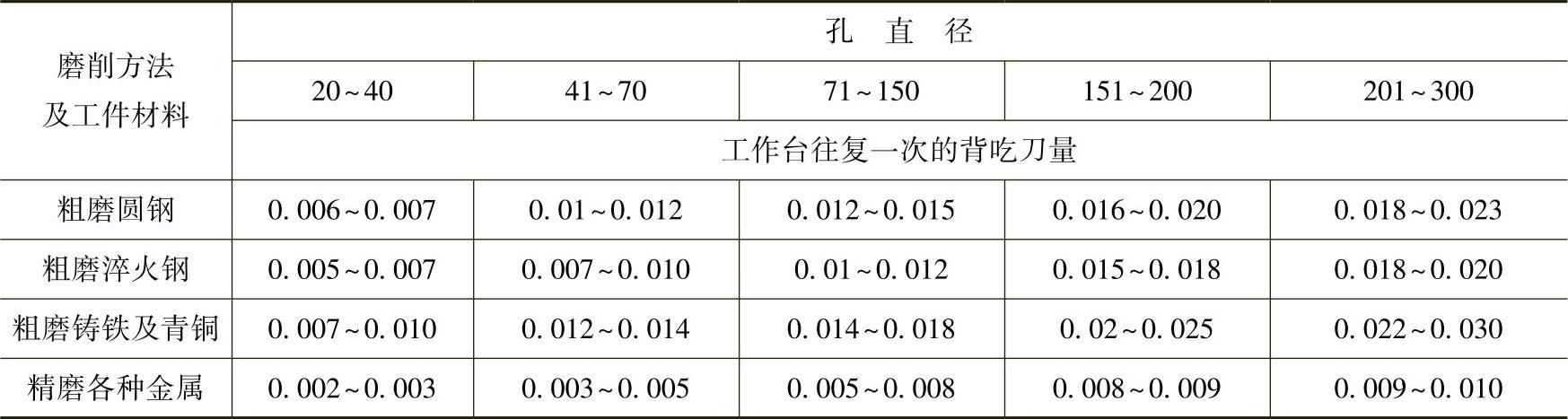
表12-6 内圆磨削用量(二)
用纵向法磨削时的注意事项如下:
1)磨削过程中要充分冷却。
2)磨不通孔时,要经常消除孔中磨屑,防止磨屑在孔中积聚而影响加工质量。
3)磨台阶孔时,为了保证台阶孔的同轴度,要求工件在一次装夹中将几个孔全部磨出。
4)砂轮退出内孔时,先要将砂轮从横向退出,然后再在纵向进给方向上退出,以免工件表面产生螺旋痕迹。
相关文章

弹道解算技术是以弹道测量系统测量的弹道参数为初始量, 根据制导律要求解算出弹道偏差控制执行机构作用消除弹道偏差的过程, 是弹道修正弹研制过程中的另一关键技术。为了提高弹道预测解算的速度, 许多学者对弹道方程进行了线性化处......
2025-09-29

图5-14球与回转体相贯根据以上原理,可以用球面作辅助面求相贯线,此即辅助球面法。图5-15圆柱体与圆锥体相贯分析参与相贯的圆锥体、圆柱体都是回转体,它们的轴线相交且平行于正面,所以可以用辅助球面法求相贯线。作图确定辅助球面半径的范围。当然,由于难以控制辅助球面产生共有点的位置,相贯线上的某些特殊点不能准确求出,如本例中相贯线上的最左、最右两点的投影。......
2025-09-29

弹道测量系统的作用是采用不同的测量技术, 测量弹丸实际飞行过程中的位置及姿态信息、目标的位置或两者之间的相对运动信息, 为弹道解算提供数据。该探测方式下, 采用雷达设备对飞行的弹丸进行跟踪, 测量其速度、位置信息, 可获得高精度弹道信息, 但该方式不利于陆军战场的武器系统的战场生存。智能榴弹的末制导仍在研究过程中, 目前尚无研制完成的报道。......
2025-09-29

(一)无机矿物材料碳酸钙具有价格低廉、来源广泛、无毒无味、色泽白并易着色、硬度低、易干燥、化学稳定性高等优点,成为用量最大、用途最广泛的第一大类填料。云母的晶形是片状的,其径厚比大,如能在填充中保持此厚径比,增强效果显著,因此被称为补强填料。云母对波长为7~25μm的红外线有阻隔作用,其效果优于具有同类功能的滑石粉和高岭土,且其日光透过率比其他填充材料高,最适于农用大棚的白天增温和夜间保温。......
2025-09-29

近年来,CBN刀具在珠光体灰铸铁发动机缸体的平面铣削加工中表现出了优良的特性。干铣削Al-Si10Mg材料时的主要问题是刀具使用寿命短,加工表面质量差。试验表明,应用高压水喷射进行亚干铣削加工,可大大降低切削力,并明显地改善了加工工件的表面粗糙度。......
2025-09-29

电源频率为150~10000Hz的感应电炉为中频感应电炉,已普遍应用于熔炼钢和多种合金。电源频率为10~300kHz的感应电炉为高频感应电炉。与电弧炉相比,感应电炉熔炼铜合金存在以下一些优势:1)对熔体有一定的搅拌作用。为此,感应电炉熔炼对原材料的要求较为严格。感应电炉的加热方式以及比表面积小,散热少,故感应电炉的热效率较电弧炉高。......
2025-09-29

产生无功功率并不消耗能源,但是无功功率在网络中传送则会产生有功功率损耗。式是等微增率准则在无功功率负荷经济分配问题中的具体应用。实际上,在按等网损微增率分配无功负荷时,还必须考虑以下的不等式约束条件在计算过程中,必须逐次检验这些条件,并进行必要的处理。最后的结果是,可能只有一部分电源点是按等微增率条件式进行负荷分配,而另一部分电源点按限值或调压要求分配无功负荷。......
2025-09-29

柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统。图7-23典型的柔性制造系统典型的FMS由3个部分组成:加工系统、物流系统和控制系统。这一级的控制系统向上与工作站控制系统用接口连接,向下与设备连接,主要功能是对设备进行控制和管理,实现相应的功能,所以对于集成到FMS中的设备还必须实现FMS接口功能。......
2025-09-29
相关推荐