砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28
1.常用心轴的结构和使用方法
(1)微锥心轴 微锥心轴是锥度很小的光轴,锥度一般为1∶5000~1∶7000,即每200mm长度的心轴,两端直径差0.028~0.04mm,心轴外圆的圆度误差小于0.002mm,表面粗糙度值小于Ra0.2μm。为了便于工件套上心轴,一般在心轴小端外圆上磨出一段锥度较大的外圆,装入工件时起导向作用。
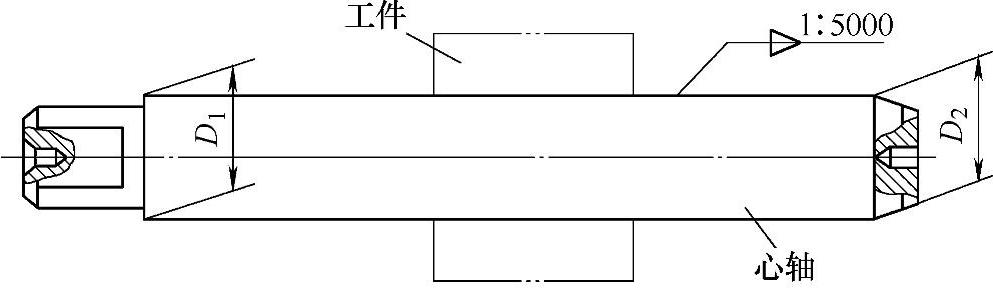
图11-19 微锥心轴
同轴度要求较高的套类工件,一般均采用微锥心轴装夹。装夹时,把工件套上心轴,在木垫或软金属(如铜块)上轻轻敲击一下,依靠心轴微锥表面与工件内圆表面的弹性变形及摩擦力将工件胀紧在心轴上,如图11-19所示。在自制微锥心轴时,根据工件定位孔的尺寸确定微锥心轴的外圆尺寸,微锥心轴小端外圆直径应比工件孔径小0.005mm。
(2)台阶心轴 台阶心轴的结构如图11-20所示,它是利用工件2的内孔和端面定位。心轴1定位圆柱面通常按g5级精度制造,台阶端面与圆柱面的垂直度误差小于0.01mm。装夹时,把工件套上心轴,工件端面与心轴定位端面相贴,然后装上垫圈3,拧紧螺母4即可。台阶心轴一般用于装夹端面与外圆有垂直度要求,但同轴度要求较低的工件。
2.用微锥心轴装夹磨削外圆柱面
(1)工件定位孔精度的检验 在用微锥心轴装夹磨削套类工件时,应先检验工件定位孔的精度。
1)圆度误差的测量。工件定位孔圆度误差将直接影响加工质量,因此圆度误差应小于0.005mm。
2)孔径的测量。工件定位孔直径应在图样规定的公差范围内,否则工件无法套上心轴或者贯穿心轴无法胀紧。
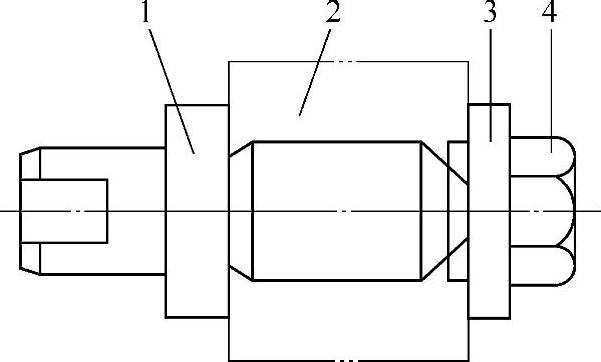
图11-20 台阶心轴
1—心轴 2—工件 3—垫圈 4—螺母
(2)心轴精度的检验 心轴在使用前,应先装在两顶尖之间测量全跳动量,如有超差应予修复,以免由于心轴的跳动误差,造成工件同轴度超差。
(3)磨削方法 用心轴装夹磨削外圆的加工步骤与前面介绍的几种方法基本相同。但在用微锥心轴装夹、批量磨削外圆时,由于工件孔径的误差,工件在心轴上的固定位置会发生变化,因此,要随时注意行程挡铁距离的调整。
有关磨工技能认证考试辅导教程的文章

砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28
凡是由车床、钻床、镗床、铣床、齿轮和螺纹加工机床等加工的零件表面,都能够在相应的磨床上进行磨削精加工。此外,还有各种超精加工磨床和工具磨床等。无心外圆磨床是一种生产率很高的精加工机床。无心外圆磨床进行磨削时,工件不是支承在顶尖上或夹持在卡盘中,而是直接置于砂轮和导轮之间的托板上,以工件自身外圆为定位基准,其中心略高于砂轮和导轮的中心连线。砂轮的粒度对磨削加工生产率和工件表面质量影响较大。......
2023-06-29

外圆表面的精车一般作为最终工序或光整加工的预加工工序。用研磨工具和研磨剂,通过研具与工件在一定压力下做相对滑动,从工件表面上磨掉一层极薄的金属,以提高工件尺寸、形状精度和降低表面粗糙度的精整加工方法。......
2023-06-29

图11-8 纵向磨削法2)由于背吃刀量较小,工作台往复时间长,故生产率较低。纵向磨削法的磨削用量1)背吃刀量ap:粗磨:ap=0.01~0.04mm;精磨:ap≤0.01mm。表11-2 外圆磨削用量表11-3 粗磨背吃刀量2.切入磨削法切入磨削法又称横向磨削法,如图11-9所示。2)磨削时,会产生较大的磨削力和磨削热,工件易产生变形,严重时会发生烧伤现象。图11-10 分段磨削法4.深切缓进磨削法深切缓进磨削法是一种高效率的磨削法,在一次纵向进给中将工件的全部磨削余量切除。......
2023-06-28

根据加工的具体情况不同,工件在机床上装夹一般有三种方式:直接找正装夹、划线找正装夹和用夹具装夹。图2-5所示的钻模是专用夹具的一个例子,从图中可以看出,工件以其内孔套在夹具定位销上,用螺母和压板夹紧工件,钻头通过钻套引导,在工件上钻出孔来。图2-5 用夹具装夹工件1—夹具体 2—定位销 3—钻套 4—工件......
2023-06-26

各种型号的万能外圆磨床头架间隙的调整方法有所不同。用M1432C型万能外圆磨床磨削内圆时,只要将头架主轴后端间隙螺栓拆除,主轴间隙即可放松。......
2023-06-28
车床主要是用于进行车削加工。表3-2车床的主要类型、工作方法和应用范围其中卧式车床的工艺范围很广,能进行多种表面的加工,如图3-1所示。主轴箱内有变速机构,通过变换箱外手柄的位置,可以改变主轴的转速,以满足不同车削工作的需要。......
2023-06-29
固体废弃物主要包括磨屑、磨料粉尘等,液体废弃物主要是磨削液,气体废弃物主要是磨削液的烟雾、蒸汽,这些废弃物对人体和环境危害很大。在磨削加工时,含机械杂质较多的磨削液,不能用于磨削加工,必须给予净化处理才能继续使用。磨削液用水稀释后,通过加工工件、工作环境以及操作人员的手、周围空气等方式会对稀释液造成污染,所带入的微生物便开始繁殖,从而导致磨削液的腐败与劣化。......
2023-06-25
相关推荐