1)直流耐压试验是用较高的直流电压来测量绝缘电阻,同时在升压过程中必须随时观察泄漏电流的变化。图8-1 直流耐压试验接线图4)试验必须分相进行,作某一相试验时,其余两相应接地。7)对发电机绝缘采用直流耐压试验并测量泄漏电流,可以发现某些交流耐压试验所不能发现的缺陷。直流耐压和交流耐压试验是发电机交接和预防性试验中的必做项目,由于两种方法各有独特的检验能力,因此两种方法不能互相代替。......
2023-06-27
用手锯把材料或工件切断或切槽的加工方法称为锯削。锯削是钳工的一项基本操作,也是零件加工、机器维修中不可缺少的一种手段。锯削主要用于锯断各种原材料或半成品、锯掉工件上多余的部分或在工件上开槽等。锯削的应用如图9-55所示。
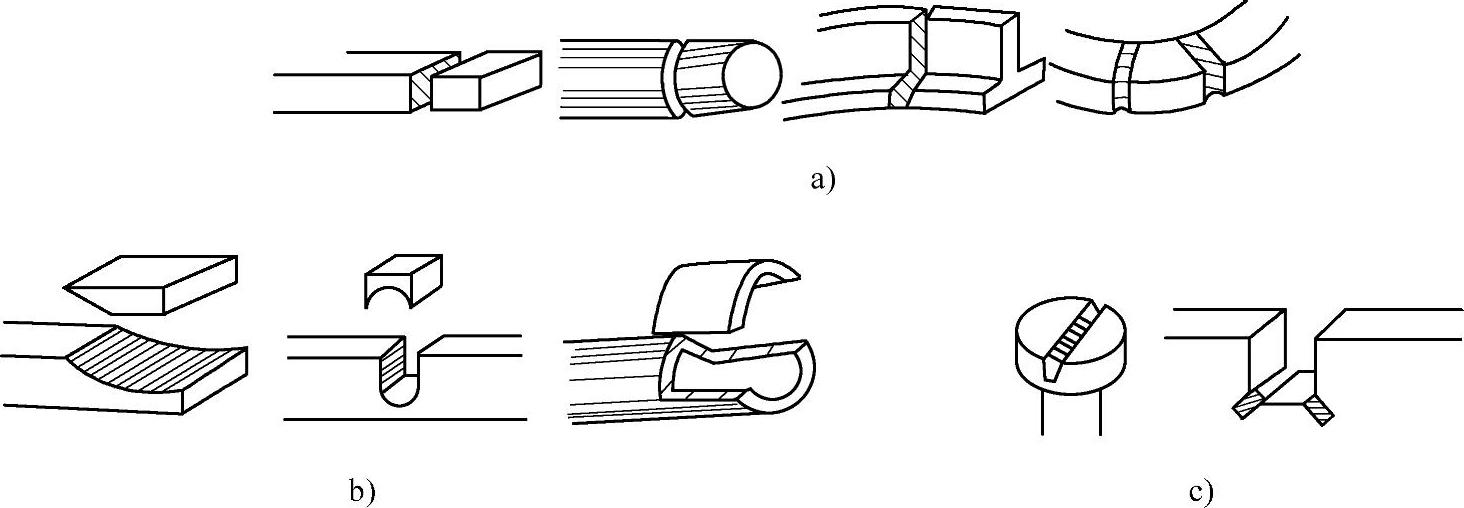
图9-55 锯削的应用
a)锯断原料或半成品 b)锯掉多余部分 c)工件上开槽
1.手锯
手锯是锯削的主要工具,由锯弓和锯条两部分组成。
(1)锯弓 锯弓的作用是用来安装和张紧锯条。根据其构造的不同,锯弓分为固定式和可调式两种,如图9-56所示。固定式锯弓只能安装一种长度规格的锯条;可调式锯弓的安装距离可以调整,适用于安装几种长度规格的锯条。
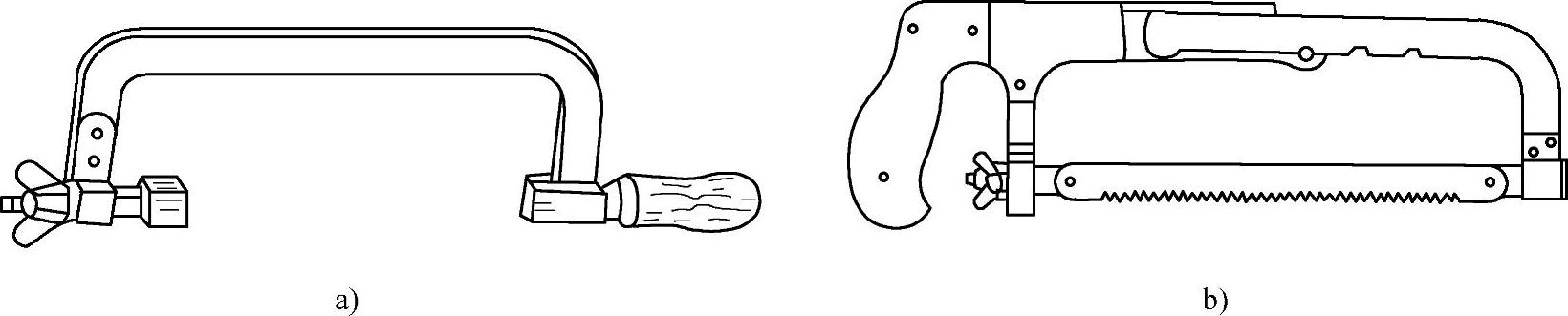
图9-56 锯弓
a)固定式 b)可调式
(2)锯条 锯条是手锯的切削部分。一般用低碳钢冷轧渗碳而成,经热处理淬硬。也有用碳素工具钢或合金钢制造。锯条的规格是以两端安装孔的中心距来表示,钳工常用的是300mm(12in)的一种。其宽度为10~25mm,厚度为0.6~1.25mm。
1)锯齿的切削角度。锯条单面有齿,是锯条的切削部分。锯齿相当于一排同样形状的錾子,每个齿都有切削作用,其切削角度为γ=0°,后角α=40°,楔角β=50°,如图9-57所示。
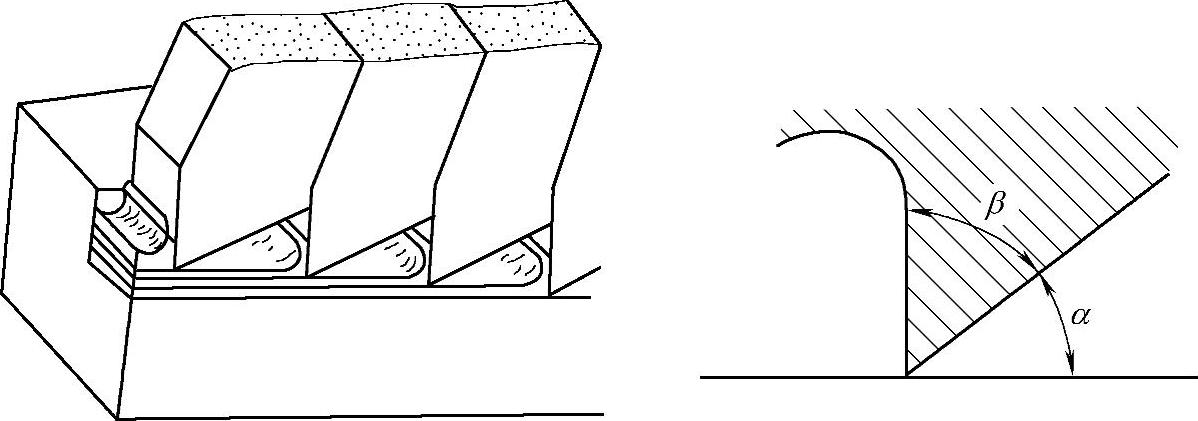
图9-57 锯齿的切削角度
2)锯路。制造锯条时,锯齿按一定规律左右错开,排成一定的形状,称为锯路。锯路分交叉形和波浪形两种,如图9-58所示。锯路的作用是使锯缝宽度大于锯条厚度,以防卡住锯条,且减少锯条的摩擦,便于排屑,同时减少锯条发热和磨损。
3)锯条的选择。锯齿的粗细用每25mm长度内齿的个数来表示。可分为粗齿(14~18齿)、中齿(22~24齿)和细齿(32齿)。
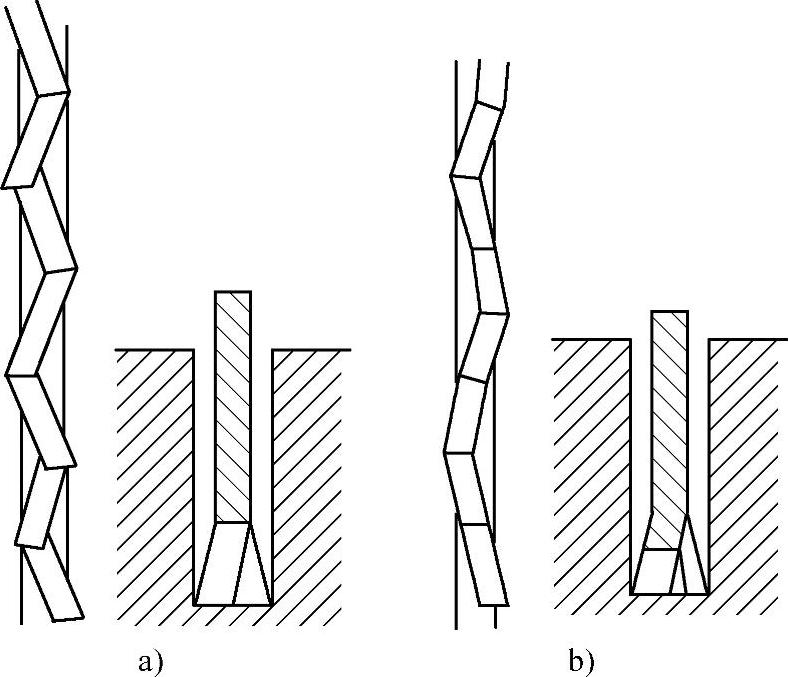
图9-58 锯路
a)交叉形 b)波浪形
锯齿粗细的选择应根据被加工材料的硬度和尺寸大小来决定。粗齿锯条适宜锯削软材料。因锯削软材料时,切屑较多,易堵塞卡死锯条。如铜、铝、铸铁、低碳钢等。细齿锯条适宜加工硬材料及管子或薄材料,因管子或薄板材料易钩住锯齿,使锯条折断。如高碳钢、合金钢、管材和薄材等。
4)锯条的安装。锯条两端都装有夹头,将锯条装在两端夹头的销子上,安装时锯齿的齿尖方向朝前,且不可装反。调节安装螺母使松紧程度适当,一般以大拇指和食指的扭力检查,有结实感而又不致过硬,锯条与锯弓在同一中心平面内,如图9-59所示。

图9-59 锯条的安装
a)正确 b)不正确
2.锯削操作
(1)握锯法 右手自然稳握锯弓手柄,左手轻扶在锯弓前端,压力不可过大,推力和压力由右手控制,左手协助右手扶正锯弓,如图9-60所示。

图9-60 握锯法
(2)锯削姿势 锯削时,站立位置与錾削相同。夹持工件的台虎钳以一拳一肘高度为宜。锯弓向前推进时,身体向前倾,与竖直方向约成10°角(图9-61a)。随着行程加大,身体逐渐前倾(图9-61b)。行程达2/3时,身体前倾约18°(图9-61c)。锯削最后1/3行程时,用手腕推进锯弓,身体向后退回到15°角位置(图9-61d)。回程时左手扶持锯弓不加力,锯弓稍提起一些,身体退回原位。

图9-61 锯削姿势
(3)起锯法 起锯时,用大拇指挡住锯条,将锯齿控制在加工线上,锯缝深达3mm以上时,将大拇指离开。常用的起锯法有远起锯和近起锯两种,如图9-62所示。起锯时起锯角度要小一些,一般不大于15°。
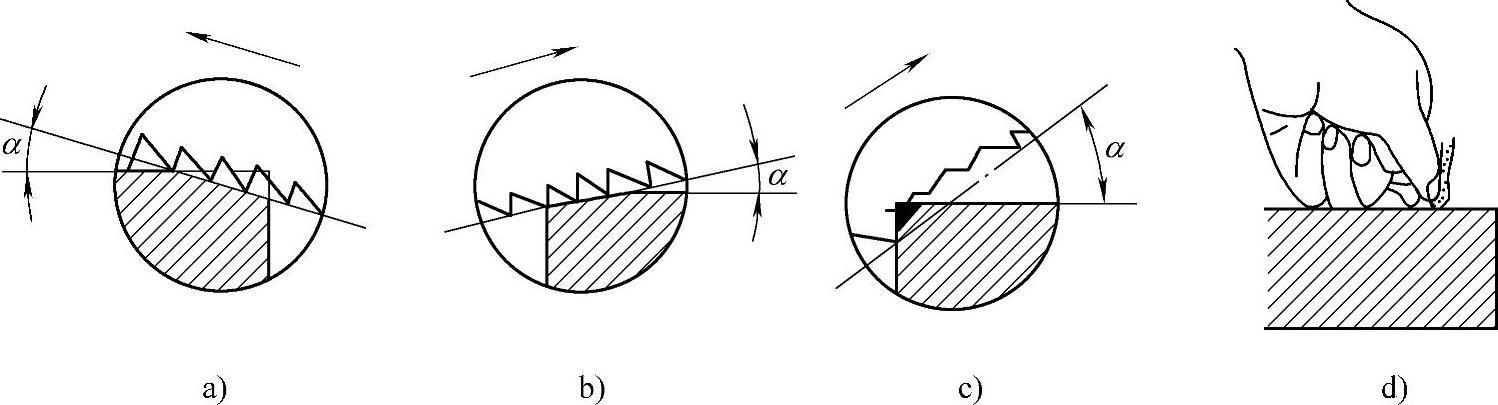
图9-62 起锯法
a)远起锯 b)近起锯 c)起锯角太大 d)用拇指挡锯条起锯
3.锯削实例
锯削生产图样如图9-63所示,要求锯削一钢管材料。
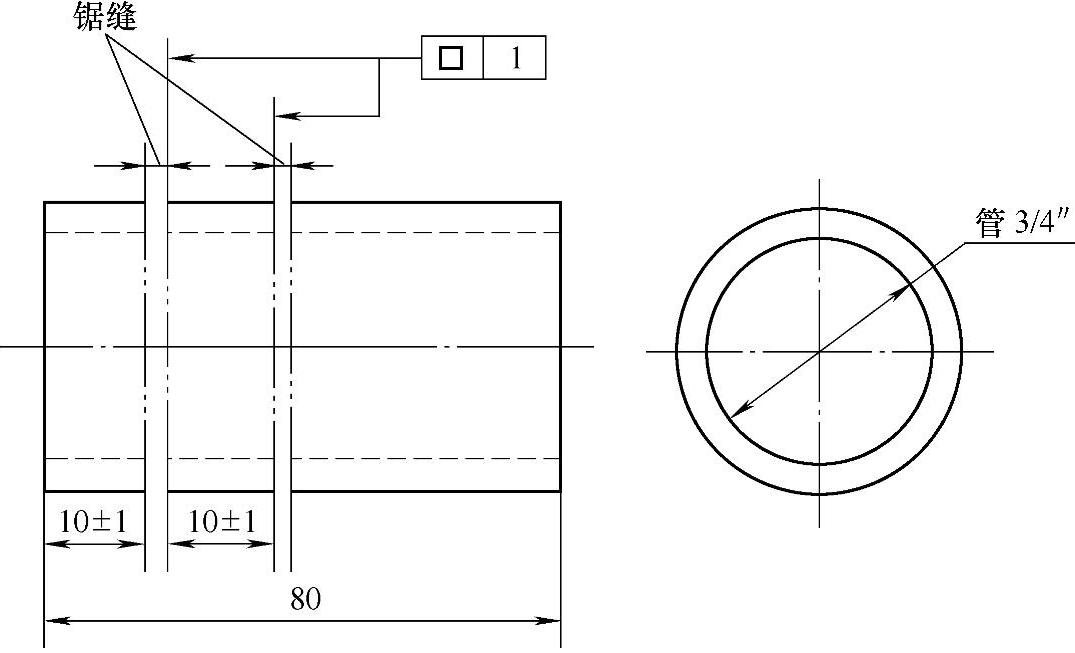
图9-63 钢管
(1)生产准备
1)工具和量具。手锯、细齿锯条数支、钢直尺、划针等。
2)辅助工具和材料。V形槽木垫、软钳口衬垫、涂料等。
3)备料:3/4″钢管,长度80mm。
(2)操作要点
1)使用带V形槽的木垫夹持管子,夹紧力应适当,以防管子被夹扁或表面出现凹痕。
2)锯削时,当锯条割到内壁时,应将管子转换一个角度。应不断转换角度,直到锯断为止。切不可一个方向将管子锯断,否则锯齿容易在管壁上勾住而崩断。
3)锯削时,应适当加注润滑液,以减少锯条因过热而磨损。
(3)操作步骤
1)在管子上按要求划线,然后将管子用V形槽木垫夹紧。
2)按划线锯削。
3)去除飞边,检查尺寸。
有关磨工技能认证考试辅导教程的文章

1)直流耐压试验是用较高的直流电压来测量绝缘电阻,同时在升压过程中必须随时观察泄漏电流的变化。图8-1 直流耐压试验接线图4)试验必须分相进行,作某一相试验时,其余两相应接地。7)对发电机绝缘采用直流耐压试验并测量泄漏电流,可以发现某些交流耐压试验所不能发现的缺陷。直流耐压和交流耐压试验是发电机交接和预防性试验中的必做项目,由于两种方法各有独特的检验能力,因此两种方法不能互相代替。......
2023-06-27

凡能补益正气,增强体质,以提高抗病能力,治疗虚证为主的药物,称为补虚药,亦称补养药或补益药。二是应根据虚证的不同类型选用相应的补虚药,并应充分重视人体气、血、阴、阳相互依存的关系。此外,还应注意顾护脾胃,适当配伍健脾消食药,以促进运化,使补虚药能充分发挥作用。......
2024-01-08

混凝土浇筑完毕后,应及时洒水养护,在一个相当长的时间内,应保持其适当的温度和足够的湿度,以造成混凝土良好的硬化条件。低塑性混凝土宜在浇筑完毕后立即喷雾养护,并及早开始洒水养护。对于冬季和夏季施工的混凝土,养护时间按设计要求进行。混凝土的养护通常以养护工艺分类。......
2023-06-29

随着轿厢继续下行,限速器轮槽与限速绳索之间产生摩擦力使限速绳被轧住,带动安全钳联动系统,将安全钳拉杆提起,安全钳楔块动作,轿厢被制动在导轨上。限速拉簧调节螺栓的拉力,可调节限速器的动作速度。当限速器动作后需要复位时,可以将轿厢慢速上行,限速轮反向旋转,棘爪与棘轮脱开,安全钳即可复位。......
2023-06-15

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29
当测定含有机物的水样中的无机元素时,需进行消解处理。消解水样的方法有湿式消解法、干式分解法和微波消解法等。(一)湿式消解法1.硝酸消解法对于较清洁的水样,可用硝酸消解。方法要点是:取适量水样于烧杯或锥形瓶中,加5~10mL浓硝酸,在电热板上加热,消解至大部分有机物被分解。已有多种商品化微波消解仪销售。......
2023-11-23

回火的主要目的是为了减少或消除淬火内应力,获得所需的组织,改善力学性能。与淬火马氏体相比,回火马氏体既保持了钢的高硬度、高强度和良好的耐磨性,又适当提高了韧性。习惯上将淬火与高温回火相结合的热处理方法称为调质处理。......
2023-06-24
吃奶酪前后1个小时左右不要吃水果,否则奶酪中的钙会和果酸发生反应,影响其吸收。服用单胺氧化酶抑制剂的人不宜吃奶酪。包装完好的奶酪可在冰箱内保存约1个月。加入蛋黄、香草粉拌匀,低筋面粉、奶酪粉过筛后和杏仁粉一起加入拌匀。奶酪切成小片,夹入切好的冻豆腐中,放入冰箱冷藏,食用时取出即可。......
2023-11-29
相关推荐