②了解螺纹的测量方法。图2.54螺纹零件准备工作①安装螺纹车刀。图2.55用钢直尺或螺距规检查螺距3)进刀切螺纹时,总切削深度与螺距间的关系是ap=0.65P,中滑板转过的格数n可计算为4)切削过程中的对刀步骤①将螺纹车刀装夹好后,车刀不切入工件,只在螺纹外径表面上对刀。③按下开合螺母并开车,将车刀移至工件表面处,停车。5)检验用螺纹环规检查。......
2025-09-29
用板牙在圆柱体或管子上切削加工外螺纹的操作称为套螺纹。
1.套螺纹的工具
套螺纹的工具是板牙,铰杠用来夹持板牙进行螺纹加工。
(1)板牙 板牙又叫圆板牙,是加工外螺纹的工具,其外形像一个圆螺母,只是在它上面钻有几个排屑孔并形成切削刃。它是由碳素工具钢或高速钢制作并经淬火处理。圆板牙由切削部分、定径(修光)部分和排屑孔组成,如图9-101所示。
切削部分是板牙两端有锥角(2φ)的部分。它不是圆锥面,而是经过铲磨而成的阿基米德螺旋面,能形成后角α=7°~9°。锥角大小一般是2φ=40°~50°,如图9-101a所示。圆板牙前刀面就是排屑孔,前角数值沿切削刃变化,小径处前角γd最大,大径处的前角γd0最小,如图9-101b所示。一般γd0=8°~12°,粗牙γd=30°~35°,细牙γd=25°~30°。板牙两端面都有切削部分,一端磨损后,可换另一端使用。
定径部分起修光和导向作用。定径部分会因为磨损使螺纹尺寸变大,超出尺寸公差范围。因此,M3.5以上的圆板牙外圆上有一条V形槽和四个紧定螺钉锥孔。其中,下面两个紧定螺钉坑的轴线通过板牙的轴线,是用来将圆板牙固定在板牙架中用来传递转矩的;上面两个紧定螺钉坑的轴线不通过板牙的轴线,有一定的向下偏移,是起调节作用的。当板牙定径部分由于磨损而尺寸变大时,可将板牙沿V形槽用锯片砂轮切割出一条通槽,用板牙架上的两个调节螺钉顶入板牙上面的两个偏心的锥坑内(板牙架上这两个调节螺钉的轴线是通过板牙的轴线的),即可使板牙的尺寸缩小。而如果将板牙架上正对V形槽的调节螺钉拧紧,则又可使板牙尺寸增大。板牙尺寸的调节范围为0.1~0.25mm。
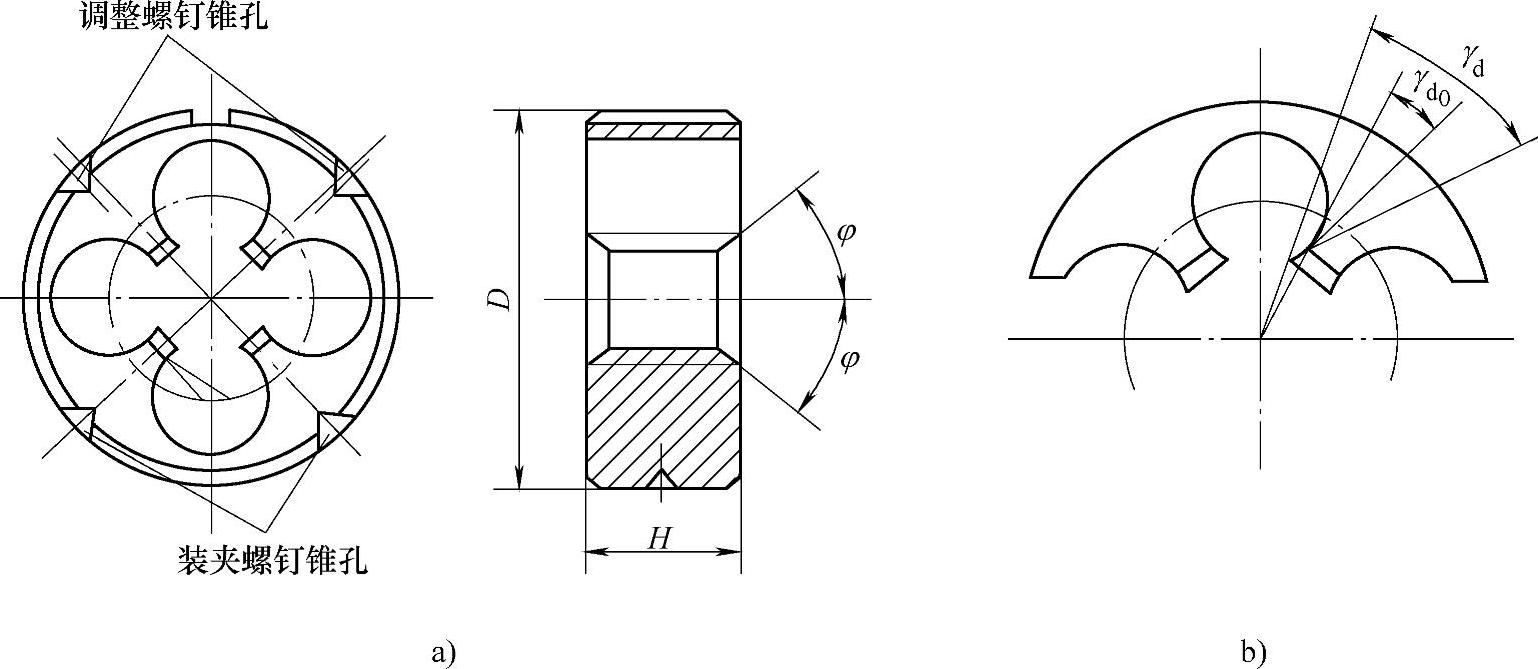
图9-101 圆板牙
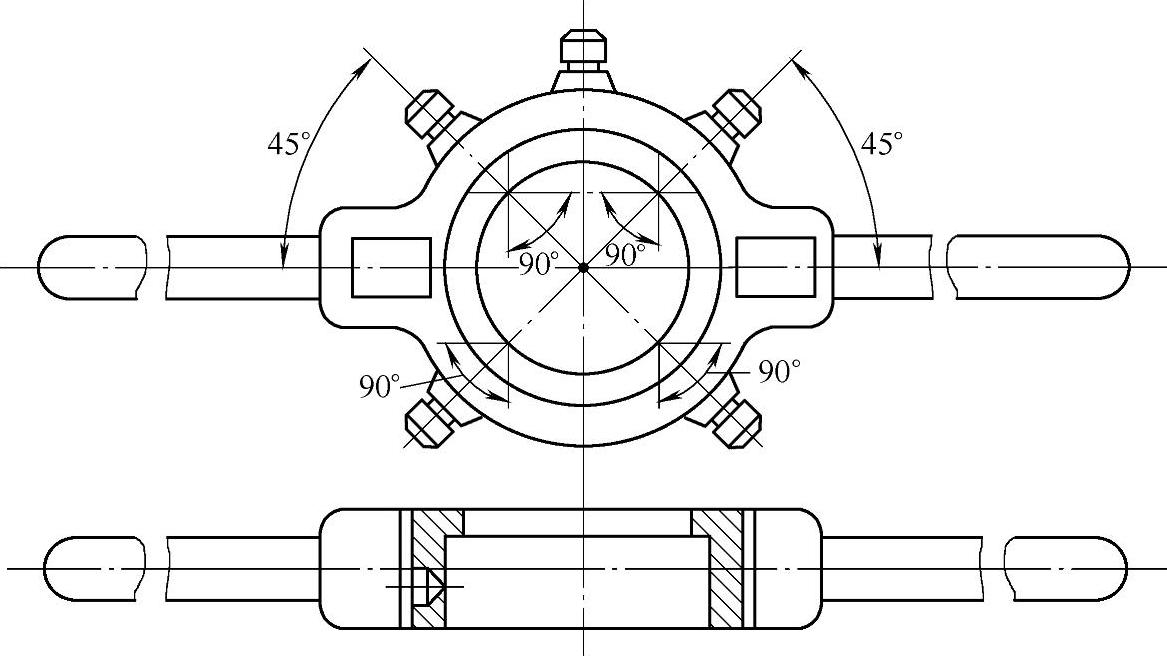
图9-102 板牙架
(2)板牙架 板牙架是装夹板牙的工具,如图9-102所示。板牙架的外圆上旋有四只互成90°的紧定螺钉,其轴线通过板牙架圆孔的轴线。其上有一只调松螺钉。板牙放入后,用紧定螺钉紧固,即可带动板牙旋转进行套螺纹。
2.套螺纹前圆杆直径的确定(https://www.chuimin.cn)
套螺纹过程与丝锥攻螺纹一样,板牙对螺纹部分材料产生挤压作用,因此螺杆直径应比螺纹直径小一些。一般圆杆直径用经验公式计算
D=d-0.13P式中 D——圆杆直径(mm);
d——螺纹直径(mm);
P——螺距(mm)。
3.套螺纹操作
1)为防止圆杆夹持出现偏斜和夹伤圆杆,圆杆应装夹在硬木制成的V形夹块或软金属制成的衬垫中,并保持可靠夹紧。
2)起套时,一手用手掌按住板牙中部,沿圆杆轴向施加压力,另一手作顺向切进,转动要慢,压力要大,并保证板牙端面与圆杆轴线的垂直度。
3)在板牙切入2~3圈时,应检查其垂直度并作校正。
4)正常套螺纹时,不要加压,让板牙自然引进,以免损坏螺纹和板牙,且应经常倒转以断屑。
5)在钢件上套螺纹时要加切削液,以延长板牙使用寿命,减少螺纹的表面的粗糙度。
相关文章

②了解螺纹的测量方法。图2.54螺纹零件准备工作①安装螺纹车刀。图2.55用钢直尺或螺距规检查螺距3)进刀切螺纹时,总切削深度与螺距间的关系是ap=0.65P,中滑板转过的格数n可计算为4)切削过程中的对刀步骤①将螺纹车刀装夹好后,车刀不切入工件,只在螺纹外径表面上对刀。③按下开合螺母并开车,将车刀移至工件表面处,停车。5)检验用螺纹环规检查。......
2025-09-29

执行BHATCH命令可采用以下三种方式:● 绘图工具栏 或 。启动BHATCH命令后,弹出对话框,单击右下角处的 ,可展开该对话框的高级选项,如图2-37所示。1)下拉列表框:通过该框的下拉菜单,用户可确定要填充的图案所属的类型,共有三类:即预定义、用户定义以及自定义。使用此选项,可很容易地做到以适合于布局的比例显示填充图案。控制填充图案生成的起始位置。选取完毕,按Enter键返回边界图案填充对话框。......
2025-09-29

游标卡尺可用来测量长度、厚度、外径、内径、孔深和中心距等。游标卡尺的分度值有0.1mm、0.05mm和0.02mm三种。2)游标卡尺是比较精密的量具,要轻拿轻放,不得碰撞或跌落地下。小提示 在合拢量爪的情况下,检查刻线的零线是否对齐,零线不对齐的游标卡尺在使用时会有误差。......
2025-09-29
2)通过划线发现或检查出不合格的毛坯。划线时应均匀使用,避免造成平台表面局部磨损。在铸件、锻件的表面上划线时,常用尖部焊有硬质合金的划针。划规 划规是用来划圆和圆弧、等分线段或量取尺寸的工具,常用中碳钢或工具钢制成,也可以在划规两脚焊上硬质合金。图9-8 划圆方法样冲 样冲,如图9-11所示,是划线时打冲眼或钻孔时打中心孔的工具。......
2025-09-29

梯级链保护开关又称为梯级链张紧开关,如图7-2-12所示,通常在梯级链张紧装置的左右张紧弹簧两端部各设置一个梯级链保护开关。梯级链保护开关是梯级链张紧装置的一个组成,其详细结构可阅读第三章第三节主驱动轴与梯级链张紧装置。......
2025-09-29

图12-45 变频器辅助参数设定的操作方法和步骤5.设定变频器开关量端子参数的操作练习训练要求:将变频器FED/REV控制模式设定为“二线模式2”,X1输入端子功能设定为“自由停车输入”,X2输入端子功能设定为“计数器触发信号输入”,其他输入端子使用默认值0;输出端子Y1设定为“设定计数值到达”,其他参数为默认值。......
2025-09-29

2)将绝缘电阻表的测试线的连接端子分别连接到绝缘电阻表的两个检测端子上,即黑色测试线连接E接地检测端子,红色测试线连接L线路检测端子,如图2-55所示,并拧紧绝缘电阻表的检测端子。......
2025-09-29

一般在3°~45°,正弦规具有较高的测量精度。不能把正弦规在平台上推来推去,以避免圆柱的精度降低。不要用正弦规测量不干净的工作面,要轻拿轻放,不要强烈振动、碰撞,以防两圆柱松动。......
2025-09-29
相关推荐