自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28
1.单动卡盘的结构
单动卡盘上有四个卡爪,每个卡爪都单独由一个螺杆来控制移动,卡爪的背面有半瓣螺纹与螺杆啮合,因而四个卡爪可以单独移动,如图12-12所示。单动卡盘有正爪、反爪和反撑三种装夹方法。
用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。目前在小批量生产中主要用于装夹尺寸较大或外形不很规则的工件及定心精度要求高的工件。
2.在单动卡盘上校正工件
工件在单动卡盘上大致夹紧后,必须依工件的基准面进行校正。用百分表可以将基面的圆跳动量校正在0.005mm以内。如果基面尺寸本身留有余量,则圆跳动量可以在磨削余量1/3的范围内。

图12-12 单动卡盘
1—卡爪 2—螺杆 3—卡盘体
单动卡盘装夹校正时应注意以下几点:
1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。较好的铜衬片可以制成U形,用较软的弹簧固定在卡爪上,见图12-13所示。铜衬片与工件的接触面要小一些。
2)装夹较长的工件时,工件装夹部分不要过长(夹持约10~15mm)。校正时先校正靠近卡爪的一端,再校正另一端,如图12-14所示。靠近卡爪的一端校正时,可调整两个对称卡爪的松紧;校正远离卡爪的一端时,不能调整卡爪的松紧,只能用铜棒在工件的最高处轻轻敲击找正,最后再重新检查靠近卡爪的一端。经过反复校正,直到工件径向圆跳动量在规定值以内。
图12-13 铜衬片结构
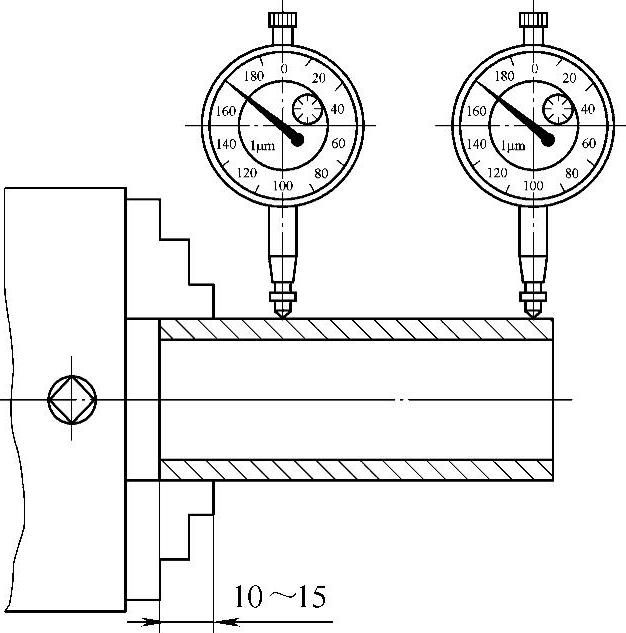
图12-14 工件在单动卡盘上校正
3)盘形工件一般以外圆和端面作为校正基准,如图12-15所示。这类工件校正时,需要先校正端面,然后校正外圆。校正端面时,按百分表读数,端面哪一点高,就用铜棒敲击哪一点。外圆的校正仍可调节卡爪的松紧。经反复校正后即可达到预定的要求。
4)磨齿轮孔时,需先用百分表先校正端面,然后校正齿圈(分度圆)。校正端面时,用铜棒敲击端面圆跳动值大的部位;校正齿圈时,先用量棒(直径≥1.7倍齿轮模数)放在齿槽中,并用松紧带缚住,使量棒的圆柱表面与齿槽两侧紧密接触,然后用百分表校正。需用量棒调整四个卡爪的位置,如图12-16所示。

图12-15 盘形工件在单动卡盘上校正
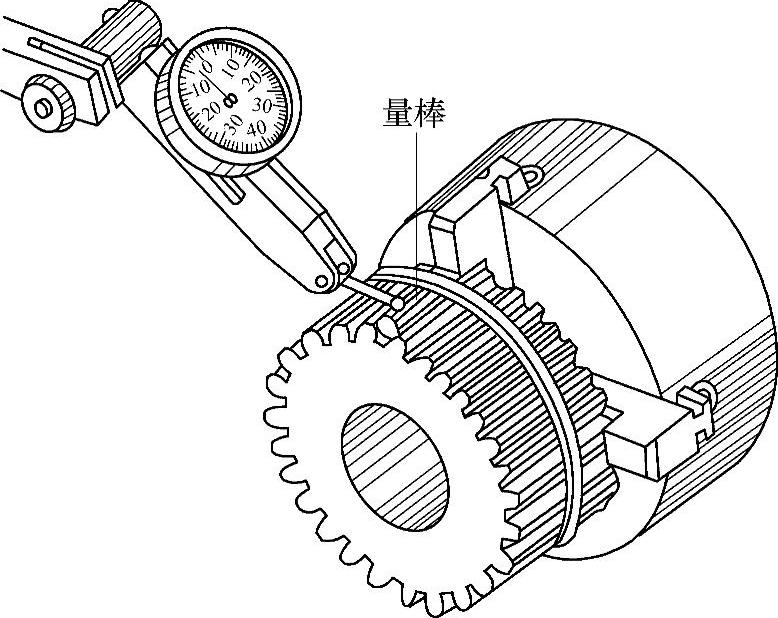
图12-16 齿轮在单动卡盘上校正
有关磨工技能认证考试辅导教程的文章

自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。图12-8 自定心卡盘装夹工件a)反爪装夹 b)反撑装夹自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。使用自定心卡盘时应注意以下几点:1)经常保持平面螺纹与卡爪啮合处的清洁。图12-11 工件在自定心卡盘上校正a)套类工件校正 b)盘类工件校正......
2023-06-28

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2023-06-27

图5-18 基准的种类2)工艺基准。在制造工艺过程中采用的基准称为工艺基准。是产品装配时用来确定零件或部件在机器中的相对位置所用的基准。是在加工中用作定位的基准。当毛坯进入机械加工的第一道工序时,只能用毛坯上未经加工的表面作基准,称为粗基准。但有些工件为了装夹方便、定位稳定或易于实现基准统一,常常人为地设置一种定位基准,这种基准就是辅助基准。......
2023-06-28

图19-8 动卡盘装夹图19-8a所示为偏心轴,用单动卡盘找正磨削偏心。工件的找正位置如图19-8b所示,使被加工圆中心与基准圆之间有一偏心距。装夹方法如图19-8c所示,用单动卡盘夹mm外圆,将单动卡盘按偏心距作相应的初调整,使指示表的偏摆量为4mm,误差控制在±0.005 mm以内。偏心距的测量如图19-8d所示,将mm外圆放在V形架上,测量时用手转动工件,指示表偏摆量的一半,即为工件的实际偏心距尺寸。粗磨后作一次测量,测出偏心距误差。......
2023-06-28

3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。图7-10 工件的固定4)装夹时夹紧力要均匀,不得使工件变形或翘起。......
2023-06-26

相对于固定工件的抓取,在运动中抓取工件时有一些特殊的考虑。这被称为输送系统和上下料系统之间的同步运动。图3.118错误同步中工件抓取点的偏移关闭机械手时,手指随工件移动,直到工件在机械手中居中,并发生的位置偏移补偿d。所提出的情况清楚地表明,机械手在工件上的精确定位对于成功地在运动中进行抓取操作至关重要。这些发现可用于为传送带搬运中异常快速的抓取操作等情况创建可靠的设计。......
2023-06-15

⑥钢瓶内气体不能用尽,以防其他气体倒灌。⑦钢瓶必须专瓶专用,不得擅自改装,以免性质相抵触的气体相混发生化学反应而发生爆炸。腐蚀性气体钢瓶两年检验一次。⑨气瓶失火,应根据不同气体采取不同的灭火措施,如水流、二氧化碳等。氧气是强烈的助燃气体,纯氧在高温下活泼。因此,盛装乙炔用的器材不能使用含银或含铜量70%以上的合金。充装后的乙炔气瓶要静止24h后使用。钢瓶内乙炔压力降至2.9×105~4.9×105Pa时停止使用。......
2023-10-28
相关推荐