但机体防尘要求较高。操控时需要掌握力度,并注意对需要压制的工件的选择。天车安装在工作室屋顶的天车,吊重量2吨,可以辅助搬动较重的设备和作品。铁砧子标准和异型的两种铁砧子,在金属工作室的锻打操作中是必备的。......
2023-08-29
1.攻螺纹刀具
(1)丝锥
1)丝锥的构造。丝锥是加工内螺纹的工具,由碳素工具钢或高速钢经热处理淬硬制成。丝锥由切削部分、定径部分和柄部组成,如图9-96所示。
①切削部分。切削部分有锋利的切削刃,起切削作用。丝锥前端磨出锥角,切削时起引导作用。在切削部分和定径部分沿轴向有几条直槽,称为容屑槽,起排屑和注入切削液作用。丝锥切削部分前角γ=8°~10°,后角α=4°~6°。
②定径部分。又称为校准部分,用来确定螺孔的直径及修光螺纹,是丝锥的备磨部分,其后角α=0。为了减少其与孔壁的摩擦及减少所攻螺纹的扩张量,定径部分的大径、中径、小径均有(0.05~0.12)/100的倒锥。
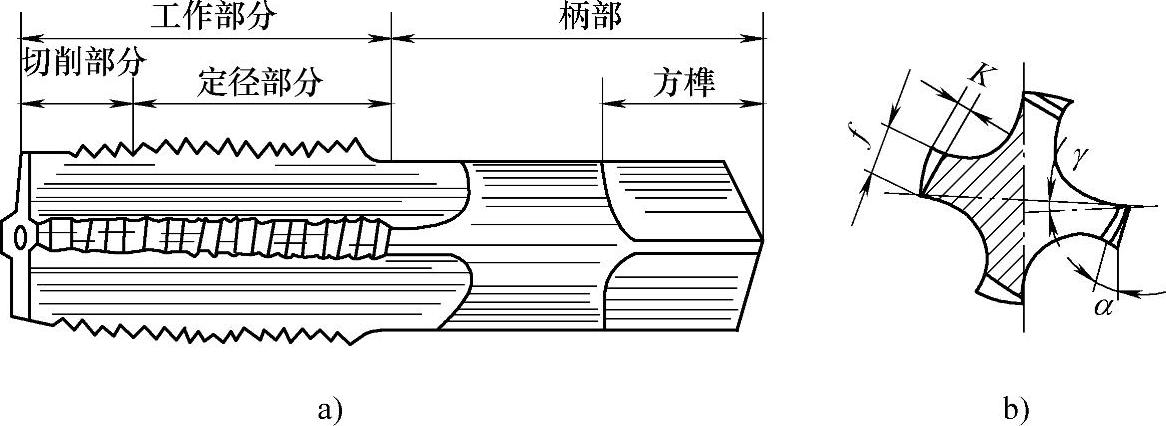
图9-96 丝锥
a)外形 b)切削部分及角度
③柄部。柄部为方榫结构,用以夹持和传递转矩。丝锥的规格标志也刻印在柄部。
2)丝锥的种类.丝锥的种类很多,钳工常用的丝锥有手用丝锥、机用丝锥和管子丝锥等。
①手用丝锥是修理钳工常用的切削内螺纹的工具,一般每两支组成一套,称为头锥和二锥,以分担切削量。手用丝锥制造时一般都不经过磨削,工作时的速度较低,通常用9SiCr、GCr9钢制造。
②机用丝锥在使用时将丝锥装夹在机床上进行加工。其形状与手用丝锥相似,不同之处是柄部除有方榫外,还割有一条环槽。因机用丝锥攻螺纹时切削速度较高,故常采用W18Cr4V高速钢制造。机用丝锥一套也是两支,但在攻通孔螺纹时,一般都用切削部分较长的头锥一次攻出,在攻不通孔螺纹时要使用二锥再攻一次,以增加螺纹的有效长度。机用丝锥切削部分的后角大,α=10°~12°,而且定径部分也有后角,切削轻快。丝锥柄部较长,便于装夹在机床上。
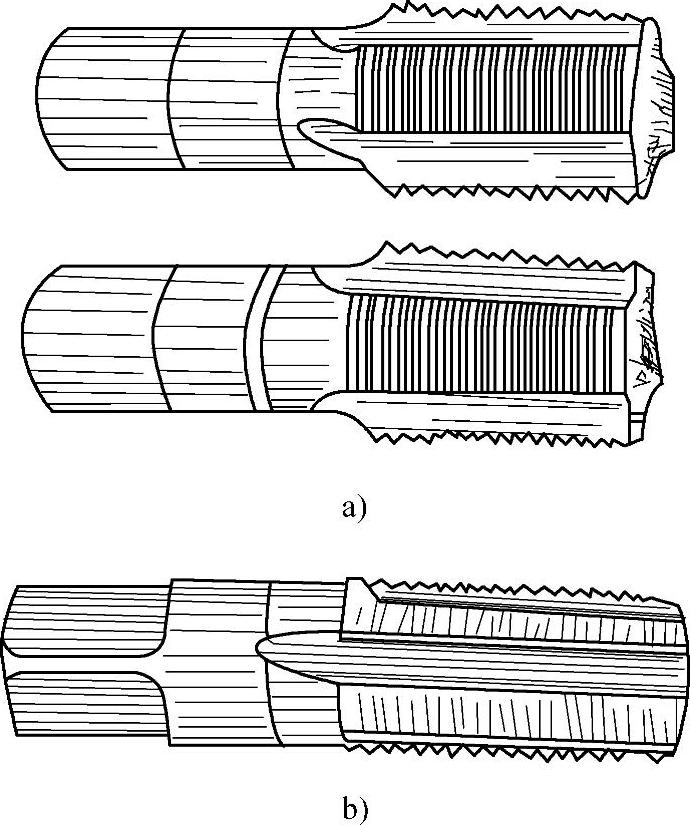
图9-97 管子丝锥
a)圆柱管螺纹丝锥 b)圆锥管螺纹丝锥
③管子丝锥是攻制管螺纹的工具,有55°非密封管螺纹丝锥和55°密封管螺纹丝锥两种,如图9-97所示。55°非密封管螺纹丝锥工作部分较短,两支一套。55°密封管螺纹丝锥直径从头到尾逐渐增大,而螺纹牙型始终与丝锥轴线垂直,保证内外螺纹牙型两边保持良好的接触。圆锥螺纹丝锥两支一套,也有一支一套的。
3)成套丝锥切削量的分配。为减少丝锥在攻螺纹时的切削力,提高丝锥的寿命和所加工螺纹的质量,一般将整个切削工作量分配给几只丝锥来承担,通常M6~M24的丝锥一套有两支;M6以下及M24以上的丝锥一套有三支;细牙螺纹丝锥为一套两支。成套丝锥对每支丝锥切削用量的分配方式有两种:锥形分配和柱形分配,如图9-98所示。
①锥形分配是在一组丝锥中,每支丝锥的大径、中径、小径都相等,只是切削部分的长度和锥角不同,如图9-98a所示。头锥切削部分的长度为5~7个螺距;二锥切削部分的长度为2.5~4个螺距;三锥切削部分的长度为1.5~2个螺距。所以当攻通螺纹时,只用头锥即可一次完成螺纹的攻削。

图9-98 成套丝锥切削量的分配
a)锥形分配 b)柱形分配
②柱形分配是在一组丝锥中,每支丝锥的大径、中径、小径都不相等。头锥、二锥的大径、中径、小径都比三锥小,而头锥、二锥的中径相等,但大径不一样,头锥小、二锥大。这种丝锥切削用量分配比较合理,这样的分配,可使各支丝锥磨损均匀,因而丝锥寿命较长,攻螺纹时也比较省力。同时,最后一锥的两侧刃也参加切削,所以加工的螺纹表面粗糙度较低。柱形分配的丝锥也叫不等径丝锥。这种丝锥的制造成本比较高,且攻通孔螺纹时也要攻两次或三次,一组丝锥的顺序也不能搞错。所以,对于直径M12以上的丝锥才采用柱形分配,而直径在M12及其以下的丝锥采用锥形分配。
4)丝锥的标记。每一种丝锥都有相应的标记,熟悉标记对正确使用和选择丝锥是很重要的。一般在丝锥柄部标有下列内容:制造厂商、螺纹代号、丝锥公差带代号(H4允许不标)、材料代号(高速钢标HSS,碳素工具钢或合金工具钢可不标)及不等径丝锥粗细代号(头锥一条圆环,二锥两条圆环或顺序号Ⅰ、Ⅱ)。
(2)铰杠 铰杠是手工攻螺纹时用来加持丝锥的工具。铰杠有普通铰杠(图9-99)和丁字铰杠(图9-100)两种。

图9-99 普通铰杠
a)固定式铰杠 b)活络式铰杠
普通铰杠有固定式铰杠和活络式铰杠两种。固定式铰杠的方孔尺寸和柄长符合一定的规格,使丝锥的受力不会过大,丝锥不易折断,一般用于攻M5以下的螺纹孔;活络式铰杠可调整尺寸,应用范围较广。活络式铰杠有150~600mm六种规格,其适应范围见表9-5。
表9-5 活络式铰杠适应范围

当攻制带有台阶工件侧边的螺纹孔或攻制机体内部的螺纹时,必须采用丁字铰杠。
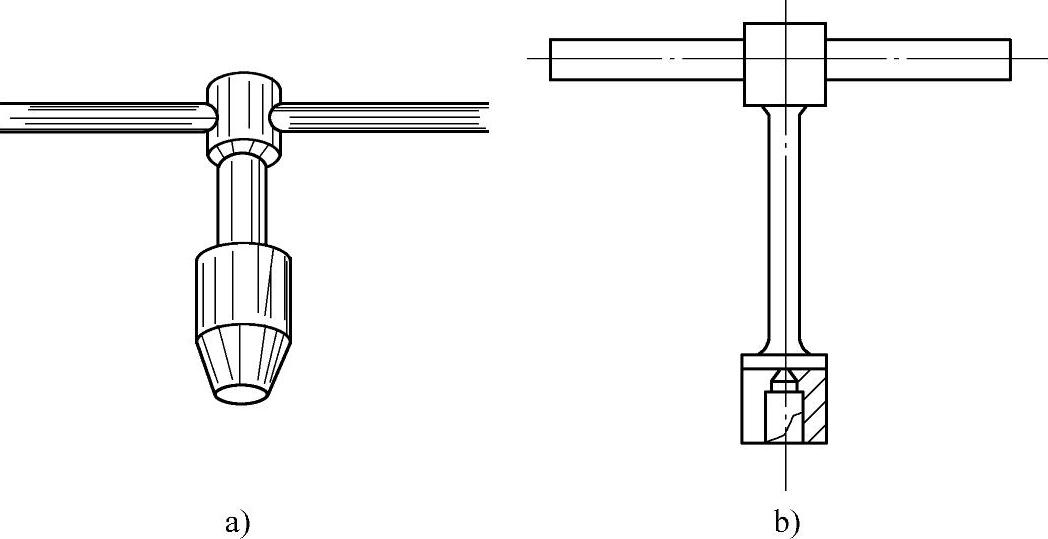
图9-100 丁字铰杠
a)活络式 b)固定式
2.螺纹底孔的加工
(1)攻螺纹时材料的塑性变形 丝锥切削内螺纹时,会对材料产生挤压作用,从而使材料发生塑性变形,螺纹牙顶会凸起一部分。弹塑性材料攻螺纹的底孔直径必须大于螺纹标准规定的螺纹小径,这样攻螺纹时挤压出的金属就能填满螺纹槽,形成完整的螺纹;脆性材料攻螺纹时,金属不会挤压出,底孔直径就可以比塑性大的材料小一些,以得到完整的螺纹。
(2)螺纹底孔直径的确定 攻螺纹前底孔直径的大小要根据工件材料的塑性大小及钻孔扩张量考虑,按经验公式计算得出。
①加工钢和塑性较大的材料及扩张量中等的条件下
D钻=d-P
②加工铸铁和塑性较小的材料及扩张量较小的条件下
D钻=d-(1.05~1.1)P
式中 D钻——攻螺纹时钻螺纹底孔用钻头直径(mm)
d——螺纹直径(大径)(mm)
P——螺距(mm)。
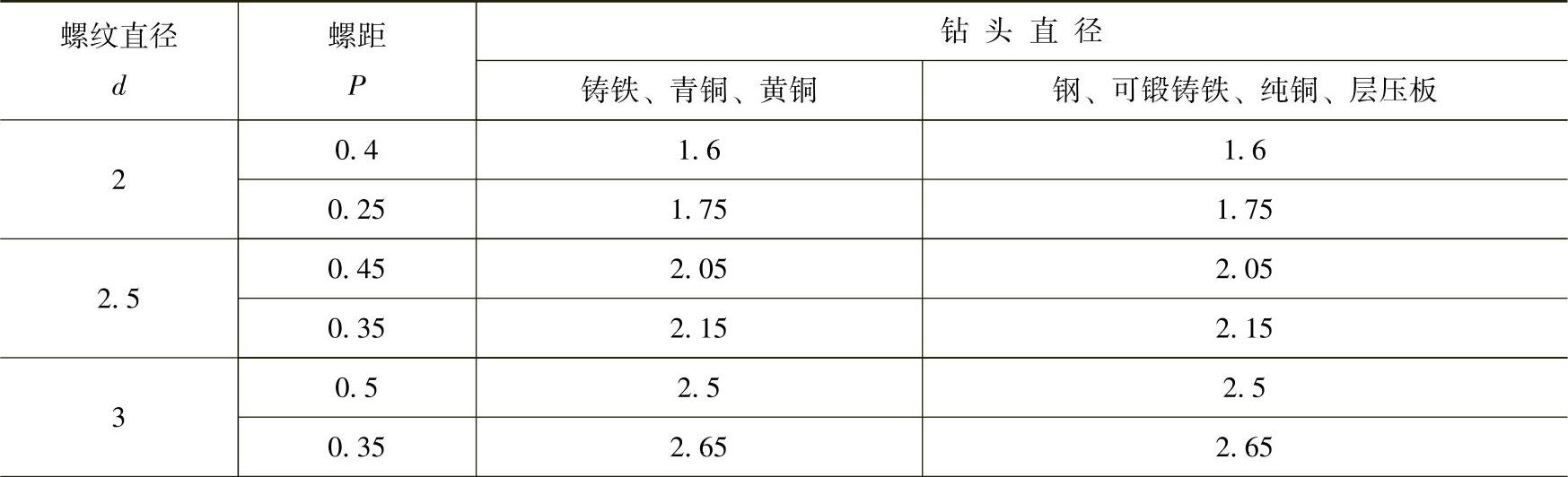
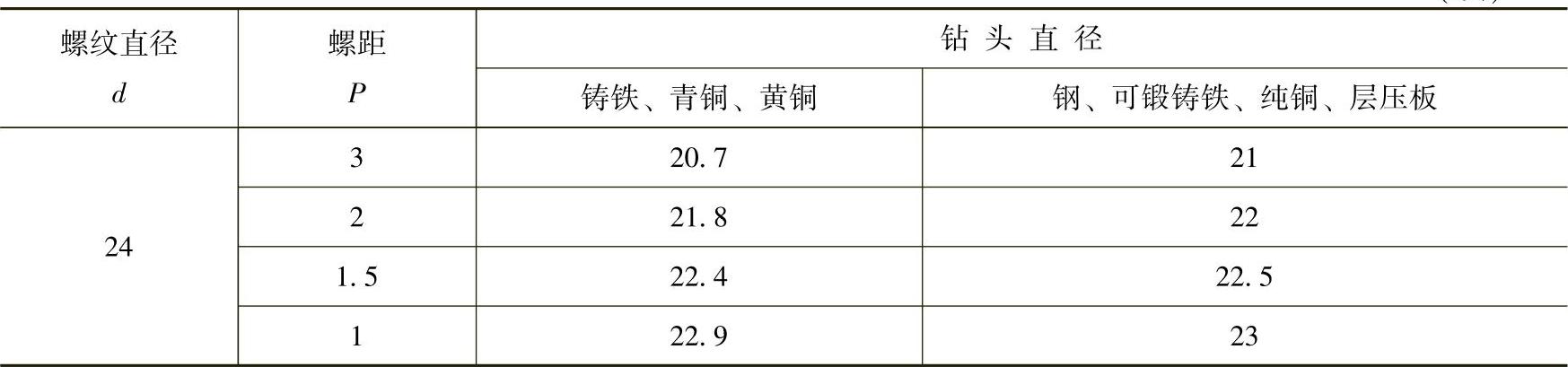
常用的粗、细牙普通螺纹攻螺纹前钻底孔用钻头直径也可从表9-6查得。
表9-6 普通螺纹攻螺纹前钻底孔用钻头直径(单位:mm)
(续)

(续)
(3)不通孔螺纹的钻孔深度 攻不通孔螺纹时,由于丝锥切削部分有锥角,端部不能
切出完整的牙型,故钻孔深度要大于螺纹的有效深度。一般按下式计算选钻孔深度=所需螺纹深度+0.7d(d为螺纹大径)
3.攻螺纹操作
攻螺纹的基本操作步骤如下。
1)依图样划线,打定心冲眼。
2)选择钻头钻孔,孔口倒角。
3)沿丝锥中心线加压力并顺时针转动铰杠起削。当切入1~2圈时,从两个相互垂直的方向检测并校正丝锥的位置。
4)攻螺纹过程中,起削刃旋进后,不再加压力,两手均匀转动铰杠。每旋进1/2~1圈,反转1/4~1/2圈,使切屑碎断后排出。
5)攻螺纹时,使用成套丝锥应以头锥、二锥、三锥顺序攻制。
6)攻制钢材料的螺纹时,要注意加切削液,以减少阻力,保证所加工螺纹的表面粗糙度和延长丝锥使用寿命。
有关磨工技能认证考试辅导教程的文章

但机体防尘要求较高。操控时需要掌握力度,并注意对需要压制的工件的选择。天车安装在工作室屋顶的天车,吊重量2吨,可以辅助搬动较重的设备和作品。铁砧子标准和异型的两种铁砧子,在金属工作室的锻打操作中是必备的。......
2023-08-29

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29

FS-0iMD的攻螺纹循环G74、G84不但可用于带攻螺纹夹头的柔性攻螺纹,而且还可用于刚性攻螺纹。刚性攻螺纹的回退倍率设定参数PRM 5200.4、PRM 5201.3、PRM 5211对于深孔刚性攻螺纹同样有效。PRM 5200.5=0:高速深孔刚性攻螺纹,分级进给完成后只回退CNC参数设定的距离d,其动作如图4.3-3所示。图4.3-4 G74/G84普通深孔刚性攻螺纹循环动作a)G98 b)G99......
2023-06-25

螺纹的种类很多,应用很广,螺纹的加工方法和螺纹刀具也很多。按螺纹加工方法,螺纹刀具可分为切削法螺纹刀具和滚压法螺纹刀具两大类。螺纹铣刀可以在经过改装的车床上进行加工,且可对较硬的材料进行切削,是一种高效的螺纹加工刀具。螺纹铣刀的生产效率较高,但加工质量较低,一般用于比量较大螺纹的粗加工。常用的螺纹滚压工具有滚丝轮和搓丝板。......
2023-07-01
螺纹的完整标记是由螺纹代号、螺纹公差带代号和螺纹旋合长度代号组成。当螺纹为左旋时,在代号之后加“LH”。如果螺纹的中径公差带代号与顶径公差带代号不同,则应依次分别标注,前者表示中径公差带,后者表示顶径公差带。......
2023-06-25
测量螺纹的主要参数有螺距、大径、小径和中径的尺寸,常见的测量方法有单项测量法和综合测量法两种。由于螺纹的大径公差较大,一般只需用游标卡尺测量即可。①螺纹千分尺测量。三角形螺纹的中径可用螺纹千分尺测量,如图3-75所示。用三针测量外螺纹中径是一种比较精密的测量方法。这种方法效率高,使用方便,能较好地保证互换性,广泛应用于对标准螺纹或大批量生产螺纹时的测量。......
2023-06-29

螺纹术语是螺纹技术领域规定的统一用语。GB/T 14791—1993《螺纹术语》给出了螺纹各要素的术语定义,是制定各种螺纹参数标准的基础,也是正确理解螺纹技术内容的依据。......
2023-06-23
包络工具可在曲面上创建成形的基准曲线,并可使用这些成形的基准曲线模拟标签或螺纹,成形的基准曲线将保留原草绘曲线的长度。包络曲线与投影曲线有相似之处,同时也存在不同点:投影可以是任意曲面;而创建包络特征时,曲面必须是可展开的,即直纹曲面的某些类型。创建包络曲线的具体步骤如下:打开源文件第3章∣3-2-2.prt曲面文件,模型特征如图3-69所示。图3-71 草绘图形图3-72 包络曲线......
2023-06-19
相关推荐