唐代白瓷双龙柄尊洛阳东郊杨凹村出土高44.5厘米,腹部直径22.5厘米,底径10厘米。唐代双龙柄尊的龙形是整个造型中最显著的特征。河洛地区墓葬出土的双龙柄尊与河南巩县窑出土标本一致,说明巩县窑也是生产双龙柄尊的产地之一。这件白瓷双龙柄尊胎体细腻,釉面光滑,色泽雪白莹润,匠师们在烧造过程中,严格把握了原料的筛选、淘洗,成功降低了胎釉中的含铁量,是唐代白瓷双龙柄尊中的佼佼者。白瓷双龙柄尊局部放大图......
2023-11-29
1.钻孔概述
钻孔是用钻头在实体材料上加工出孔的一种机械加工方法。
钻孔时,钻头装在钻床上,工件固定不动,依靠钻头与工件之间的相对运动来完成钻削加工。钻孔时,钻头有两个运动:一是主运动,即钻头的旋转运动;二是进给运动,即钻头沿其轴线方向的直线运动。两种运动同时进行,钻头以螺旋运动进行钻孔。
钻削加工精度较低,尺寸精度只能达到IT10~IT11,表面粗糙度值Ra25~100μm,适用于孔的粗加工。
2.麻花钻的结构
(1)麻花钻的构造 麻花钻是在实体材料上钻孔的唯一工具。麻花钻一般由高速钢制成,淬火后硬度达到62~68HRC。麻花钻由柄部、颈部、工作部分组成,如图9-64所示。

图9-64 麻花钻
a)直柄钻头 b)锥柄钻头
柄部是钻头的夹持部分,用来传递钻孔时的转矩和轴向力,分直柄和锥柄两种。直柄用于直径小于13mm的钻头;锥柄可以传递较大转矩,用于直径大于13mm的钻头。
颈部是为磨制钻头时供砂轮退刀用的,其上刻有钻头的商标、规格和材料,以供选择和识别。
工作部分是钻头的主要部分,由切削部分和导向部分组成。切削部分主要起切削工件的作用,两条螺旋槽形成切削刃,并起排屑和输送切削液的作用,是钻头的前刀面。导向部分的作用是保证钻孔时的正确方向,同时承担修光孔壁的作用。导向部分有两条窄的螺旋形刃带,即为钻头的副后刀面。导向部分直径略有倒锥,直径尺寸向柄部逐渐缩小,这样既可引导钻削方向,又可以减少钻头与孔壁的摩擦。
(2)麻花钻头的切削角度 麻花钻头切削部分的结构如图9-65所示。其螺旋槽表面形成切削部分的前刀面;切削部分顶端的两个曲面为后刀面,它与工件的加工表面相对;钻头棱边又叫刃带,是钻头的副后刀面;前刀面与后刀面的交线是主切削刃;前刀面与副后刀面的交线即刃带边缘螺旋线为副切削刃;两个后刀面的交线称为横刃。所以麻花钻共有六个刀面、五个切削刃。

图9-65 麻花钻的角度
1)顶角2φ。顶角是两主切削刃在其平行平面M-M上的投影之间的夹角。
顶角的大小可根据加工条件由钻头刃磨时决定,标准麻花钻的顶角2φ=118°±2°,这时两切削刃呈直线。
顶角大小影响主切削刃轴向力的大小。顶角越小,轴向力越小,外缘处刃尖角ε增大,有利于散热和延长钻头寿命。但顶角减小后,在相同条件下,钻头所受的转矩增大,切屑变形加剧,排屑困难,影响切削液的注入。
2)螺旋角ω。螺旋角是刃带最外缘螺旋线展开成直线后与钻头轴线的夹角。在钻头不同半径处,螺旋角的大小不相等,自外缘向中心逐渐减小。标准麻花钻ω=18°~30°,直径越小,ω越小。
3)前角γ。前角是主切削刃上任一点的前刀面与基面在主截面上投影的夹角。前角的大小与螺旋角、顶角等有关,而影响最大的是螺旋角,螺旋角越大,前角也就越大。在整个主切削刃上,前角的大小是变化的,越靠近外缘处,前角越大(γ=25°~30°),靠近钻头中心D/3的范围内前角为负值。前角的大小决定着切削的难易程度和切屑在前刀面上的摩擦阻力的大小。前角越大越省力。但在钻削铜、铝等硬度较低、韧性较大的材料时,过大的前角易产生扎刀现象,反而会降低切削性能。
4)后角α。后角是在圆柱截面内,主切削刃上任一点的切削平面与后刀面之间的夹角。
主切削刃上各点的后角是不相等的,外缘处后角最小,越近中心则越大。钻心处后角α=20°~26°,横刃处后角α=30°~36°。
后角越小,钻头后刀面与工件切削表面间的摩擦越严重,切削强度越高。因此钻硬材料时,后角可适当小些,以保证切削刃强度;钻软材料时,后角可适当大一些,以使钻削省力。
5)横刃斜角ψ。横刃斜角是在垂直于钻头轴线的端面投影中,横刃和主切削刃所加的锐角。它的大小与后角的大小密切相关。后角大时,横刃斜角减小,横刃变长,轴向阻力增大,钻削时不易定心。标准麻花钻的横刃斜角ψ=50°~55°。
3.麻花钻头的修磨
(1)标准麻花钻头的缺点
1)横刃较长。横刃前角为负值,钻削时,横刃处于挤刮状态,产生很大的轴向力,使钻头容易发生抖动,定心不良。
2)主切削刃上各点的前角大小不一,从外缘处约+30°到靠近钻心处约-30°,外缘处前角过大,而里侧前角又过小,切削性能差,产生热量大,磨损严重。
3)钻头副后角为零,靠近切削部分的棱边与孔壁的摩擦比较严重。
4)主切削刃外缘处的刀尖角较小,前角较大,而此处切削速度最高,摩擦最剧烈,磨损极为严重。
5)主切削刃长,且全长参与切削,切屑宽,各点上切屑流向和速度相差很大,因而钻屑成螺旋卷,排屑不顺利,切削液也不易注入到切削刃部。
(2)标准麻花钻的修磨 由于标准麻花钻存在以上缺点,为改善性能,通常针对具体情况对麻花钻的切削部分进行修磨。修磨办法有如下几种。
1)修磨横刃。修磨横刃的方法其一是直接磨短横刃,使修磨后的横刃为原长度的1/5~1/3,可显著减小轴向抗力,提高钻头定心作用。其二是修磨前角,将钻心前刀面磨去一些,以增大横刃前角,减小挤刮现象。修磨横刃后形成内刃,内刃倾角τ=20°~30°,内刃前角γτ=-15°~0°。如图9-66所示。
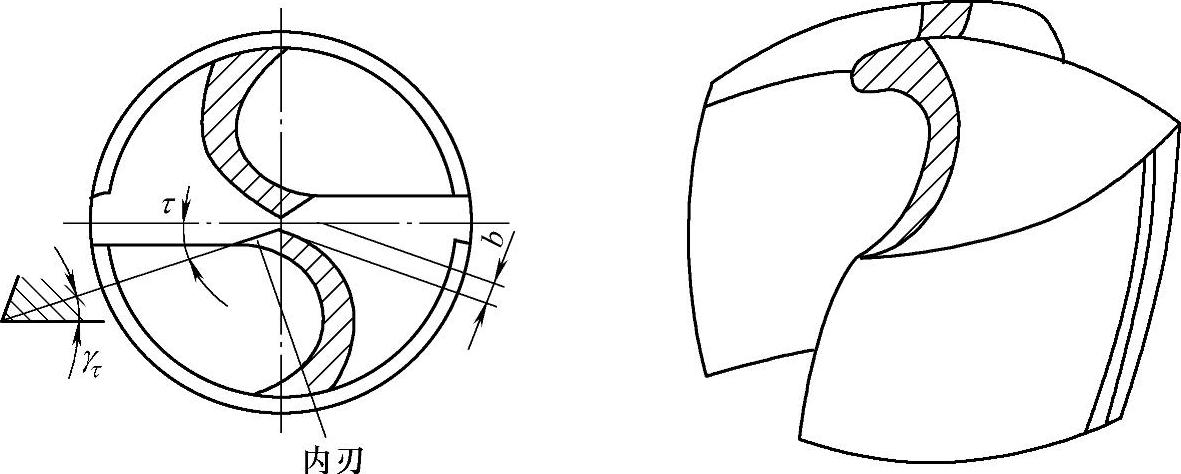
图9-66 修磨横刃
2)修磨主切削刃。修磨主切削刃的方法主要是修磨出第二顶角2ϕ0=70°~75°。在钻头外缘处磨出过渡刃(f0=0.2d),以增大外缘处的刀尖角,改善散热条件,增强主切削刃与棱边交角处耐磨性,延长钻头寿命,减少孔壁的残留面积,提高加工质量。如图9-67 所示。
3)修磨分屑槽.直径在15mm以上的钻头都可以磨出分屑槽。在两个后刀面上磨出几条相互错开的分屑槽,使切屑变窄,以利于排屑,可提高钻头的切削性能,使其易于加工钢料。如图9-68所示。
4)修磨棱边.在靠近主切削刃的一段棱边上,磨出5°~8°的副后角,如图9-69所示,并保留棱边宽度为原来的1/3~1/2,可减少钻头对孔壁的摩擦,延长钻头寿命。
4.钻头的刃磨
钻头切削刃磨钝或切削部分损坏后,必须进行刃磨,以恢复其正确的几何形状和切削能力。钻头刃磨在砂轮机上进行,砂轮磨料为刚玉,粒度号为46~80,砂轮硬度采用中软级,其粒度粗细与钻头直径相适应:大直径钻头用粗砂轮,小直径钻头用细沙轮。砂轮刃磨方法如下。
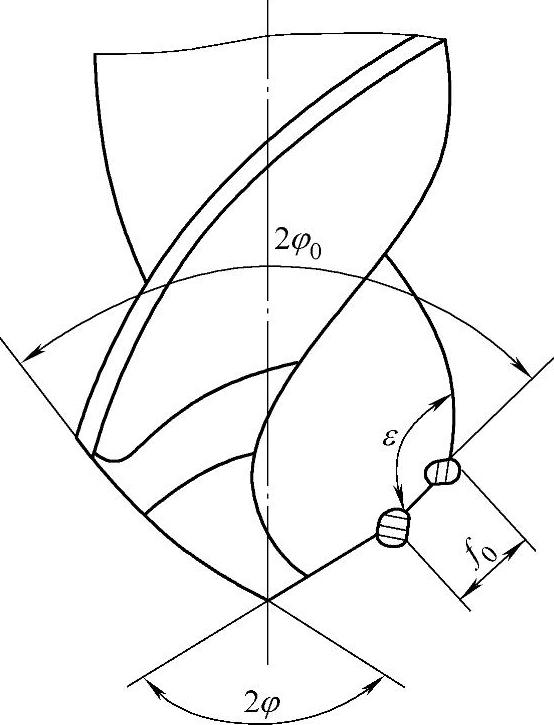
图9-67 修磨主切削刃
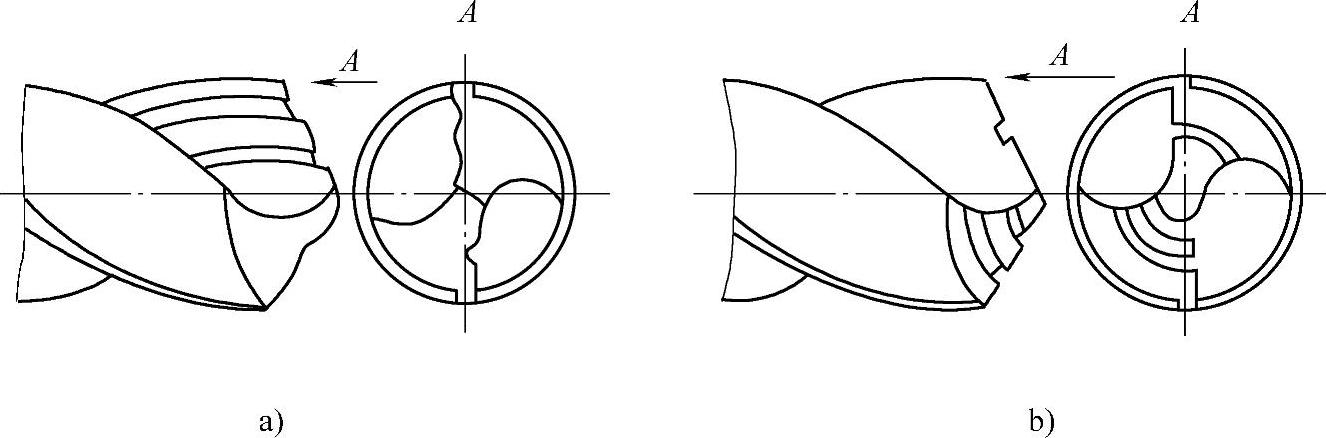
图9-68 修磨分屑槽
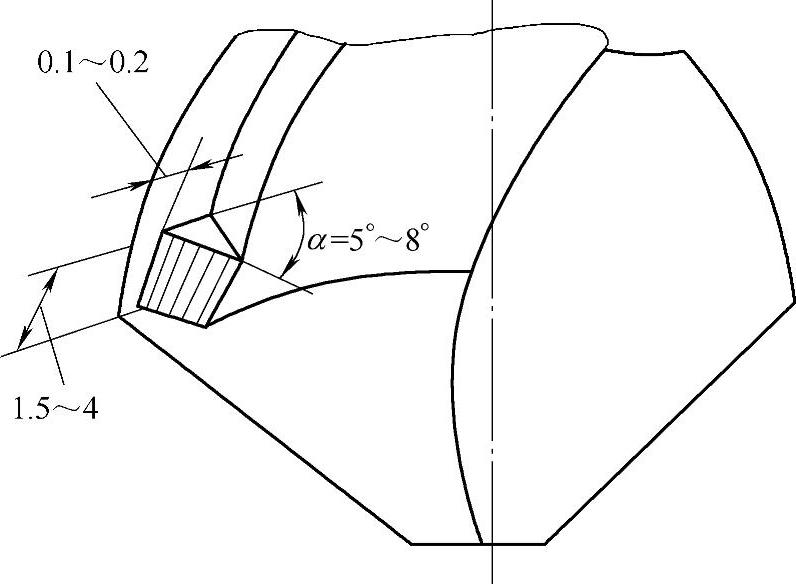
图9-69 修磨棱边

图9-70 修磨主切削刃
(1)修磨主切削刃 将主切削刃置于水平状态,钻头中心线和砂轮圆柱面母线在水平面内形成的夹角等于钻头顶角的一半。刃磨时,右手握住钻头的头部做定位支点,左手握住钻柄,将刃口平行接触砂轮面,逐渐刃磨。在刃磨过程中,将钻头沿轴线顺时针转动35°~40°,钻柄向下摆动约等于后角。如此反复进行2~3次,即可磨好一条切削刃,如图9-70所示。再反转180度,磨另一条主切削刃,此时应保持钻头只绕轴线转动,而不改变空间位置,这样即可磨出与轴线对称的顶角。钻头刃磨时压力不应过大,且经常蘸水冷却,防止因过热退火而降低硬度。

图9-71 修磨横刃
(2)修磨横刃 先使刀背接触砂轮,然后转动钻头磨至切削刃的前刀面,磨削量由大到小。同时控制内刃前角、内刃斜角和横刃宽度,如图9-71所示。修磨横刃的砂轮直径要小,砂轮圆角半径也应小一些,否则不易修磨好。
(3)修磨圆弧刃 修磨时,切削刃水平放置,刃磨在砂轮中心平面上进行。钻头中心线与砂轮中心平面的夹角就是圆弧刃后角αR,如图9-72所示。刃磨时,钻头不能上下摆动或平移,但可作微量移动。刃磨时应控制圆弧半径、内刃顶角、横刃斜角、外刃长度和钻头高五个参数。
5.钻床与钻夹头
(1)钻床 常用的钻床有台式钻床、立式钻床、摇臂钻床等。台式钻床一般用于钻直径13mm以下的孔。立式钻床一般用于钻中型工件上的孔,其钻孔最大直径有25mm、35mm、40mm、50mm等几种。摇臂钻床适用于在较重的大型工件上及多孔工件上钻孔,下面简要介绍摇臂钻床。

图9-72 修磨圆弧刃
摇臂钻床如图9-73所示,它主要由底座1、立柱4、变速箱3、摇臂2组成。钻孔时,通过移动钻轴对准工件进行钻孔。摇臂钻主轴变速箱3能在摇臂2上做大范围移动,而摇臂又能回转360°,所以摇臂钻能在很大范围内钻孔。工件不大时,可压紧在工作台上加工。若工作台上放不下,可将工作台吊走,把工件直接放在底座1上加工。根据工件高度的不同,摇臂2可在立柱4上上下移动。钻床主轴移到所需位置后,摇臂可用电动闸锁紧在立柱上,主轴箱也可用电动锁锁紧装置固定在摇臂上,这样加工时保证了主轴的稳定性。摇臂钻床主轴的转速范围及进给量范围很广,可进行钻孔、扩孔、锪孔、镗孔和攻螺纹等各种加工。
(2)装卡钻头工具
1)钻夹头。钻夹头用来装夹直径13mm以下的直柄钻头。如图9-74所示,夹头体1上部有一锥孔,用于紧配入夹头柄,而夹头另一端为莫氏锥柄,可装入钻床主轴锥孔内。钻夹头中的三个夹爪4用来夹紧直柄钻头。用小锥齿轮的钥匙3插入钻夹头体上的小孔,小锥齿轮带动夹头套2上的大锥齿轮,使压入夹头套2内的内螺纹5一起旋转,通过三个夹爪上部的牙齿,使三个夹爪推出或缩进,以夹紧或放松钻头。
2)钻头套。钻头套用来装夹带锥柄的钻头。一套钻头套有五个,如图9-75a示,使用时根据钻头锥柄的莫氏锥度的号数选用相应的钻头套。图9-75b所示为用楔铁拆卸钻头的方法。拆卸钻头时,应将楔铁圆弧的一边朝上,平面朝下,且退下钻头时,要用手把持住钻头,以免打楔铁时钻头落下损坏钻头。
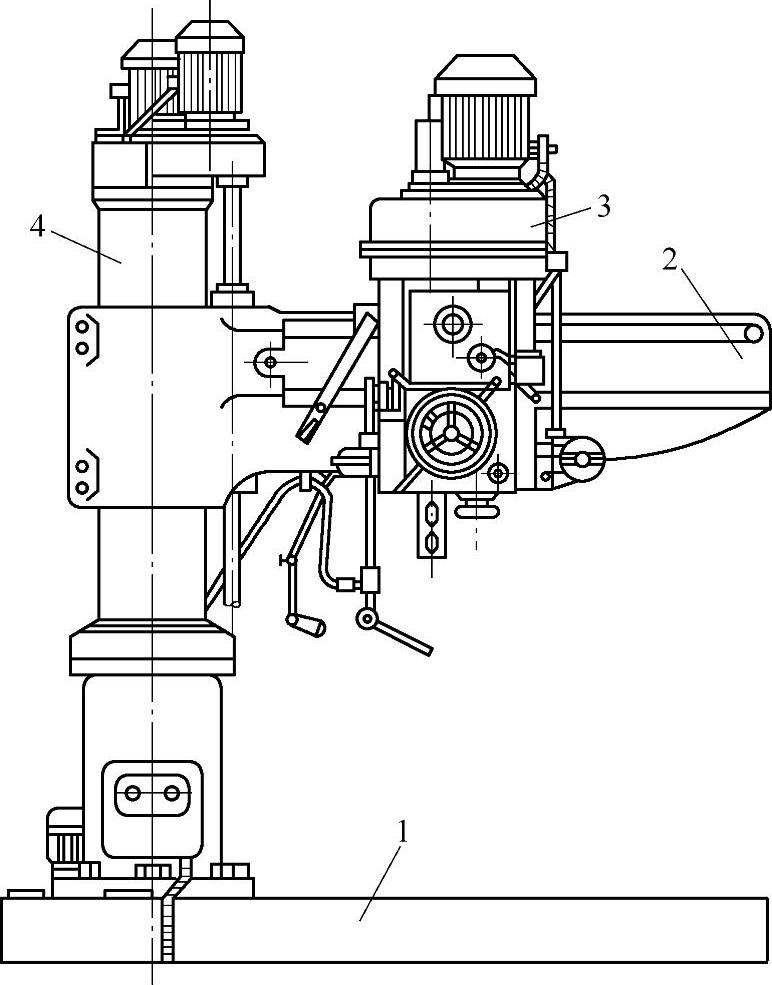
图9-73 摇臂钻床
1—底座 2—摇臂 3—变速箱 4—立柱
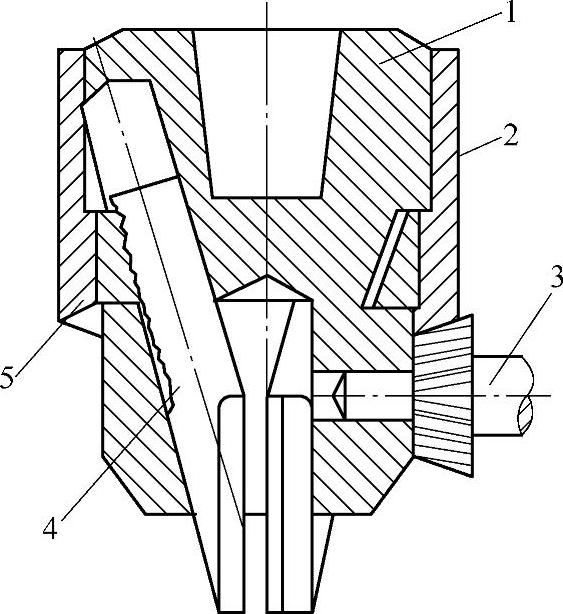
图9-74 钻夹头
1—夹头体 2—夹头套 3—钥匙
4—夹爪 5—内螺纹
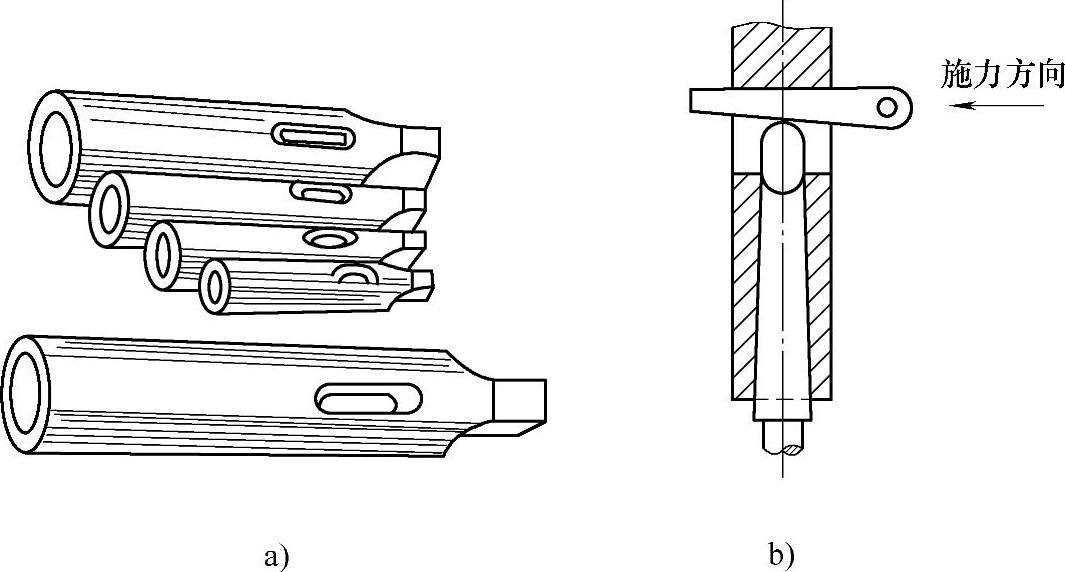
图9-75 钻头套和钻头的拆卸
a)钻头套 b)楔铁拆钻头
6.钻孔方法
(1)工件的夹持 工件在钻孔前必须夹紧,以防止钻孔时因工件移动而折断钻头或使钻孔位置偏移。工件的夹持方法要根据工件的大小和形状而定。
对于小型工件和薄板件钻孔时,可用钳工钳夹持,如图9-76a所示。
对于小而厚、形状规整的工件,可用平口钳夹持,如图9-76b所示。
在较长工件上钻小孔,可直接用手把持。为确保安全,在钻床工作台面上用螺钉靠住,如图9-76c所示。
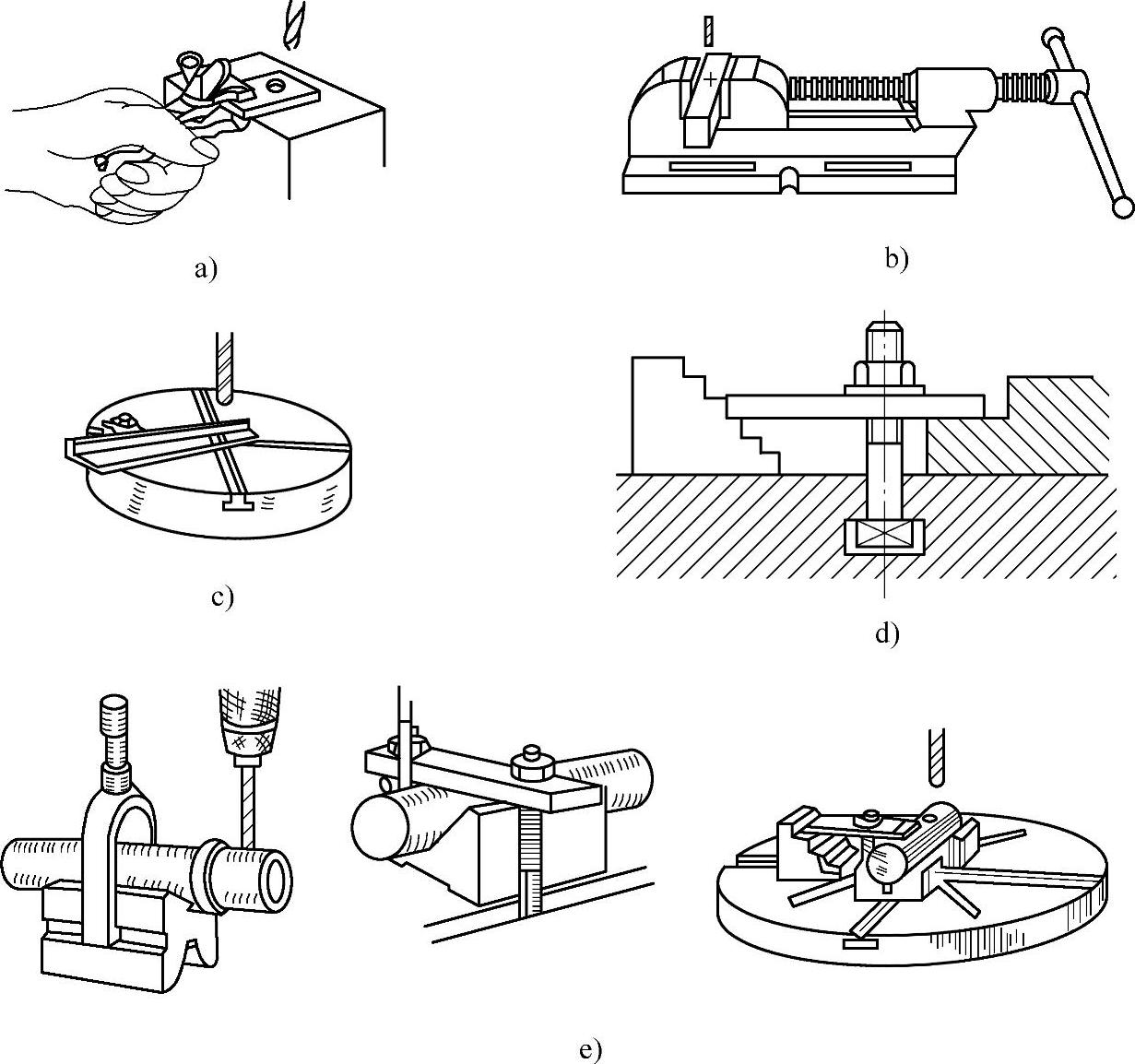
图9-76 钻孔时工件的夹持方法
对于较大的工件,钻孔直径在13mm以上时,可直接用压板、螺钉或垫铁将其固定在工作台面上,如图9-76d所示。
在圆柱形工件上钻孔时,为防止加工过程中工件转动,应把工件放在V形块上,然后再用压板压紧。如图9-76e所示。
(2)钻孔方法
1)一般工件的钻孔。
①划线。为保证所钻孔的位置精度,在钻孔前要进行划线。划线时不仅要画出孔的十字中心线,还要画出孔的圆周线(加工界线),然后在圆心处打一较大的样冲眼,以便钻孔时钻头横刃能落入样冲眼内,钻头不易偏离钻孔中心。
②试钻。起钻的位置是否准确,将直接影响到孔的位置精度,因此起钻时,一定要使钻头的钻尖对准孔的中心。通过在相互垂直的两个方向进行观察,确认对准后,然后试钻一浅坑,看钻出的锥坑与所划的钻孔圆周线是否同心。若同心,就可继续钻孔,否则要进行借正。
③借正。借正就是对偏斜的锥坑进行必要的纠正。方法是如果偏离较多,可用扁錾在需要多钻去的部位錾出几条槽,减少材料对钻头的阻力,如图9-77所示。如果偏离较少,可用样冲在需要去掉的部位冲眼纠偏,然后再进行试钻,直到完全校正为止。要注意的是,无论何种方法,都必须在锥坑外圆小于钻头直径之前完成。
在钻直径超过30mm的孔时,应分两次进行钻孔。先钻出直径为要求直径的50%~70%的孔,然后再按要求的直径扩孔。
2)在圆柱体工件上钻孔。如果在圆柱体工件上所钻的孔通过圆柱体的轴线并与轴线垂直,且对称度要求较高时,必须做一定心工具,如图9-78a所示。钻孔前,先将定心工具夹持在钻夹头内,用千分表找正其圆锥部分与钻床主轴间的同轴度,使其摆动量在0.01~0.02mm之间。下降钻轴,使定心工具的圆锥部分和V形块贴合,用压铁固定V形块。然后换上钻头,将工件置于V形块上,用直角尺或其他工具找正工件的钻孔位置,如图9-78b所示,使钻头对准钻孔中心后,压紧工件,即可进行试钻。
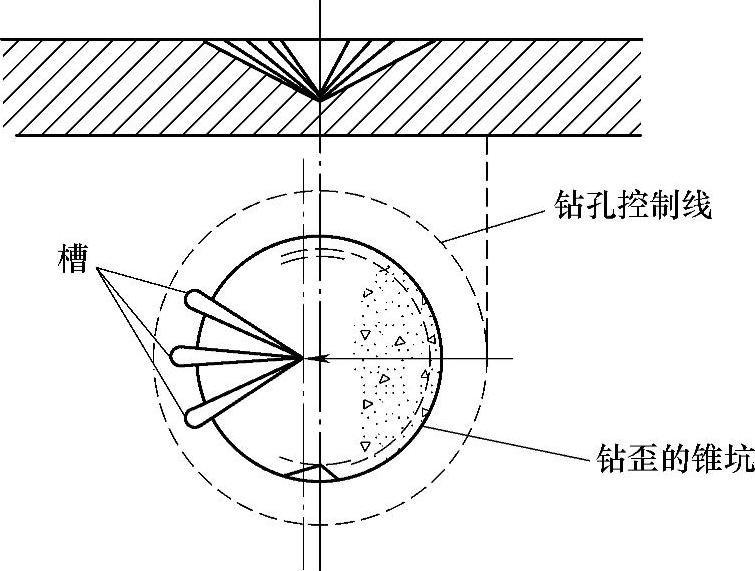
图9-77 纠正钻偏的方法
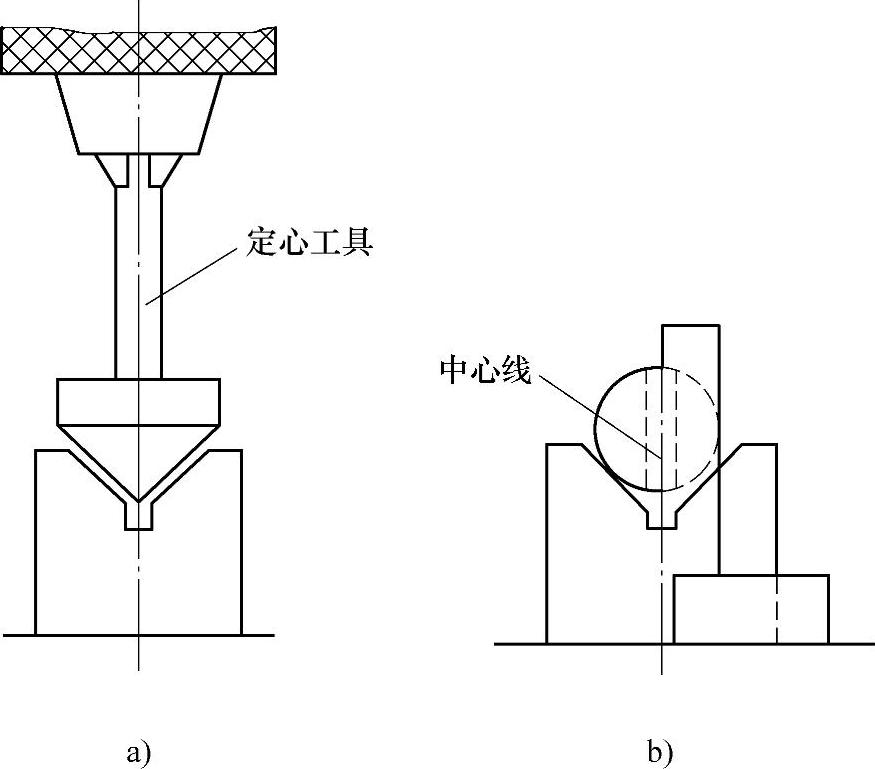
图9-78 在圆柱形工件上钻孔
钻孔时,试钻一浅坑,观察中心位置是否准确,如有偏差,往往是横刃过长,钻头不够锋利所致。可重新修磨横刃,适当减小顶角后,再进行试钻。
当对称度要求不太高时,可不用定心工具,直接用钻头尖对正V形块中心位置找正,然后用直角尺找正工件一端的中心线,进行试钻和钻孔。
3)钻半圆孔。钻半圆孔与一般钻孔不同,最好用半孔钻。半孔钻是将钻头的钻心修磨成凸凹形,以凹为主,突出两个外刃尖,使钻头的切削表面形成凸筋,限制了钻头的偏移,可以进行单边切削,适宜于低速手动进给。
对于需钻半圆孔的工件,还可采用把两件合起来一起钻(图9-79a)。若只钻一件时,可与另一块材料合并在一起,夹在台虎钳上进行钻孔(图9-79b)。
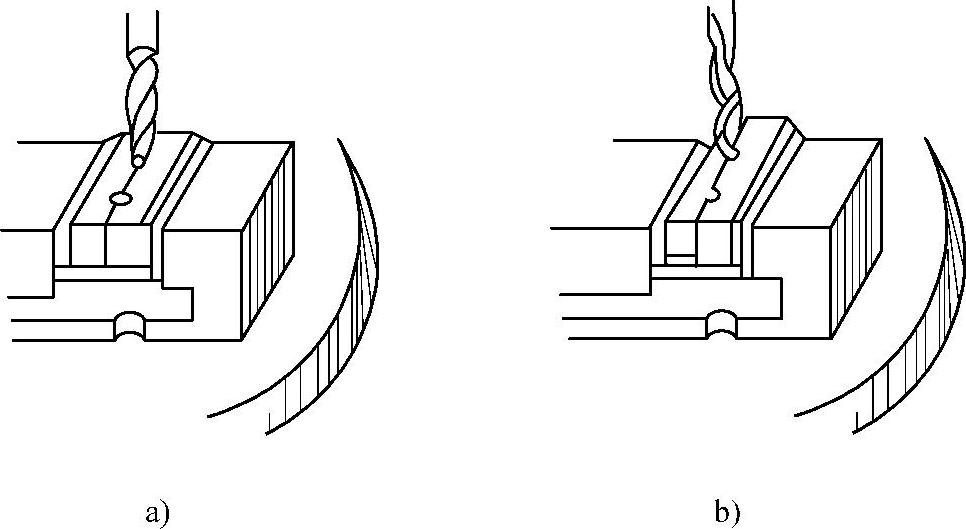
图9-79 钻半圆孔
有关磨工技能认证考试辅导教程的文章

唐代白瓷双龙柄尊洛阳东郊杨凹村出土高44.5厘米,腹部直径22.5厘米,底径10厘米。唐代双龙柄尊的龙形是整个造型中最显著的特征。河洛地区墓葬出土的双龙柄尊与河南巩县窑出土标本一致,说明巩县窑也是生产双龙柄尊的产地之一。这件白瓷双龙柄尊胎体细腻,釉面光滑,色泽雪白莹润,匠师们在烧造过程中,严格把握了原料的筛选、淘洗,成功降低了胎釉中的含铁量,是唐代白瓷双龙柄尊中的佼佼者。白瓷双龙柄尊局部放大图......
2023-11-29

图1-56 直齿锥齿轮与直齿圆柱齿轮相对应,直齿锥齿轮有分度圆锥、齿顶圆锥和齿根圆锥。一对直齿锥齿轮两轴线的交角称为轴交角,用Σ表示。因此直齿锥齿轮传动一般用于低速、轻载的场合。......
2023-06-25

绘制如图5-36所示的曲柄。第三图层命名为“中心线”,颜色设为红色,线型加载为CENTER,线宽为0.15mm,其余属性默认。图5-37 绘制中心线图5-38 偏移中心线4.将“粗实线”设置为当前图层,绘制同心圆。图5-39 绘制同心圆图5-40 绘制切线6.单击“修改”工具栏中的“偏移”按钮,将左边竖直中心线向右偏移12.8,将水平中心线分别向上向下偏移3,结果如图5-41所示。......
2023-11-02
表6-90 压入式模柄 (续)注:以上图表参考JB/T 7646.1—2008,为适应多工位级进模,有部分图表作相应的修改。为了防止模柄在上模座中旋转,可在螺纹的骑缝处加防转螺钉。表6-94 锥面压圈 表6-95 凹球面模柄 (续)注:SR1与凸球面垫块在摇摆旋转时吻合接触面不小于80%。......
2023-06-26

相关调查显示,在五种感觉中,视觉产生的感受比例为37%,居于首位。(一)视觉色彩的应用色彩作为无声的有力力量,能够潜移默化地影响人们的心理,不同的色彩搭配会传达出不同的情感思想。设计师为突出熊本县特色,在熊本熊身体上使用了熊本城的主色调黑色,并在两颊使用了萌系形象经常使用的腮红。全身大面积的黑色突出了脸颊上的腮红,将熊本熊的憨厚可爱形象放大,深受人们的喜爱。如今,在各大商场、服装上都能看到熊本熊形象。......
2023-08-13

说明:1)该模具为冲裁、成形等7个工位的级进模结构。送料机构中斜楔11与凸模固定板36用销钉连接。当上模下行时,斜楔压滚轮24带动送料架17及压料爪15后退,当碰到限位螺钉18时,送料架停止运动,此过程中压料爪15打滑。当上模上行时,斜楔离开滑轮、送料架17因拉簧20的作用左移,这时因斜楔已由拉簧13拉回原位,故前压料爪12打滑,而后压料爪却压紧料后左移一个步距,完成送料功能。......
2023-06-26

在各个范围之内通过形态仿生、功能仿生、色彩仿生、环境仿生等手段,表现出产品活泼的一面。仿生设计对多姿多彩的大自然的生物的仿造以及再重塑皆给予了极为繁多的精彩创设产品,令当代工业化设计可以更为容易地符合市场与消费的独立性需要,为市场与消费给予了众多丰富的选择。鹦鹉螺被认为是具体象征形上状态的仿生方式在产品内做出的应用呈现,比例美的普世法则,以此为原型的洗手盆。......
2023-06-15

单极直流输电系统中换流站出线端对地电位为正的称为正极,为负的称为负极。另外,当双极直流输电工程在单极运行时,还可以接成双导线并联大地回线方式运行[5]。这种方式的线路投资和运行费用均较单极大地回线方式的高。......
2023-06-29
相关推荐