图11-24 接刀轴磨削3.磨削实例工件如图11-24所示,磨削工序尺寸图11-25 螺纹磨床主轴见表11-7,要求外圆无明显接刀痕迹。表11-7 接刀轴磨削工序尺寸4.容易产生的问题及注意事项1)磨削前应检查中心孔的质量,并保护好中心孔,工件磨出后测量圆柱度误差应小于0.003mm,以免接刀时产生偏痕。......
2023-06-28
台阶轴磨削是既有台阶外圆面的磨削,又有台阶端面的磨削。通常台阶轴不但有尺寸精度、表面粗糙度值及几何公差的要求,因此,必须掌握准确的磨削方法。
1.台阶轴外圆的磨削方法
在磨削台阶轴外圆时,当磨削长度小于砂轮宽度时,可采用横向磨削法;当磨削长度大于砂轮宽度时,可采用纵向磨削法;在磨削余量较大或磨削长度较长时,还可采用分段磨削法(综合法)来进行磨削。磨削台阶轴时要掌握好以下两项操作技能:
1)工作台行程挡铁距离的调整。台阶轴轴肩处的挡铁距离调整比光轴的调整要困难,调整位置的准确度要求较高。调整后,砂轮要离轴肩端面很近,但不能接触。调整时,可调整挡铁的微调螺钉把挡铁向前伸出较大距离,并根据砂轮与工件端面接近的位置,将挡铁逐渐向后退,使砂轮逐渐向轴肩端面靠近,达到在最佳位置时换向。
2)轴肩处外圆的磨削。在轴肩处有退刀槽时可采用纵向磨削法直接磨出,在轴肩处无退刀槽或退刀槽宽度很窄时,可先在轴肩处采用横向磨削法磨去大部分余量(留余量0.03~0.04mm),如图11-26a所示;然后用纵向磨削法磨去外圆全长上的余量与轴肩处外圆接平,如图11-26b所示;最后再用纵向磨削法精磨全部外圆。
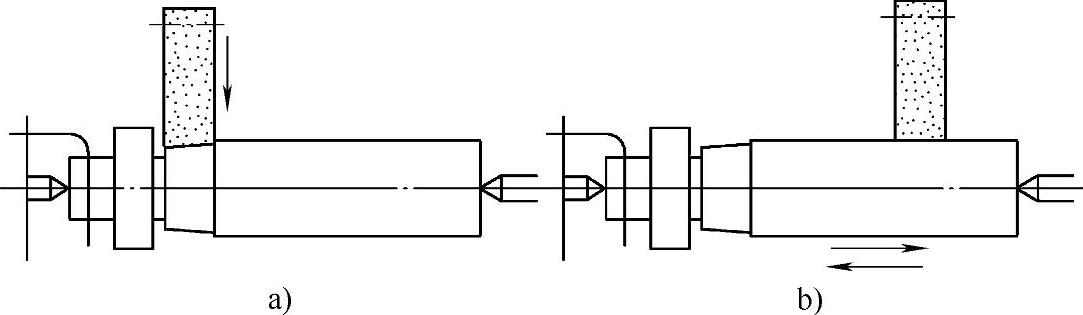
图11-26 轴肩处外圆的磨削
2.轴肩端面的磨削方法
通常轴肩端面是在外圆磨床上与外圆柱面在一次装夹中用砂轮的端面磨出的。
1)轴上带退刀槽的轴肩端面磨削方法。在外圆粗磨以后,将砂轮横向退出0.1~0.2mm;然后手摇工作台作纵向进给,使工件缓慢接触砂轮,磨削端面至要求,如图11-27所示。
2)轴上带圆角的轴肩端面磨削方法。磨削这种端面时,应根据工件形状把砂轮左角修成圆弧。磨削时,可先用横向磨削法粗磨外圆,留0.05mm余量;接着把砂轮横向退出一段距离(退出距离视轴肩圆弧大小而定);再用手动控制纵向移动工作台磨端面,磨去全部余量;最后慢速横向摇进砂轮直到外圆磨到图样所要求的尺寸为止,如图11-28所示。
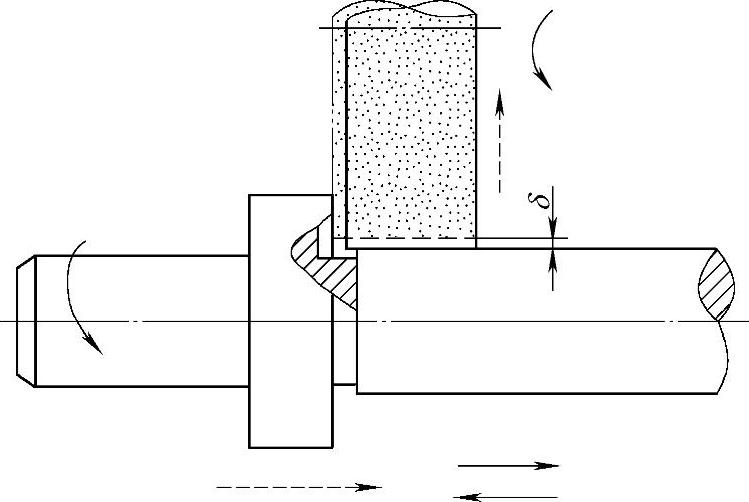
图11-27 轴肩端面的磨削方法
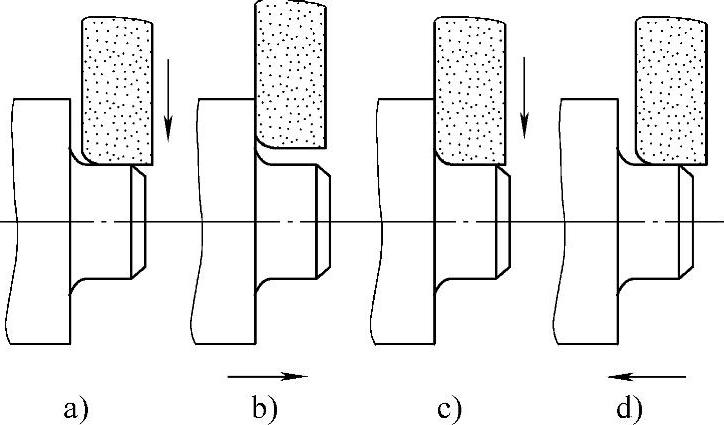
图11-28 带圆角的轴肩端面磨削方法
3.台阶轴磨削顺序的确定原则
1)根据工件长度,先磨长度最长的外圆,以便于圆柱度要求的找正。
2)根据工件直径,先磨直径最大的外圆,有利于磨削安全。
3)根据工件位置精度要求,先磨精度要求低的外圆,后磨精度要求高的外圆,保证工件的同轴度要求。
有关磨工技能认证考试辅导教程的文章

图11-24 接刀轴磨削3.磨削实例工件如图11-24所示,磨削工序尺寸图11-25 螺纹磨床主轴见表11-7,要求外圆无明显接刀痕迹。表11-7 接刀轴磨削工序尺寸4.容易产生的问题及注意事项1)磨削前应检查中心孔的质量,并保护好中心孔,工件磨出后测量圆柱度误差应小于0.003mm,以免接刀时产生偏痕。......
2023-06-28

因此,采用CBN砂轮的强冷风磨削技术具有极好的加工效果。在强冷风无心磨削系统中,磨削液则由压缩空气所取代。强冷风磨削方法与CBN砂轮结合使用,可充分发挥CBN的优越性。......
2023-06-25

表17-3 万能外圆磨床的床身加工工艺(续)在导轨面经过粗刨、人工时效热处理和精刨后,进行导轨磨削,以达到导轨的精度要求。2)导轨磨削是复杂零件的平面磨削,平面的精度要求高。导轨周边磨削法属于成形磨削法,导轨的形面精度由砂轮修整器保证,故精确修整成形砂轮即可满足导轨的加工精度要求。表17-4 常用国产导轨磨床的参数导轨磨削时的受热变形也会影响到导轨的精度。......
2023-06-28
环保型磨削的基本思路是不使用磨削液,如果非使用不可时,也尽可能减少使用量。干磨削 通过上述分析可知,使用磨削液存在若干负面影响,由此出现了不使用磨削液的干磨削加工技术。此外,清除到磨削加工区以外的磨削液和沉淀物也必须进行妥善处理,否则会造成环境污染,这种处理费用是相当高的。因此,开发新型磨削液,改善磨削液的综合性能,也是磨削工艺绿色化的主要内容之一。......
2023-06-25
图3-16 轴销寿命分布云图a)A3钢 b)调质45钢 c)调质40Cr由图3-16可见:1)轴销中间凸台部分的两侧寿命较短,是其薄弱环节,该结果与ADAMS软件的应力应变计算结果相符。2)轴销14698号节点的疲劳寿命最短,当选用材料为A3钢时,其疲劳寿命仅有4020次;当选用材料为调质45钢时,其疲劳寿命约为14000次,相比预期10000次机械寿命裕量较小;当选用材料为调质40Cr时,其疲劳寿命约为23000次,可以满足机械寿命10000次的要求,但是需要较高的材料成本。......
2023-06-15

以提高效率为目的的先进磨削方法常见的有高速磨削、强力磨削、超精密磨削、镜面磨削以及砂带磨削。与砂轮磨削类似,砂带磨削时,其磨粒对工件既有切削作用,又有刻划和滑擦作用。因此,砂带磨削材料切除率高,磨削表面质量也好。目前,在工业发达国家,砂带磨削量已占磨削加工量的一半左右。图8-13砂带磨削图8-14砂带组成......
2023-07-01

砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28

图5-12 点磨削中砂轮垂直接触点二分之一的点接触示意图点磨削技术是利用单层CDN薄砂轮和超高线速度砂轮来实现。点磨削技术主要有以下特点:1)点磨削工艺使用长寿命、高硬度的砂轮,砂轮的速度和工件转速可以显著提高。点磨削工艺中通常采用立方氮化硼和金刚石等高硬度砂轮。CBN常用于磨削淬火和不淬火的钢材、铝材、铜材和各种铸铁,而金刚石一般用于磨削硬质合金、玻璃和工业陶瓷等。......
2023-06-25
相关推荐