单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28
自定心卡盘的精度较低,工件夹紧后的径向圆跳动误差为0.08mm左右。
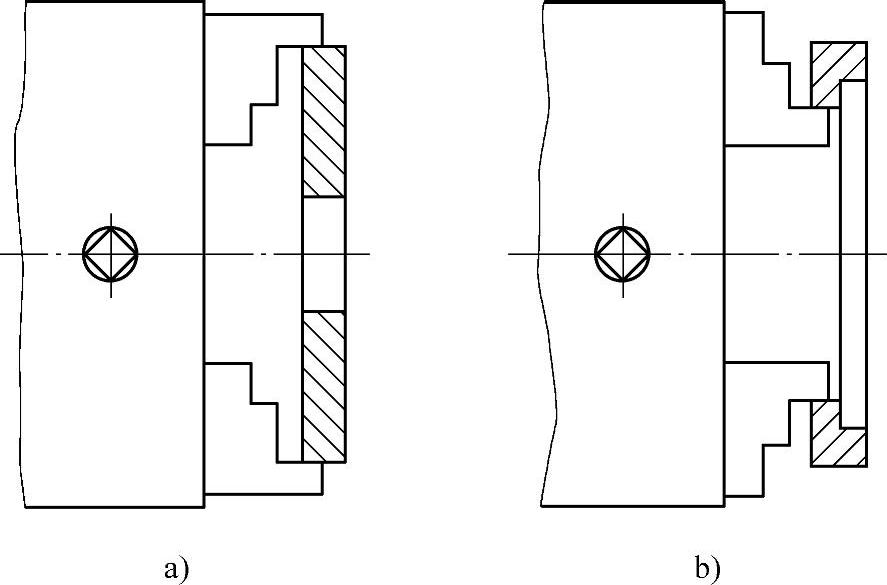
图12-8 自定心卡盘装夹工件
a)反爪装夹 b)反撑装夹
自定心卡盘使用时可根据工件直径调换卡爪方向,如图12-8所示。当工件直径较小时,用正爪装夹;当工件直径较大时,用反爪装夹。如果工件带有直径较大的内孔,也可以采用反撑的装夹方法。
自定心卡盘是通过法兰盘装到磨床主轴上的,法兰盘结构随磨床主轴不同而不同。带锥柄的法兰盘如图12-9所示,它的锥柄与主轴前端内锥孔配合,并用通过主轴2贯穿孔的拉杆1拉紧法兰盘3,这种连接方法常用于万能外圆磨床。
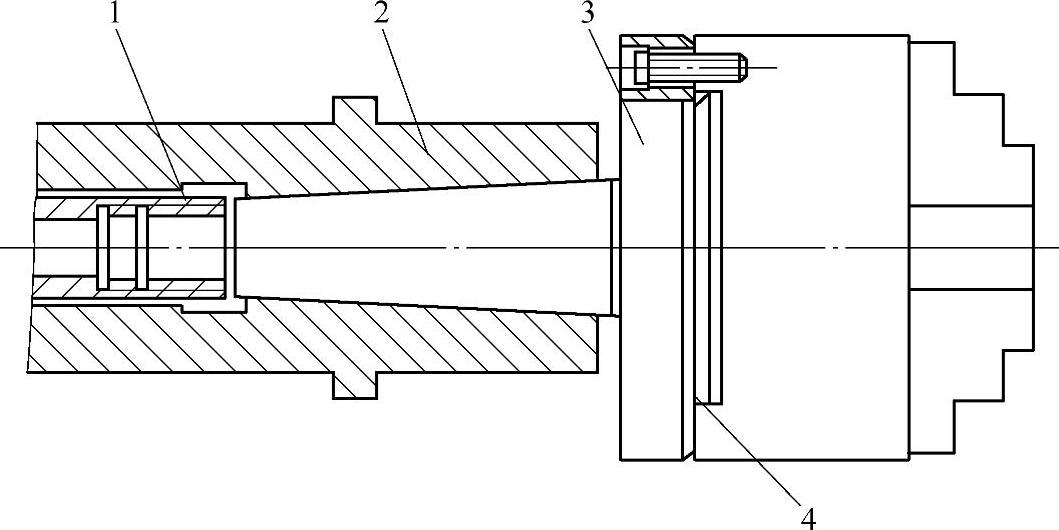
图12-9 带锥柄的法兰盘
1—拉杆 2—主轴 3—法兰盘 4—定心圆柱面
带内锥孔的法兰盘如图12-10所示,它的内锥孔与主轴的锥面配合。先用螺钉把法兰盘2紧固在主轴1前端的法兰上,再用百分表检查它的端面圆跳动量,并校正圆跳动量不大于0.015mm,然后把卡盘安装在法兰盘上即可。
使用自定心卡盘时应注意以下几点:
1)经常保持平面螺纹与卡爪啮合处的清洁。使用一段时间后,可以将三个卡爪拆下,以便清除丝盘上的磨屑,使卡爪移动灵活。
2)每个卡爪都有一个固定位置,在卡盘体径向槽处和每个卡爪上分别刻有编号1、2、3,装卡爪时必须对号装入。

图12-10 带内锥孔的法兰盘
1—主轴 2—法兰盘
3)卡爪的夹持部分要注意保护,找正时不能敲击卡爪。
4)卡盘本身的定心精度一般较低,对于成批磨削、径向圆跳动量较严格的工件,可以采用调整卡盘的方法来提高工件的定心精度。为此,可以把装卡盘的法兰盘上的定心台阶的外圆磨小0.4~0.5mm,使之与卡盘的配合孔之间有较大的间隙,这样卡盘在径向有较大的位移量,便于调整。调整时,用百分表测出工件外圆的圆跳动量,并用铜棒轻轻敲击卡盘体外圆,直到工件径向圆跳动量达到规定的要求为止。
5)装夹较长的工件时,工件轴线容易发生偏斜,工件外端的径向圆跳动量往往较大,需要进行校正,如图12-11a所示;另外,对于盘形工件,其端面容易倾斜,也需要校正,如图12-11b所示。校正的方法是:先测量出工件外端或工件端面的圆跳动量,然后用铜棒敲击有关部位,直到圆跳动量符合要求为止。
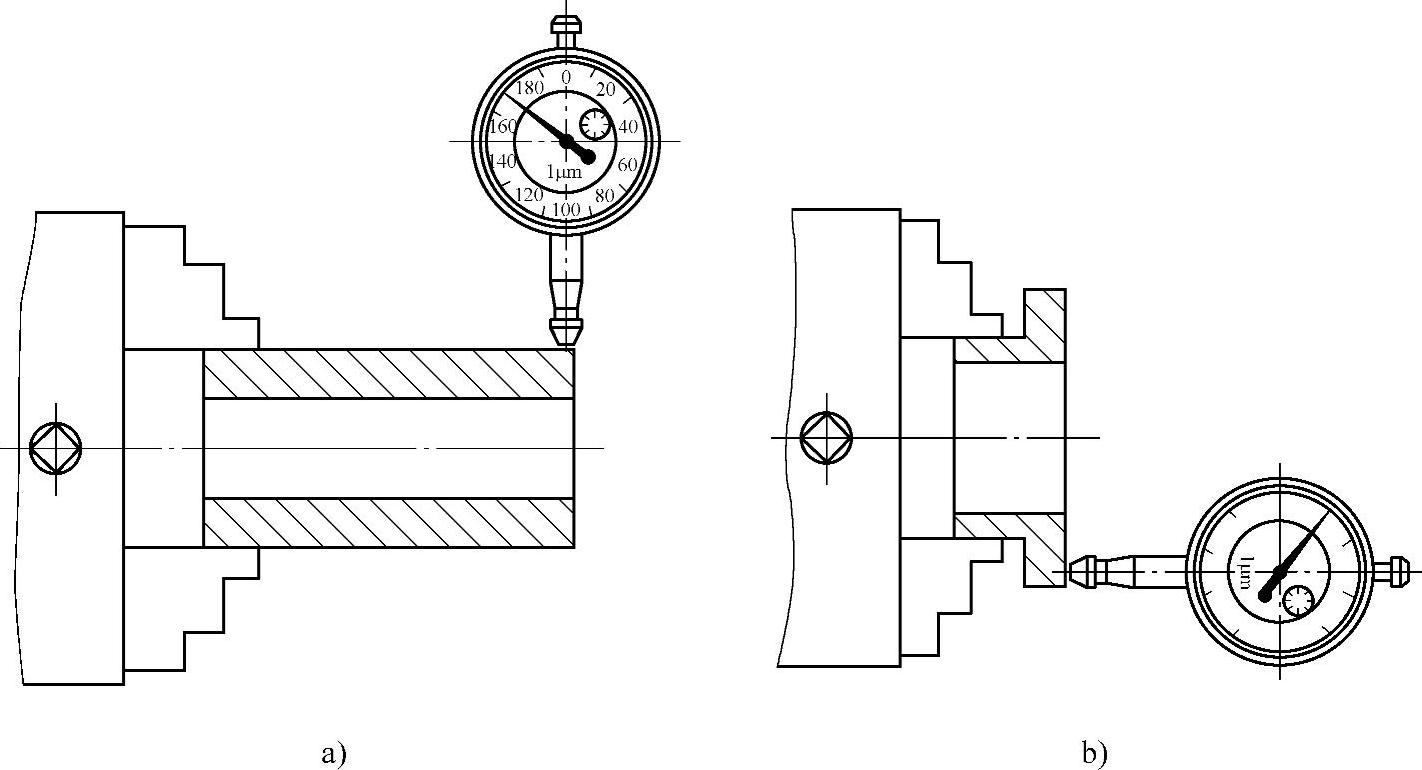
图12-11 工件在自定心卡盘上校正
a)套类工件校正 b)盘类工件校正
有关磨工技能认证考试辅导教程的文章

单动卡盘有正爪、反爪和反撑三种装夹方法。用单动卡盘装夹可以达到很高的定心精度,但校正比较麻烦。图12-12 单动卡盘1—卡爪 2—螺杆 3—卡盘体单动卡盘装夹校正时应注意以下几点:1)在卡爪和工件间垫上铜衬片,这样既能避免卡爪损伤工件外圆,又有利于工件的校正。......
2023-06-28

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

②将主轴转速调至低速状态,并启动车床。用四爪单动卡盘装夹工件如图2.12所示,四爪单动卡盘的每个卡爪均可单独调整,主要用于装夹方形、椭圆形或不规则形状的工件。四爪卡盘比三爪卡盘夹紧力大,也可用于大尺寸圆柱形工件的装夹。图2.12四爪卡盘用四爪卡盘装夹工件的基本步骤如下:①打开卡爪,使两相对卡爪间的距离稍大于工件直径。同时,要用平衡块平衡工件和直角板的质量,以防止旋转时产生振动。......
2023-06-27

3)工件的装夹位置要能满足加工行程的需要,方便工件的找正;工作台移动时不得与丝架发生干涉。图7-10 工件的固定4)装夹时夹紧力要均匀,不得使工件变形或翘起。......
2023-06-26

图5-18 基准的种类2)工艺基准。在制造工艺过程中采用的基准称为工艺基准。是产品装配时用来确定零件或部件在机器中的相对位置所用的基准。是在加工中用作定位的基准。当毛坯进入机械加工的第一道工序时,只能用毛坯上未经加工的表面作基准,称为粗基准。但有些工件为了装夹方便、定位稳定或易于实现基准统一,常常人为地设置一种定位基准,这种基准就是辅助基准。......
2023-06-28

图19-8 动卡盘装夹图19-8a所示为偏心轴,用单动卡盘找正磨削偏心。工件的找正位置如图19-8b所示,使被加工圆中心与基准圆之间有一偏心距。装夹方法如图19-8c所示,用单动卡盘夹mm外圆,将单动卡盘按偏心距作相应的初调整,使指示表的偏摆量为4mm,误差控制在±0.005 mm以内。偏心距的测量如图19-8d所示,将mm外圆放在V形架上,测量时用手转动工件,指示表偏摆量的一半,即为工件的实际偏心距尺寸。粗磨后作一次测量,测出偏心距误差。......
2023-06-28

材料及板厚:DC03钢,2.5mm。说明:1.工艺分析如图10-19a所示为汽车夹面板,该制件为对称件,形状简单,因板料较厚,导致成形工艺复杂。图10-19 汽车夹面板a)制件图图10-19 汽车夹面板(续)b)排样图2.排祥设计工位①:冲圆孔;工位②:冲4个圆孔、冲切中部外形废料;工位③:冲切头部外形废料;工位④、⑤:冲切头部及中部外形废料;工位⑥:压筋及弯曲预成形;工位⑦:四周90。......
2023-06-26
下面以模型pocketing.prt为例,紧接着上节的操作,说明创建工件几何体的一般步骤。Step3.创建部件几何体。在“工件”对话框中单击按钮,系统弹出图2.4.13所示的“毛坯几何体”对话框(一)。图2.4.12 部件几何体图2.4.13 “毛坯几何体”对话框(一)在下拉列表中选择选项,此时毛坯几何体如图2.4.14所示,显示“毛坯几何体”对话框(二),如图2.4.15所示。......
2023-06-18
相关推荐