图7-1 电火花线切割加工原理图1.电火花线切割加工时电极丝和工件之间的脉冲放电电火花线切割时电极丝接脉冲电源的负极,工件接脉冲电源的正极。在电火花线切割加工时,为了获得比较好的表面质量和较高的尺寸精度,并保证电极丝不被烧断,应选择好相应的脉冲参数,并使工件和钼丝之间的放电必须是火花放电,而不是电弧放电。......
2023-06-26
电火花线切割加工(Wire Cut Electrical Discharge Machining,WEDM),在加工过程中使线状电极(钼丝或铜丝)和工件之间不断产生脉冲性火花放电,靠放电时局部、瞬时产生的高温把材料蚀除下来,故称为电火花线切割,简称线切割。
由于线切割加工可以切割高硬度的导电材料(如石墨、金刚石等)和形状极为复杂的零件或工艺品(如阿基米德螺旋线平面凸轮、太师椅、八角宝塔等),切割中几乎没有切削力,因而获得了广泛的应用。
数控线切割机床主要由机床本体、脉冲电源、数控系统、工作液循环系统和机床附件等几部分组成。
(1)机床本体 机床本体由床身、坐标工作台、走丝机构、丝架、工作液箱附件和夹具等几部分组成,图7-10所示为DK7740的机床本体。
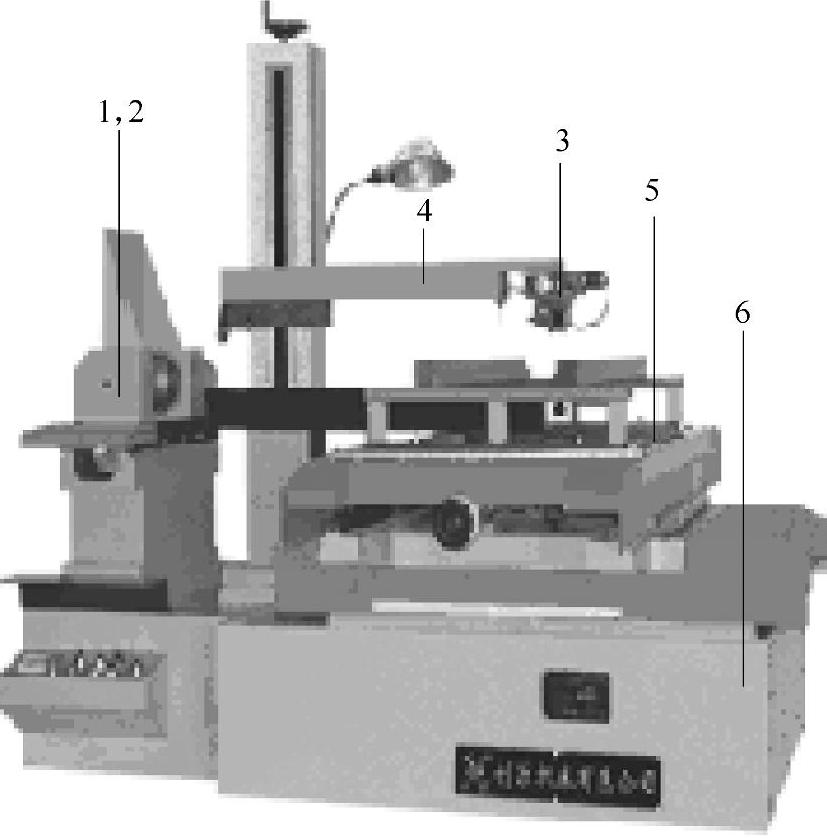
图7-10 DK7740的机床本体
1—电动机 2—储丝筒 3—导轮
4—丝架 5—坐标工作台 6—床身
(2)脉冲电源 脉冲电源是影响线切割加工工艺指标的关键。在一定条件下,加工工艺的好坏,主要取决于脉冲电源的性能。因此,要求用于线切割的脉冲电源具有如下性能:适当的脉冲峰值电流,其变化范围不宜太大,一般为15~35A;适当窄的脉冲宽度;尽量高的脉冲频率使电极丝呈低损耗的性能。目前,用于线切割机床的脉冲电源,一般采用晶体管开关元件,由晶体管、电阻、电容等元件组成高频电源。该电源具有体积小、重量轻、寿命长、电源电压和损耗小的特点。
(3)工作液循环系统 在线切割加工中,工作液对切割速度、表面粗糙度、加工精度等工艺指标影响很大。低速走丝线切割机床大多采用离子水为工作液,只有在特殊精加工时才采用绝缘性能较高的煤油。高速走丝线切割机床使用的工作液是专用的乳化液。
(4)控制系统 控制系统的主要作用是在电火花线切割加工过程中,按加工要求自动控制电极丝相对工件按一定轨迹运动;实现进给速度的自动控制,以维持正常的稳定切割加工。后者是根据放电间隙大小与放电状态自动控制的,使进给速度与工件材料的蚀除速度相平衡。
有关磨工技能认证考试辅导教程的文章

图7-1 电火花线切割加工原理图1.电火花线切割加工时电极丝和工件之间的脉冲放电电火花线切割时电极丝接脉冲电源的负极,工件接脉冲电源的正极。在电火花线切割加工时,为了获得比较好的表面质量和较高的尺寸精度,并保证电极丝不被烧断,应选择好相应的脉冲参数,并使工件和钼丝之间的放电必须是火花放电,而不是电弧放电。......
2023-06-26

数控机床的原理构成如图7-3所示,实物结构如图7-4所示。由于数控加工的特点,数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,以适应数控机床的加工要求和充分发挥数控机床的功能。计算机数控装置数控装置又称CNC单元,由信息的输入、处理和输出三个部分组成,是数控机床的核心。2)程序编制及程序载体数控程序是数控机床自动加工零件的工作指令。......
2023-06-23

随着工业的发展,数控加工中心将逐渐取代数控铣床,成为一种主要的加工机床。主轴是加工中心的关键部件,其结构优劣对加工中心的性能有很大的影响。控制系统 单台加工中心的数控部分是由CNC装置、可编程序控制器、伺服驱动装置以及电动机等部分组成。它们是加工中心执行顺序控制动作和完成加工过程的控制中心。加工中心普遍采用半闭环、闭环和混合环三种控制方式。有的加工中心不用机械手而利用主轴箱或刀库的移动来实现换刀。......
2023-06-28

卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。图1.1-4 全功能数控车床a)外形 b)刀架3.车削中心车削中心是在数控车床的基础上发展起来、可用于回转体零件表面铣削和孔加工的车铣复合加工机床,以卧式为常见。......
2023-06-25

经运算处理由数控装置发出各种控制信号,控制机床的动作,按图样要求的形状和尺寸自动地将零件加工出来。由上述数控机床的工作过程可知,数控机床的基本组成包括数控加工程序、数控装置、伺服驱动装置、机床主体和其他辅助装置。......
2023-06-28

影响数控机床导轨副精度的因素主要有导向精度、接触精度、表面粗糙度及导轨副硬度等。图5-5 导轨间的平行度误差接触精度为保证导轨副的接触刚度和运动精度,导轨副配合表面必须接触良好。对于刮研导轨,以导轨面每25mm×25mm面积内的接触斑点数作为接触精度等级的评定指标;对于磨削导轨,一般用接触面积大小作为评定指标。......
2023-06-23

相关推荐