刃磨刀具的砂轮要选择合适,以使刀具刃磨后具有锋利的切削刃,具有较低的表面粗糙度值,刀面无退火、烧伤等现象。当磨削面积大、余量多时,宜采用粗粒度;若磨削余量小、刀具尺寸小、表面粗糙度值要求小时,则采用细粒度。目前,碗形或杯形砂轮的直径较小,砂轮的圆周速度低,磨粒易变钝,刀具表面粗糙度值较大。......
2023-06-28
1.砂轮直径的选择
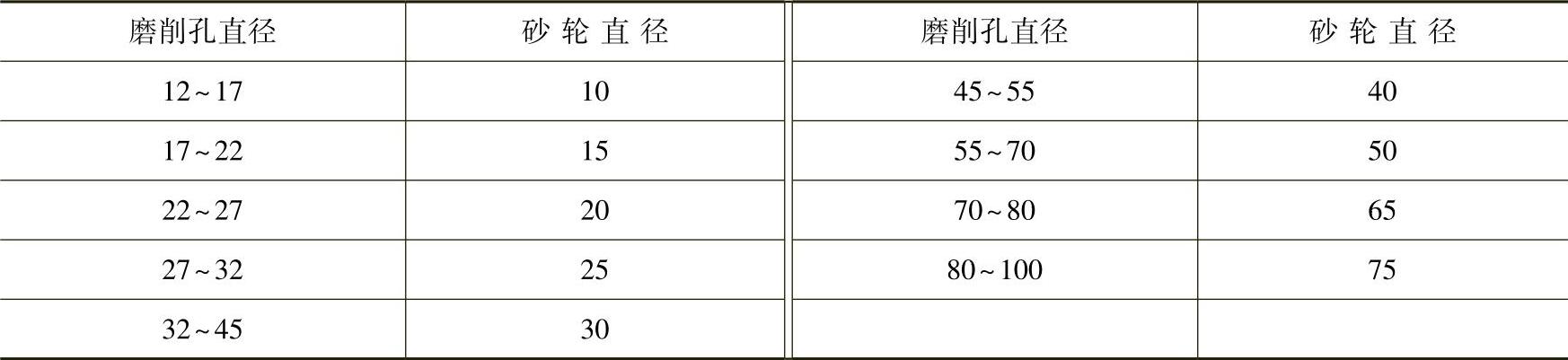
为了获得良好的磨削效果,砂轮直径与工件磨削孔径应有适当的比值,这一比值通常在0.5~0.9之间。当工件孔径较小时可取较大的比值;反之,取较小的比值。表12-1列出孔径ϕ12~ϕ100mm范围内,选择砂轮直径的参考数据。当工件内孔直径大于ϕ100mm时,要注意砂轮的圆周速度不应超过砂轮的安全速度。
表12-1 内圆砂轮直径的选择(单位:mm)
2.砂轮宽度的选择
砂轮宽度可按工件孔径磨削长度选择,见表12-2。
表12-2 内圆砂轮宽度选择(单位:mm)

3.砂轮硬度的选择
内圆磨削接触弧较长,工件散热条件差,只有充分发挥砂轮的“自锐性”,才能减小磨削力和磨削热,所以,应选择较软的砂轮。通常内圆磨削用的砂轮硬度较外圆磨削用的砂轮要软1~2小级。在磨削较长的小孔时,为避免工件产生锥度,砂轮的硬度不可太低,一般内圆砂轮的硬度为中软。
4.砂轮粒度的选择
内圆磨削用的砂轮粒度常用的有:F36、F46和F60。
5.砂轮组织的选择
内圆磨削所用砂轮的组织要比外圆磨削用的砂轮疏松1~2号。
6.砂轮形状的选择
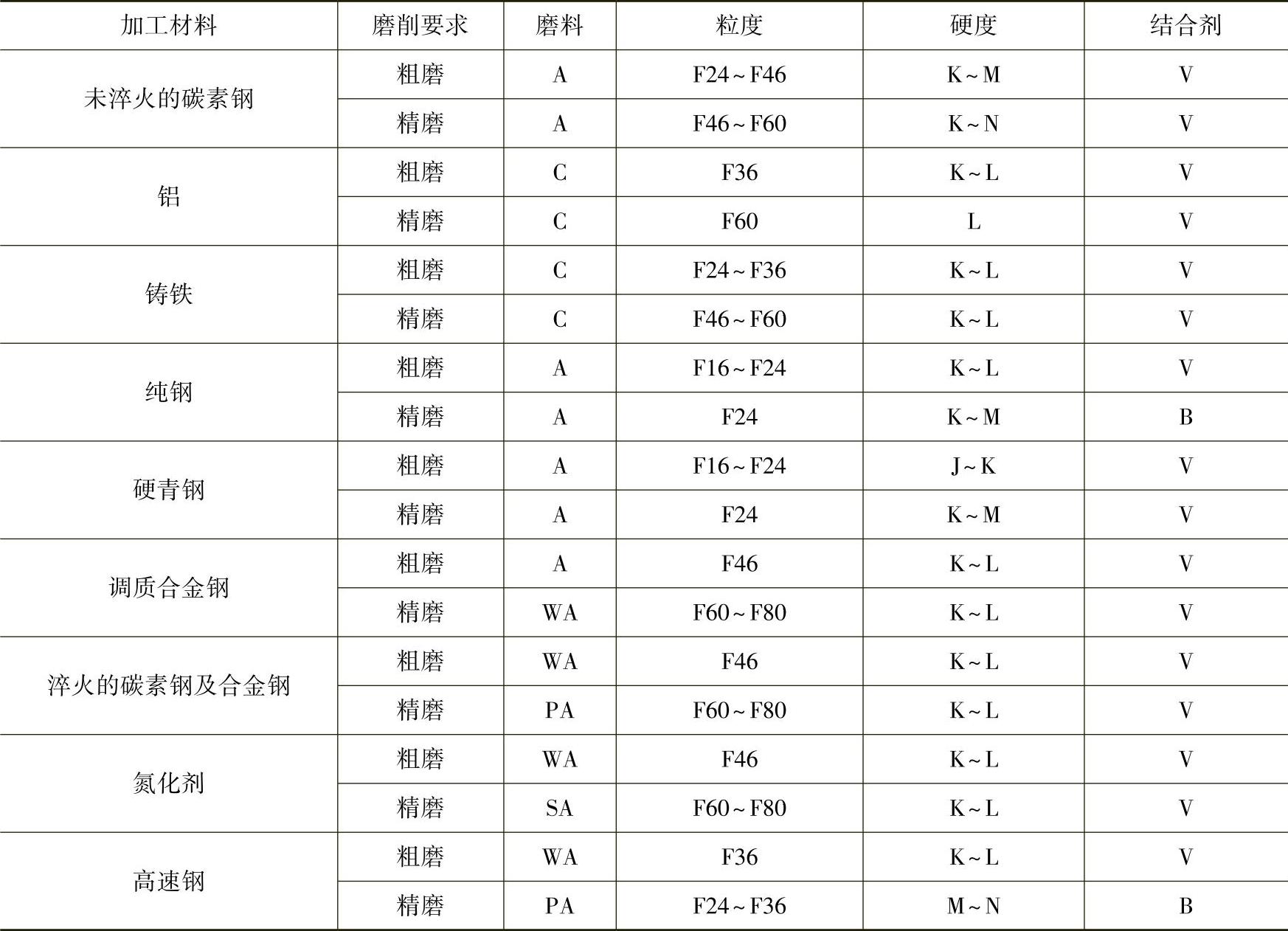
内圆磨削常用的砂轮形状有平形和单面凹两种,如图12-4所示。其中平形砂轮最常用,它可以磨削各种通孔,单面凹砂轮除磨削内孔外还可磨削台阶孔的端面。内圆砂轮的特性选择可参见表12-3。
表12-3 内圆砂轮的选择
有关磨工技能认证考试辅导教程的文章

刃磨刀具的砂轮要选择合适,以使刀具刃磨后具有锋利的切削刃,具有较低的表面粗糙度值,刀面无退火、烧伤等现象。当磨削面积大、余量多时,宜采用粗粒度;若磨削余量小、刀具尺寸小、表面粗糙度值要求小时,则采用细粒度。目前,碗形或杯形砂轮的直径较小,砂轮的圆周速度低,磨粒易变钝,刀具表面粗糙度值较大。......
2023-06-28

②砂轮的多孔性好,有利于散热和容纳磨屑,砂轮不易堵塞。②砂轮具有一定的弹性,可避免烧伤工件表面,同时还具有一定的抛光作用。③耐热温度为200℃左右,故当磨削温度增高时砂轮会快速损耗,失去正常的外形。砂轮硬度影响砂轮的自锐性。......
2023-06-28

简单成形砂轮,若成形面要求不高,可用绿碳化硅砂轮碎块手工修整。有一定要求的成形砂轮则用金刚石笔或专用修整工具进行修整。它主要由正弦规2、装有金刚石笔的滑块3和底座4组成。正弦规成斜角后,拧紧螺母锁紧,用手拉滑块3右端的把手移动金刚石笔修整砂轮。当金刚石笔尖位于回转中心内侧时,可修整凸(外)圆弧,如图14-24a所示:当金刚石笔尖位于回转中心外侧时,则可修整凹(内)圆弧,如图14-24b所示。......
2023-06-28

通过粗略估计光伏系统总发电量可以确定逆变器的数目。一般来说,逆变器的额定功率应近似等于光伏系统的发电功率,但也有一些偏差,式5-6可以作为逆变器设计容量的范围:0.7×P pv<P invDC<1.2×P pv(5-6)式中 P pv——并网逆变器的额定功率;P invDC——光伏板发电功率。当逆变器设计功率小于光伏系统功率时,应特别注意逆变器的超负荷情况,绝不允许逆变器输入电压超压。......
2023-07-02
焊接用气体包括焊接、切割用气体和保护用气体。焊接用气体的选择,主要取决于焊接方法,其次与被焊金属的性质、接头质量要求、焊件厚度和焊接位置有关。应该指出,电弧焊时,弧柱等离子的形成与结构取决于采用的保护气体,保护气体能够改变焊接过程的热效率。表6-39为电弧焊和激光焊时常用气体的物理、化学性质,表6-40列举了被焊母材及保护气体的配合,供选用保护气体参考。表6-40 保护气体的选择(续)注:×代表可用配合。......
2023-07-02

合同采取何种方式履行,与当事人有着直接的利害关系。但在特定情况下,提前履行也可能造成对债权人的不利,如可能使债权人的仓储费用增加,对鲜活产品的提前履行,可能增加债权人的风险等。因此,债权人可能拒绝受领债务人的提前履行,但若合同的提前履行对债权人有利,债权人则应当接受提前履行。提前履行可视为对合同履行期限的变更。......
2023-10-14
配制一系列不同浓度的NaCl和Na2 SO4混合溶液,并测出其电导率,列于表2。表2中A组为NaCl和Na2 SO4大浓度范围的混合液,全盐量浓度为50~2000mg/L。建立三组实验数据全盐量和电导率的线性关系和乘幂关系,将得到的线性回归方程和乘幂回归方程列于表3。表2浓度范围对关系曲线的影响单位浓度:mg/L;电导:μS/cm表3不同浓度范围下各回归方程的比较注表中x表示电导率,μS/cm;y表示全盐量mg/L。......
2023-06-26

1)合理确定切割起始点和切割路线。图7-17 切割起始点和切割路线的安排a)不正确 b)不好 c)好2)正确选择电极丝切入的位置。为了避免材料内部组织及内应力对加工精度的影响,还必须合理选择切割的走向和起点。如图7-19所示,第一次粗加工型孔,各边留余量0.1~0.5mm,以补偿材料被切割后由于内应力重新分布而产生的变形,第二次切割为精加工,这样可以得到比较满意的效果。......
2023-06-26
相关推荐