需要紧固或拆卸螺钉时,螺钉旋具是必不可少的。螺钉旋具俗称螺丝刀、改锥或起子,常用的有一字形、十字形两大类。一字形螺钉旋具由手柄和旋杆组成。在选用一字形螺钉旋具时,应使其端部尺寸与螺钉槽相适应。在使用螺钉旋具时,还需要注意一字形螺钉旋具的端头长时间的使用后会出现凸形,此时应及时用砂轮磨平,以防止损坏螺槽。......
2023-06-22
1.锪孔与锪孔钻
用锪孔钻在孔口上加工出一定形状的孔和表面的操作,称为锪孔,如图9-81所示。
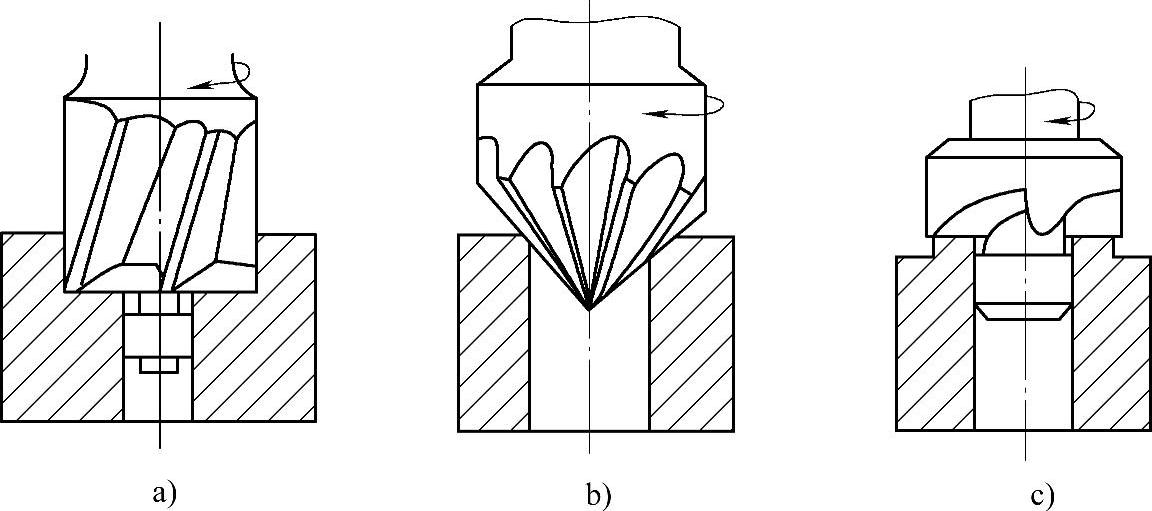
图9-81 锪孔
a)锪圆柱形沉孔 b)锪圆锥形沉孔 c)锪凸台面
锪孔的工具主要是锪孔钻。锪孔钻主要由以下几种。
(1)柱形锪钻 柱形锪钻(图9-82)用于锪圆柱形沉孔,主切削刃是端面刀刃,螺旋槽的斜角是它的前角γ=15°,后角α=8°。副切削刃是外圆柱面上的刀刃,起修光孔壁的作用。柱形锪钻前端有导柱,导柱直径与已有孔配合,使柱形锪钻具有良好的定心导向作用和导向性。
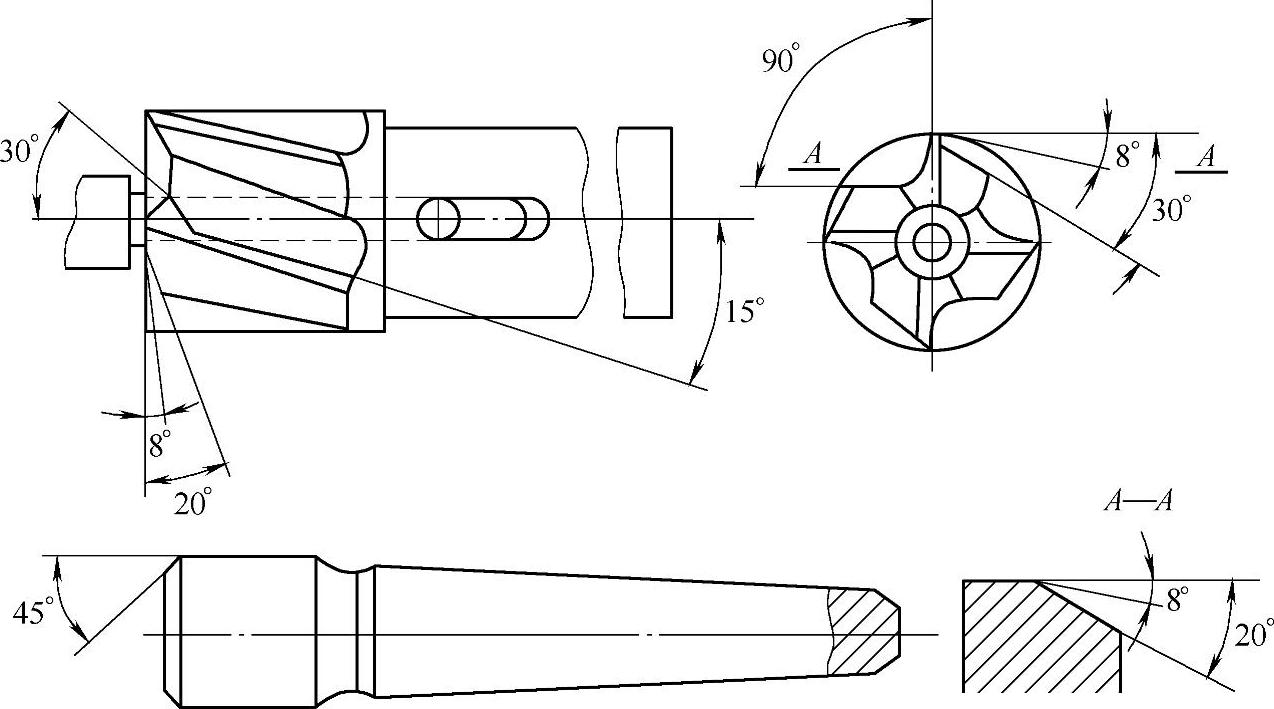
图9-82 柱形锪钻
(2)锥形锪钻 锥形锪钻(图9-83)用于锪圆锥形沉孔,锥角有60°、75°、90°和120°四种,其中90°的应用最多。锥形锪钻的直径在12~16mm之间,切削刃数为4~12个。锥形锪钻的前角γ=0°,后角α=6°~8°。锥形锪钻也可由麻花钻改制。

图9-83 锥形锪钻
(3)端面锪钻 端面锪钻用于锪凸台端面。简单的端面锪钻如图9-84所示,它的刀片由高速钢刀条磨成,并用螺钉紧固在导杆上。前角大小应根据加工材料而定,锪铸铁时,γ=5°~10°,锪钢材时,γ=15°~25°;后角一般为α=6°~8°。刀杆上的方孔要与刀杆轴线相垂直,刀片与方孔采用h6的间隙配合。刀杆导向部分与工件孔采用f7的间隙配合,起引导作用,保证锪出的端面与孔的轴线垂直。
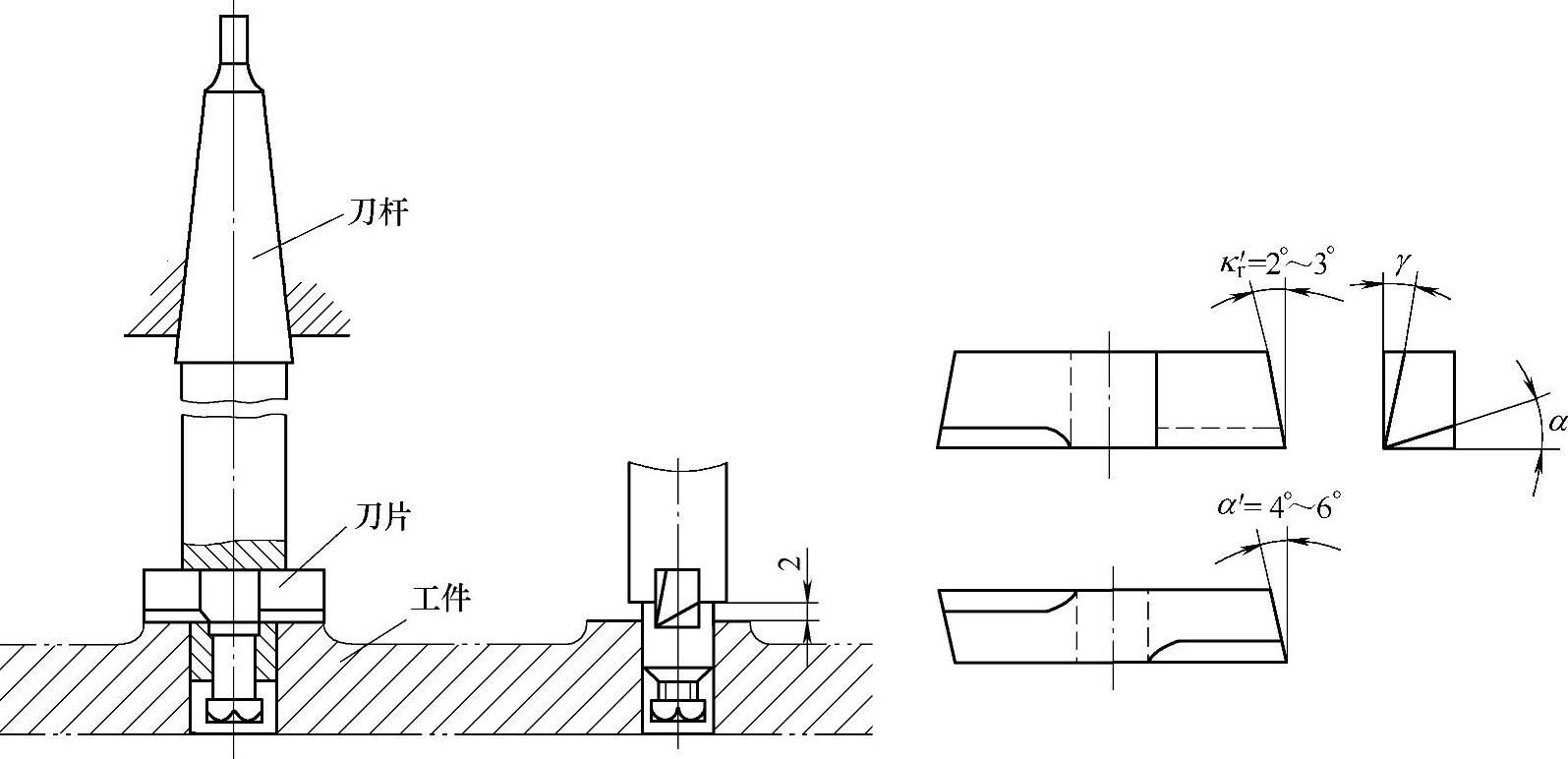
图9-84 端面锪钻
图9-85所示为多齿端面锪钻,刀杆与套式锪钻相配合,导杆上有槽,靠紧定螺钉带动锪钻旋转。
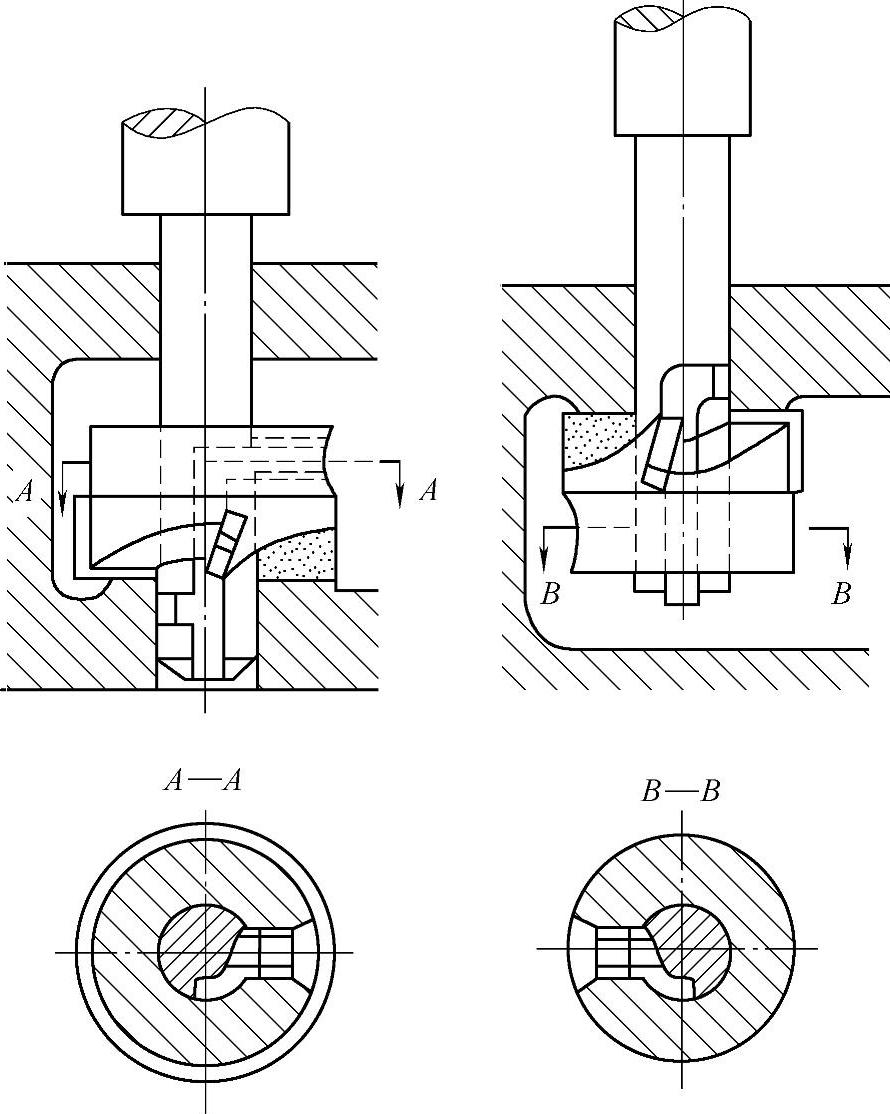
图9-85 多齿端面锪钻
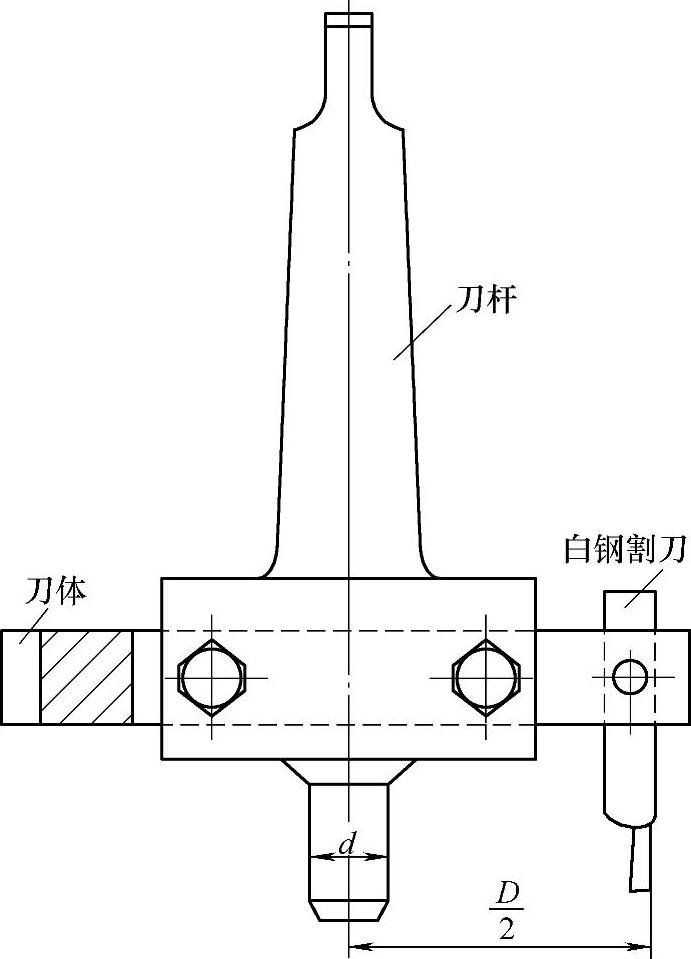
图9-86 锪大孔的套料工具
(4)薄板上锪大孔的套料工具 当薄板上需加工大直径的孔时,若将大直径的麻花钻磨成薄板钻,既费时,也很不经济。这时可以用一种套料工具,如图9-86所示。其刀杆可以在刀体方槽中做适当的调节移动,以达到所需的方孔直径。锪孔前,先在工件上钻出一个孔,刀体下部的定心圆柱与孔配合。锪孔开始,钻头转速要缓慢,进给量要小,工件应压紧,板料下面要垫空。将要钻透时,减低压力,使进给量变得相当小,或停止进刀,未切透部分用锤子敲下来,防止刀头陷进而折断或带动工件造成事故。
2.锪孔操作要点
1)锪孔时,进给量可大些,一般可为钻孔的2~3倍。而切削速度应比钻孔低,一般为钻孔的1/3~1/2。精锪时,往往利用钻床停车后主轴的惯性来锪孔,以减少振动。
2)若用麻花钻改制锪钻,则要尽量选用较短的钻头来磨,并注意修磨前角。减小前角,可防止扎刀和振动,选用较小后角,可防止产生多角形。
3)锪钢件时,因切削发热量大,应对导柱和切削表面进行冷却和润滑。
4)注意安全生产,确保刀杆和工件装夹可靠。
有关磨工技能认证考试辅导教程的文章

需要紧固或拆卸螺钉时,螺钉旋具是必不可少的。螺钉旋具俗称螺丝刀、改锥或起子,常用的有一字形、十字形两大类。一字形螺钉旋具由手柄和旋杆组成。在选用一字形螺钉旋具时,应使其端部尺寸与螺钉槽相适应。在使用螺钉旋具时,还需要注意一字形螺钉旋具的端头长时间的使用后会出现凸形,此时应及时用砂轮磨平,以防止损坏螺槽。......
2023-06-22

在低速切削时,刀具以硬质点磨损为主,宜选用以润滑性能为主的切削油;在较高速度下切削时,刀具主要是热磨损,要求切削液有良好的冷却性能,宜选用水溶液和乳化液。但应注意,因硫对铜有腐蚀作用,因此切削铜及其合金时不能选用含硫切削液。常用切削液的选用可参考表2-6。......
2023-06-29

鱼浮是钓者用以观察的信号,因此,鱼浮要醒目,分量轻灵敏度高。常用的鱼浮有散子浮、单子浮、红白筒浮等几种。一根鱼线可串七八粒左右。不要太多,穿多了易看花眼,辨不清是波浪带动的,还是鱼咬钩振动的,浮子过多,提杆时容易溅起水声把鱼吓跑。此种鱼浮多用于远距离甩钩。此外,因天气的变化,水深水浅等,鱼浮的动荡也会有不同的变化。......
2023-07-05
陡河水库管理处水费管理和使用始终作为财政预算外资金纳入唐山市财政统一管理,实行“收支两条线”、预算项目管理、政府采购制度、财政集中支付制度。处财务科认真执行收费管理、票据管理、资产管理等有关财务规定,接受市水务局财务处的管理,杜绝了截留资金等违纪现象,完成了财务收支工作目标。陡河水库管理处水费使用严格预算管理规定。陡河水库管理处历年收支情况见表4。......
2023-06-18

1)电感器的电感量、额定电流、外形尺寸根据电路的需要选择。3)应选分布电容小的蜂房式电感器或多层分段绕制的电感器。6)有屏蔽罩的电感器使用时一定要将屏蔽罩接地,达到隔离电场的作用,提高电感器的使用性能。7)在实际应用电感器时,为达到最佳效果,需要对电感器进行微调,对于有磁心的电感器,可通过调节磁心的位置,改变电感量。对于多层分段电感器,移动分段的相对距离就能达到微调的目的。......
2023-06-28

对于一般工业与民用建筑结构,可根据工作性质分别选用普通质量的钢材。荷载情况一般承受静力荷载的结构可选用价格较低的Q235钢。因此,厚度大的焊接结构应采用材质较好的钢材。由于Q235-A钢的含碳量不作为交货条件,因此不允许用于焊接结构。焊接承重结构以及重要的非焊接承重结构的钢材应具有冷弯试验的合格保证。表2-19 结构钢材选用表(续)......
2023-08-22
通常有以下几种:图5-3 过滤器的安装1)安装在泵的吸油口处。泵的吸油路上一般都安装有表面型过滤器,目的是滤去较大的杂质微粒以保护液压泵。此处安装过滤器的目的是用来滤除可能侵入阀类等元件的污染物,其过滤精度应为10~15μm,且能承受油路上的工作压力和冲击压力,压力降应小于0.35MPa,同时应安装安全阀以防过滤器堵塞,如图5-3b所示。这种安装起间接过滤作用。大型液压系统可专设一液压泵和过滤器组成独立过滤回路,如图5-3d所示。......
2023-06-15

相关推荐