有裂纹的砂轮应禁止使用。平形砂轮一般用图11-2所示的法兰安装,它由法兰盘2、端盖1、螺钉4和衬垫3组成。如果配合间隙过大,则可在法兰处加一层纸片,以减小砂轮安装的偏心。安装时,要使法兰锥孔与主轴锥面接触良好,并注意主螺纹的旋向。由于锥面具有一定的自锁性,拆卸时可使用专用拆卸工具将法兰拉出。......
2023-06-28
内圆砂轮一般都安装在砂轮接长轴的一端,而接长轴的另一端与磨头主轴连接,也有些磨床内圆砂轮是直接安装在内圆磨具的主轴上的。砂轮的紧固有螺纹紧固和粘结剂紧固两种方式。
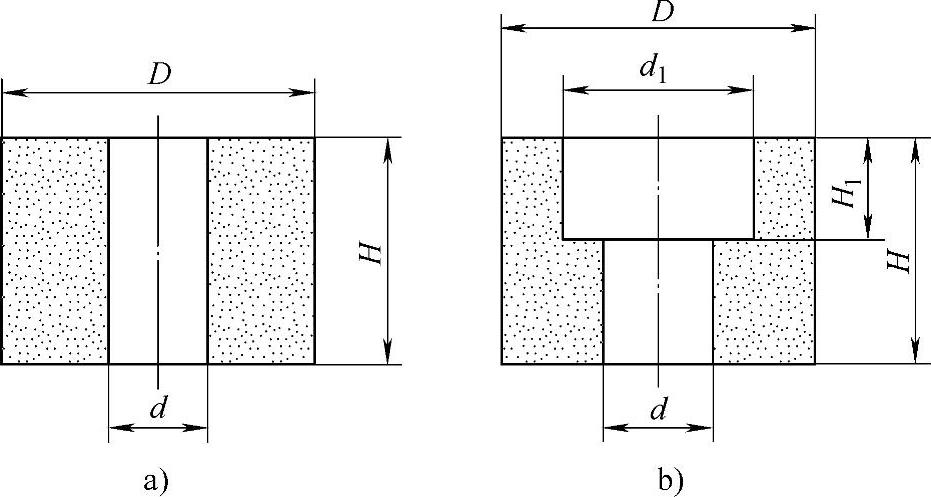
图12-4 内圆砂轮
a)平形砂轮 b)单面凹砂轮
1.螺钉紧固
如图12-5所示,这是较常用的砂轮安装方法。
砂轮安装时应注意以下几点:
1)砂轮内孔与接长轴的配合间隙要适当,不要超过0.2mm。如果间隙过大,可以在砂轮内孔与接长轴间垫入纸片,以免砂轮安装偏心而产生振动。
2)砂轮的两个端面必须垫上黄纸片等软性衬垫,衬垫厚度以0.2~0.3mm为宜。
3)承压砂轮的接长轴端面要平整,接触面不能太小,否则不能保证砂轮紧固的可靠性。
4)紧固螺钉的承压端面与螺钉轴线要垂直,以使砂轮受力均匀。
5)紧固螺钉的螺旋方向应与砂轮旋转方向相反,在磨削力作用下可以保证砂轮不会松动。

图12-5 砂轮的安装
a)、b)用螺钉紧固砂轮 c)用粘结剂紧固砂轮
2.粘结剂紧固
图12-5c所示为用粘结剂紧固砂轮的方法,常用于直径为15mm以下的小砂轮紧固。常用的粘结剂是用磷酸溶液(H3 PO4)和氧化铜(CuO)粉末调配而成的一种糊状混合物。粘结时,接长轴与砂轮内孔应有0.2~0.3mm的间隙。为提高砂轮的粘结牢固程度,可以将接长轴的外圆滚压成网纹状,粘结剂应充满砂轮与接长轴外圆之间的间隙,待自然干燥或烘干,冷却5min左右即可。
用粘结剂紧固砂轮时应注意以下几点:
1)调配时须将氧化铜(CuO)粉末放在瓷质容器内注入磷酸溶液,同时不断搅拌,要调配均匀,浓度要适当。
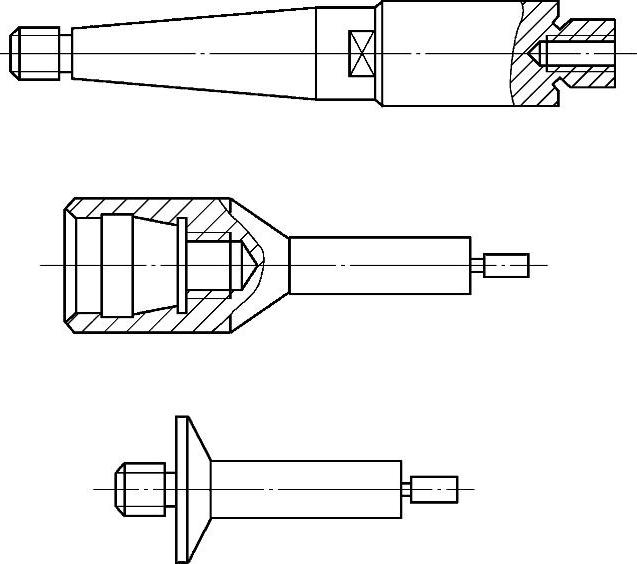
图12-6 内圆砂轮接长轴
2)粘结剂一定要充满砂轮孔与接长轴之间的间隙。
3)凝固后用电炉烘干,但时间不宜过长,否则磷酸铜在电炉加热快速凝固过程中,体积会急剧膨胀,将砂轮胀裂。用肉眼观察粘结剂颜色,一般当粘结剂显出暗绿色时,即应停止加热。
粘结剂的配方很多,如有的工厂用万能胶粘结,但由于砂轮磨削时发热,砂轮会与接长轴脱开,效果比较差。也有的采用硫磺作粘结剂,其方法是:先将硫磺化成液体,然后将该液体涂在接长轴与砂轮内孔间,冷却5min左右即可使用。
3.砂轮接长轴
在内圆磨床或万能外圆磨床上使用的接长轴如图12-6所示。从主轴上拆装接长轴时,要弄清楚接长轴的旋向。当内圆砂轮逆时针旋转时,接长轴螺纹应是右旋。
有关磨工技能认证考试辅导教程的文章

有裂纹的砂轮应禁止使用。平形砂轮一般用图11-2所示的法兰安装,它由法兰盘2、端盖1、螺钉4和衬垫3组成。如果配合间隙过大,则可在法兰处加一层纸片,以减小砂轮安装的偏心。安装时,要使法兰锥孔与主轴锥面接触良好,并注意主螺纹的旋向。由于锥面具有一定的自锁性,拆卸时可使用专用拆卸工具将法兰拉出。......
2023-06-28

5)多用塞尺可用于调节预热枪高度,确定夹具安装位置,测量焊缝的宽度。图4-5-5 预热枪支座图4-5-6 预热枪头到轨面高度2.砂模的安装1)观看砂型的外表有无裂痕或受潮,如有裂痕或受潮则砂型不能使用。2)清理砂模浇注孔浮砂,防止表面浮砂受高温脱落。5)安装夹紧装置时由一人稳住砂模另一人操作扭紧夹具。2)在预热的过程中,要对分流塞进行干燥。......
2023-06-26

平面闸门安装完毕,应作静平衡试验。1)按启闭机到货设备清单进行清点、检查,按着说明书和图纸要求进行安装调试,试运转。2)测量人员根据启闭机基础高程、里程、不平度等要求进行安装。3)启闭机电气设备的安装应符合施工图纸及制造厂技术说明书的规定,全部电气设备应可靠接地。2)卷扬式启闭机安装完毕,应全面检查,包括机械、电气部位。......
2023-06-29

图6-213 圆柱销配合长度图6-214a所示为最常用的销钉安装方法,安装后的销钉头部均应在上下模板之内。图6-214b所示销钉的一端有螺纹,供拆卸使用。图6-214c是被定位的板件销孔做成台肩孔,拆装时利用小孔将销钉顶出。图6-214d、e是在淬硬的板件上镶入软钢套,用来配作销钉孔,便于加工。图6-214 销钉的定位形式图6-214f是在三块厚板件的情况下,用两个销钉定位。图6-214g与图6-214b的使用功能相同,只是为了减少配合长度将上面一块板件的销孔口部扩大。......
2023-06-26
1 安装前变速器时,如果链条已经在车上了,那就没必要截断链条了,只需打开导链架的尾部,装入链条,再重新闭合就可以了。安装前变速器后,将链条穿过导链架后连接好即可。调节前变速器的高度,使外导链板距离大盘齿的最高点1~3mm。5 将变速线穿过变速器的锚定螺栓并拉直。用钳子拉紧变速线末端,同时拧紧锚定螺栓。安装前变速器后,要在骑行前按照206页和207的步骤进行调节。......
2023-08-30

AMD 的CPU 安装,从AM2 到AM3+、FM1 平台,安装方法基本相似,大同小异,关键在于使CPU 的金属小三角与主板接口上的小三角对应即可进行安装。这里,选取技嘉A770 主板和AMD 速龙II X4 630 处理器来讲解AM3 主板如何安装CPU。图7-4拉起CPU 锁紧杆与主板垂直选好金三角,对正两个三角形,很容易安装AMD 处理器,如图7-5 所示。将处理器的“金三角”与主板插槽上的三角对齐,轻放CPU,让其插入到插槽内。图7-5对正金三角安装AMD 处理器图7-6压杆归位至卡扣固定CPU......
2023-11-18
图3-27光伏板安装示意图图3-28组件接线图光伏板接线。40W太阳能光伏板1套风光互补实训平台1套300W可调式电子负载1台3.实训步骤将风光互补实训平台控制单元侧面的碘钨灯、寻日系统的航空插头接上,并将380VAC电源线接入电源,将能源转换单元中的系统输入部分的光伏端子接入电子负载前面的板直流输入端子,红色为正极,蓝色为负极。......
2023-07-02

选择下拉菜单命令,系统弹出“配合”对话框;选取图13.2.17所示的两个面为要配合的实体,创建元件装配第一约束,单击按钮,并在其后的文本框中输入数值3.00,选中复选框;单击列表框中的“同向对齐”按钮,单击“距离1”对话框中的按钮。图13.2.22 元件装配的第一约束图13.2.23 元件装配的第二约束图13.2.24 元件装配的第三约束Task4.保存零件模型选择下拉菜单命令,将模型命名为orign_asm即可保存零件模型。......
2023-06-27
相关推荐