各种型号的万能外圆磨床头架间隙的调整方法有所不同。用M1432C型万能外圆磨床磨削内圆时,只要将头架主轴后端间隙螺栓拆除,主轴间隙即可放松。......
2023-06-28
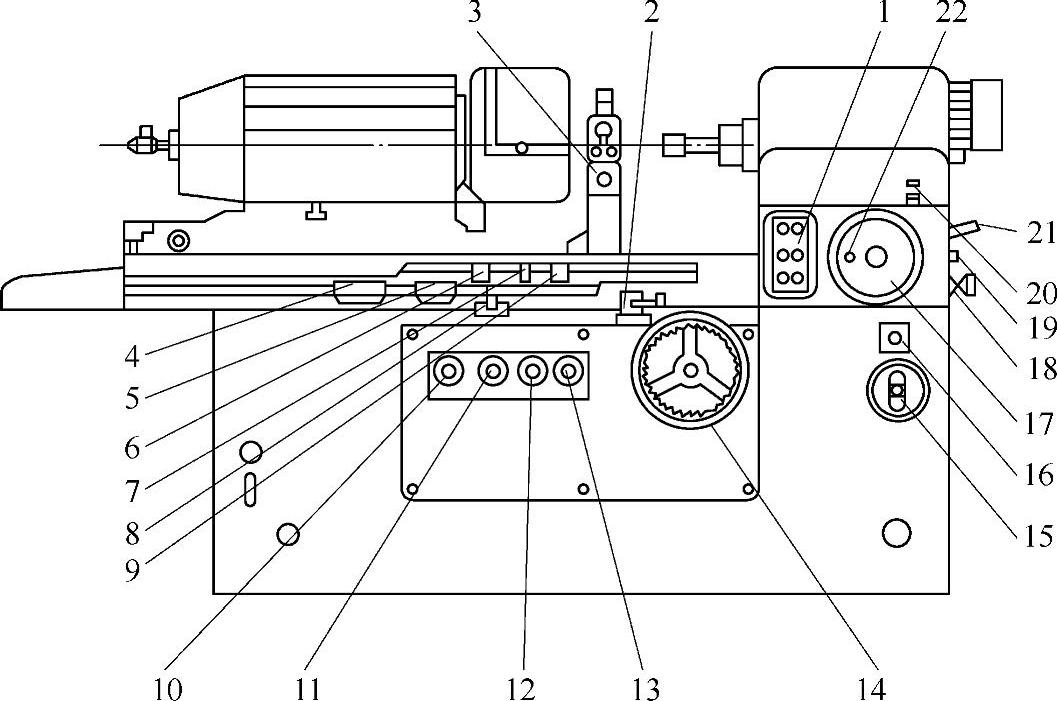
图12-3 M2110A内圆磨具的操作示意图
1—电气操作板 2—换向手柄 3—修整器回转头 4—行程压板 5—中停压板 6—微调挡铁
7—返回挡铁 8—行程阀 9—修整挡铁 10—开停旋钮 11—动作旋钮 12—速度旋钮
13—修正速度旋钮 14、17—手轮 15—电源旋钮 16—转速开关 18—移动旋钮
19—挡销 20—顶杆 21—手柄 22—螺母
1.工作台的操作和调整
(1)工作台的起动
1)按动电气操作板1上的液压泵起动按钮,使机床液压油路正常工作。
2)将工作台开停旋钮10旋到“开”位置。
3)将工作台换向手柄2向上抬起,工作台起动阀被压下,工作台快速移动。
4)手松开,起动阀借弹簧力作用而弹起,工作台停止。
(2)工作台在磨削位置时挡铁距离和运动速度的调整
1)调整行程压板4的位置,使砂轮在进入工件孔之前,行程压板到达行程阀8的位置,将行程阀压下,工作台迅速转入磨削运动速度。
2)调整工作台往复微调挡铁6和工作台返回挡铁7的位置,使工作台在工件全长磨削范围内来回往复运动。
3)调节工作台磨削速度旋钮12,使工作台运动速度处于磨削所需要的速度。
(3)工作台在修整砂轮位置时挡铁距离和运动速度的调整
1)将动作选择旋钮11从磨削位置转到修整位置。这时,砂轮修整器的回转头3迅速压下,工作台的速度从磨削速度迅速转为修整速度。
2)调整修整挡铁9的位置,使工作台在金刚石笔修整砂轮的距离内来回往复运动。
3)调节工作台修整速度旋钮13,使工作台运动速度处于修整时所需要的速度。
(4)工作台快速进退位置的调整 工作台在磨削结束后,可快速退出,以减少空行程时间。操作时,只要将工作台换向手柄2向上抬起,使换向挡铁越过手柄,行程压板离开行程阀,行程阀弹起,工作台就快速退出。当中停压板5移动到行程阀位置时,行程阀被压下,工作台停止运动。
手动调整工作台时,可摇动手轮14进行调整。
2.主轴箱的操作和调整
主轴箱的主轴是由双速电动机通过带传动旋转的,在电动机转轴和主轴箱的主轴上装有塔形带轮,以变换工件转速。在机床床身的右端装有一个工件转速选择开关16,可使主轴箱电动机在高速或低速的位置上工作。
主轴箱的主轴转速有200r/min、300r/min、400r/min和600r/min四档位置可供选择。
将旋钮转到“Ⅰ”的位置,主轴箱主轴处于“试转”状态;旋钮转到“°”的位置,主轴箱主轴停止转动;旋钮转到“Ⅱ”的位置,主轴箱主轴处于工作状态。
3.砂轮横向进给机构的操纵和调整
砂轮的横向进给有手动和自动两种。手动进给由手轮17实现,按动手柄21可作微量进给。转动旋钮18至“开”的位置砂轮作自动进给。调整顶杆20上下行程,可控制进给量的大小:背吃刀量每格为0.005mm,转一圈为1.25mm。当需要调整横向进给手轮“0”位时,先松开螺母22,再拔出挡销19,然后转动刻度圈调整。旋钮15为电源开关,机床使用完毕,应将电源关掉。
有关磨工技能认证考试辅导教程的文章

各种型号的万能外圆磨床头架间隙的调整方法有所不同。用M1432C型万能外圆磨床磨削内圆时,只要将头架主轴后端间隙螺栓拆除,主轴间隙即可放松。......
2023-06-28

外圆磨床的维护保养M1432A万能外圆磨床润滑的要求如下:①床身油池每半年左右更换一次液压油。外圆磨床的维护保养操作步骤及质量检测见表4.2。表4.2外圆磨床的维护保养操作步骤及质量检测续表外圆磨床维护保养时,应注意以下事项:①正确使用磨床,熟悉磨床各部件的操作方法和步骤。......
2023-06-27

介于这两者中间的就是债券类基金等其他基金品种。追求资本的长期增值,应当优选股票型基金,而对于追求收益稳定性的投资者,可以将债券型基金产品作为目标,此外,对资金流动性需求强烈的投资者可以选择货币市场基金。......
2023-08-12

M2110A内圆磨床是一种常用的普通内圆磨床,如图12-2所示。它由床身11、工作台2、主轴箱4、内圆磨具7和砂轮修整器6等部件组成。手动控制时,手轮1主要用于调整机床及磨削工件端面。内圆磨具的主轴是由电动机经平带直接传动旋转的。......
2023-06-28

图8.1-11 手轮中断操作手轮叠加运动将导致程序中的工件坐标系、局部坐标系产生整体平移,但不能改变CNC的工件坐标的零点设定,当取消手轮中断操作后,程序将重新返回原来的工件坐标系。3)执行下述的手轮中断取消操作。图8.1-14 手轮中断位置设定软功能键3)按软功能键〖取消〗,显示图8.1-15所示的坐标轴选择软功能键。......
2023-06-25
如图9-7为枕梁腹板的划线,先在钢板上画一直角钱OA、OB为基准线。长度大于10m时,许可误差为0.5~1.5mm。为了保证号料的精度,一切样板、样杆必须固定在钢材上,号料时允许公差见表9-13。在划线和号料时,应考虑到焊接制造的收缩变形和其后进行的切割及其他加工所需的余量。表9-12 样板制作允许公差表9-13 按样板、样杆号料公差表9-14 各种加工方法所需余量......
2023-07-02
图12-39 “打印”对话框在“打印”对话框的顶部是打印公共选项,在这3个选项中可以分别设置打印预设、打印机的类型和PostScript打印机描述文件。选择“小结”选项卡可以查看和存储打印设置小结。单击“自动旋转”按钮打印机将默认设置页面方向。图12-40 标记和出血选项图12-41 印刷标记3.输出在输出选项卡中可以设置分色模式,并为分色指定药膜、图像曝光和打印机分辨率,如图12-42所示。图12-43 图形选项在“路径”组中可设置图稿中的曲线精度。......
2023-10-16

M7130型磨床的控制线路如图6-5所示。M7130型磨床的控制线路用到砂轮电动机、冷却泵电动机和液压泵电动机,如果不用冷却泵电动机,可以将该电动机与线路的插接件XP1拔出。M7130型磨床的控制线路工作过程分析如下:准备工作将电源开关QS1闭合,L1、L2两相电压经变压器TC1降压后为工作照明灯EL供电,将开关SA闭合,EL被点亮。......
2023-06-15
相关推荐