数控车床品种繁多,规格不一。数控车床的布局大都采用机、电、液、气一体化布局,有全封闭或半封闭防护。数控车床的主轴、尾座等部件相对床身的布局与普通车床基本一致,而刀架和导轨的布局则发生了根本变化。图7-3 数控车床的布局a)平床身 b)倾斜床身 c)平床身斜滑板 d)立床身一般中小型数控车床采用倾斜床身或水平床身斜滑板结构。图7-4所示为一数控车床的外观图,图中标出了其基本组成。......
2023-06-28
数控加工中心是在数控铣床的基础上发展起来的,它和数控铣床有很多相似之处,但主要区别在于增加了刀库和自动换刀装置,是一种备有刀库并能自动更换刀具对工件进行多工序加工的数控机床。通过在刀库上安装不同用途的刀具,加工中心可在一次装夹中实现零件的铣、钻、镗、铰、攻螺纹等多工序加工。随着工业的发展,数控加工中心将逐渐取代数控铣床,成为一种主要的加工机床。数控加工中心有多种分类,最基本的有立式加工中心(图7-6和图7-7)和卧式加工中心(图7-8和图7-9)。
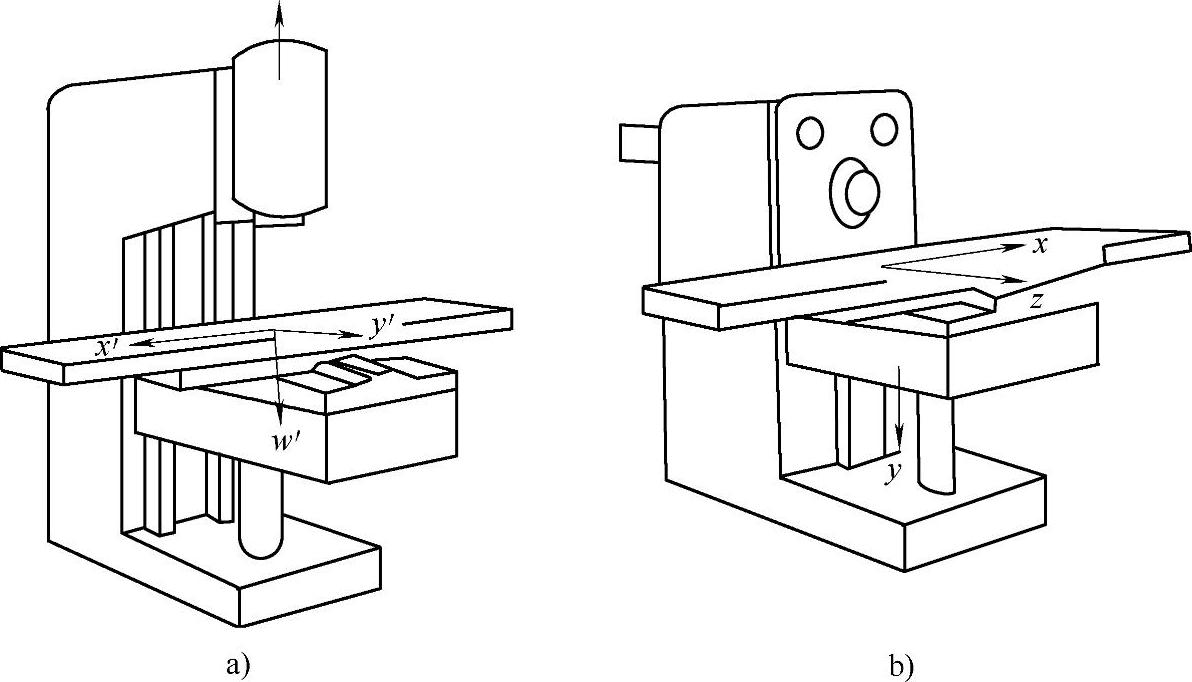
图7-5 数控铣床主轴布局形式简图
a)立式 b)卧式

图7-6 JCS-018立式镗铣加工中心外形图
5—立柱 6—数控柜 7—刀库 8—机械手
9—主轴箱 10—主轴 11—控制柜 12—操作面板
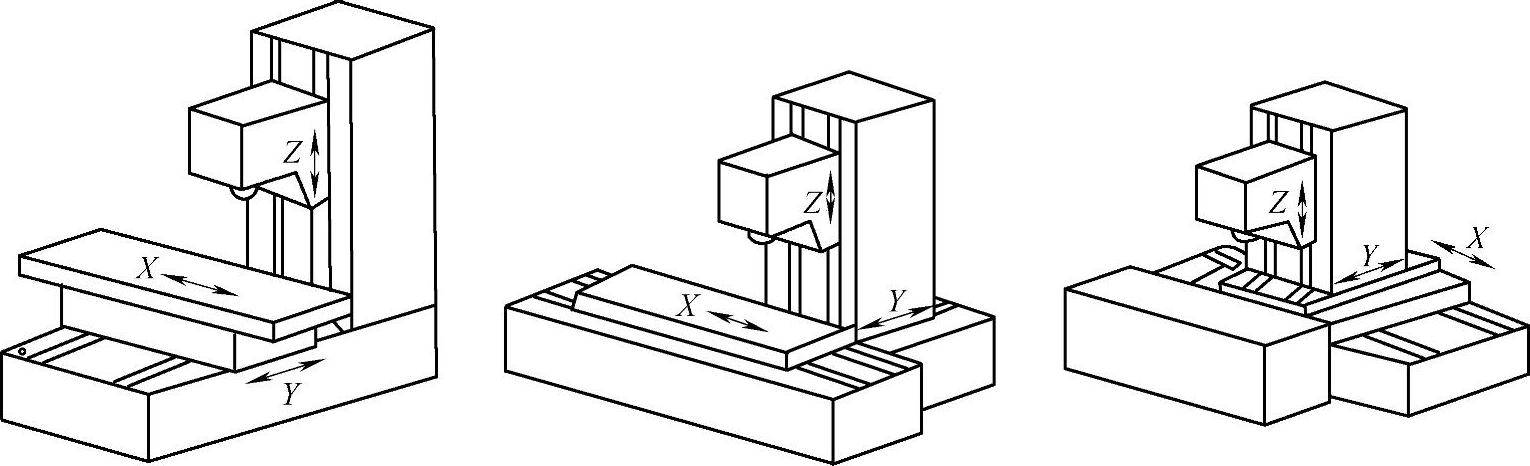
图7-7 立式加工中心布局
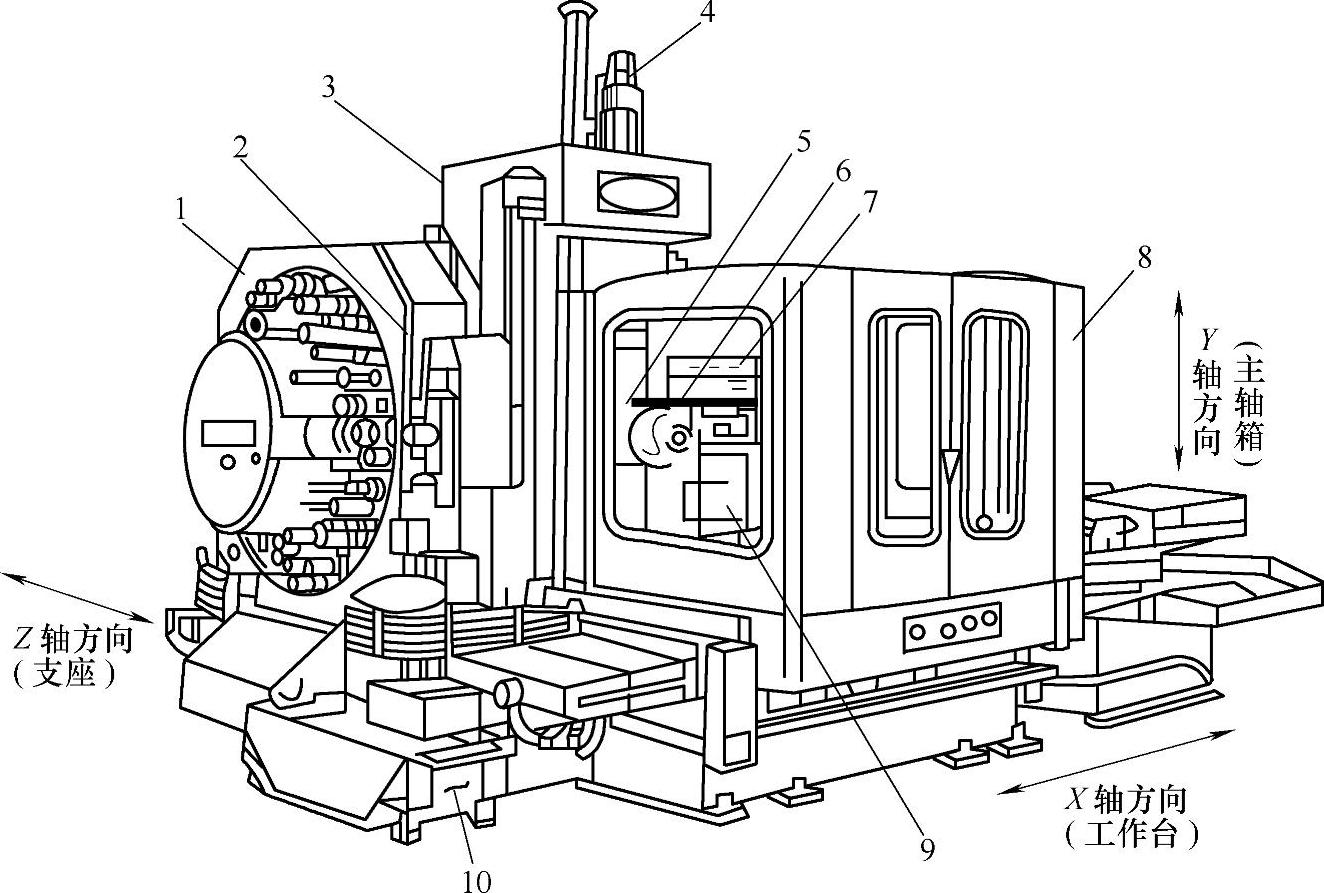
图7-8 卧式加工中心
1—刀库 2—换刀装置 3—支座 4—Y轴伺服电动机 5—主轴箱
6—主轴 7—数控装置 8—防溅挡板 9—回转工作台 10—切屑槽
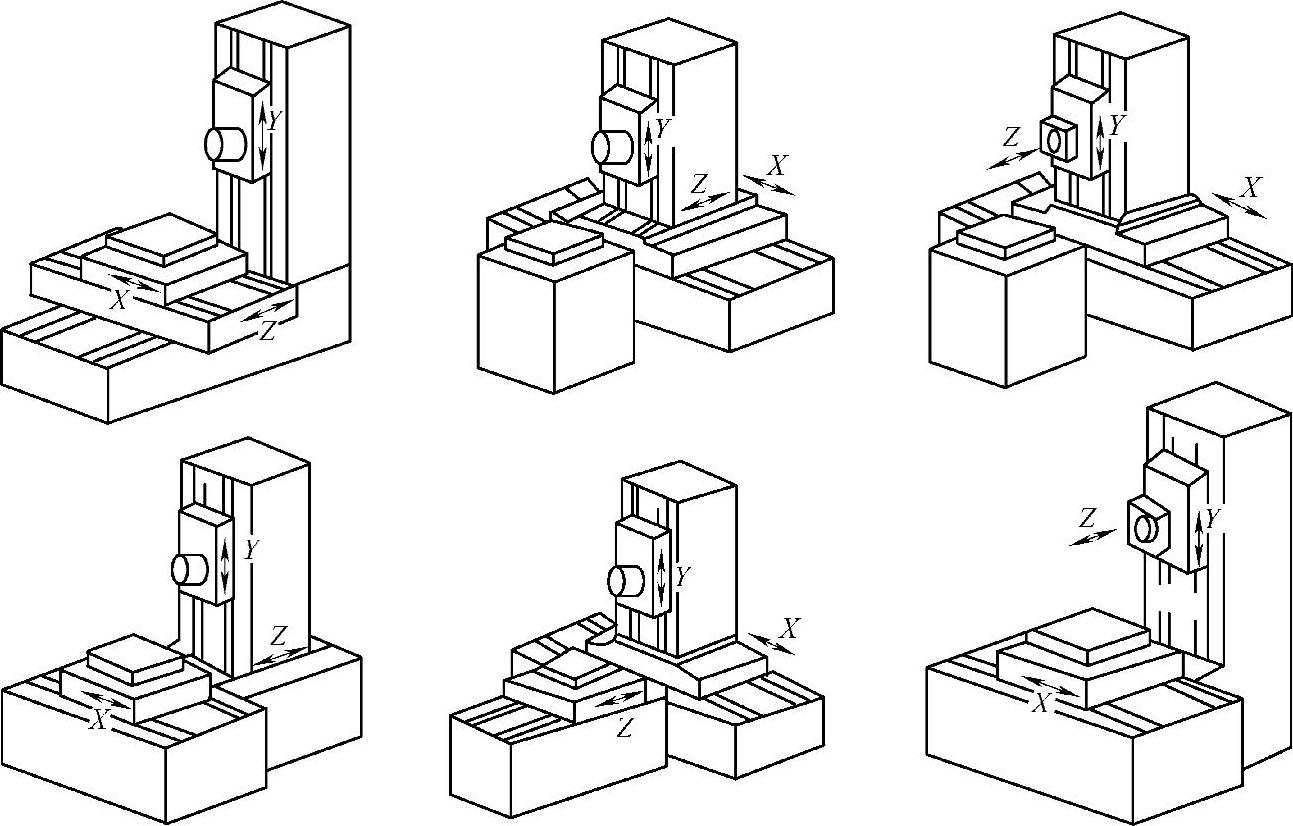
图7-9 卧式加工中心布局
自问世至今,世界各国出现了各种类型的加工中心,它们虽然外形结构各异,但从总体看来主要由以下各部分构成。
(1)基础部件 加工中心的基础部件由床身、立柱和工作台等大件组成,是加工中心的基础构件。它们可以是铸铁件,也可以是焊接钢结构件,均要承受加工中心的静载荷以及在加工时的切削载荷。基础部件必须刚度很高,它也是加工中心质量和体积最大的部件。
(2)主轴组件 主轴组件由主轴电动机、主轴箱、主轴和主轴支承等零部件组成。其起动、停止和转动等动作均由数控系统控制,并通过装在主轴上的刀具参与切削运动,是切削加工的功率输出部件。主轴是加工中心的关键部件,其结构优劣对加工中心的性能有很大的影响。
(3)控制系统 单台加工中心的数控部分是由CNC装置、可编程序控制器、伺服驱动装置以及电动机等部分组成。它们是加工中心执行顺序控制动作和完成加工过程的控制中心。
(4)伺服系统 伺服系统的作用是把来自数控装置的信号转换为机床移动部件的运动,其性能是决定机床的加工精度、表面质量和生产效率的主要因素之一。加工中心普遍采用半闭环、闭环和混合环三种控制方式。
(5)自动换刀装置 自动换刀装置由刀库、机械手和驱动机构等部件组成。刀库是存放加工过程所使用的全部刀具的装置。刀库有盘式、鼓式和链式等多种形式,容量从几把到几百把。当需换刀时,根据数控系统指令,由机械手(或通过别的方式)将刀具从刀库取出装入主轴中。机械手的结构根据刀库与主轴的相对位置及结构的不同有多种形式。有的加工中心不用机械手而利用主轴箱或刀库的移动来实现换刀。尽管换刀过程、选刀方式、刀库结构、机械手类型等各不相同,但都是在数控装置及可编程序控制器控制下,由电动机、液压或气动机构驱动刀库和机械手实现刀具的选择与交换。当机构中装入接触式传感器,还可实现对刀具和工件误差的测量。
(6)自动托盘更换系统 有的加工中心为进一步缩短非切削时间,配有两个自动交换工件托盘,一个安装在工作台上进行加工,另一个则位于工作台外进行装卸工件。当完成一个托盘上的工件加工后,便自动交换托盘,进行新零件的加工,这样可减少辅助时间,提高加工工效。
(7)辅助系统 辅助系统包括润滑、冷却、排屑、防护、液压和随机检测系统等。辅助系统虽不直接参加切削运动,但对加工中心的加工效率、加工精度和可靠性起到保障作用,因此也是加工中心不可缺少的部分。
有关磨工技能认证考试辅导教程的文章

数控车床品种繁多,规格不一。数控车床的布局大都采用机、电、液、气一体化布局,有全封闭或半封闭防护。数控车床的主轴、尾座等部件相对床身的布局与普通车床基本一致,而刀架和导轨的布局则发生了根本变化。图7-3 数控车床的布局a)平床身 b)倾斜床身 c)平床身斜滑板 d)立床身一般中小型数控车床采用倾斜床身或水平床身斜滑板结构。图7-4所示为一数控车床的外观图,图中标出了其基本组成。......
2023-06-28
数控线切割机床主要由机床本体、脉冲电源、数控系统、工作液循环系统和机床附件等几部分组成。目前,用于线切割机床的脉冲电源,一般采用晶体管开关元件,由晶体管、电阻、电容等元件组成高频电源。高速走丝线切割机床使用的工作液是专用的乳化液。控制系统 控制系统的主要作用是在电火花线切割加工过程中,按加工要求自动控制电极丝相对工件按一定轨迹运动;实现进给速度的自动控制,以维持正常的稳定切割加工。......
2023-06-28

在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28

过高的精度及较小的表面粗糙度要求会使工艺过程复杂、加工困难、成本提高。虽然数控机床精度很高,但对一些特殊情况,例如过薄的底板与肋板,因为加工时产生的切削拉力及薄板的弹性退让极易产生切削面的振动,使薄板厚度尺寸公差难以保证,其表面粗糙度也将增大。因此,除板料外,不论是锻件、铸件还是型材,只要准备采用数控加工,其加工面均应有较充分的余量。......
2023-06-29

车削加工的工艺特点就是工件旋转做主运动,车刀作进给运动。2)使用90°左偏刀从外向中心进给车削平面,适用于加工尺寸较小的平面或一般的台阶端面。数控加工工艺是不能与常规加工截然分开的。这就要求数控工艺员要具备良好而全面的工艺知识。在实施数控加工之前,应先使用常规的切削工艺,把加工余量减到尽可能小。这样做既可以缩短数控加工时间,降低加工成本,同时又可以保证加工的质量。......
2023-06-26

应根据数控机床的加工能力、工件材料的性能、加工工序的内容、切削用量及其他相关因素,合理选择刀具类型、结构、几何参数等。另外,数控铣床主轴转速比普通铣床高1~2 倍,且主轴输出功率大,因此与传统加工方法相比,数控铣床加工对刀具的要求更高;不仅要求精度高、强度大、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并合理选择刀具结构、几何参数。......
2023-06-29

数控机床的原理构成如图7-3所示,实物结构如图7-4所示。由于数控加工的特点,数控机床在整体布局、外观造型、传动系统、刀具系统的结构以及操作机构等方面都已发生了很大的变化,以适应数控机床的加工要求和充分发挥数控机床的功能。计算机数控装置数控装置又称CNC单元,由信息的输入、处理和输出三个部分组成,是数控机床的核心。2)程序编制及程序载体数控程序是数控机床自动加工零件的工作指令。......
2023-06-23

图1.2-2 数控机床的一般组成1)程序编制:根据被加工零件的图样与工艺方案,用规定的代码和程序格式,将刀具的移动轨迹、加工工艺过程、工艺参数、切削用量等编写成CNC能够识别的指令。CNC根据加工程序的要求,将坐标轴的运动量,微分为ΔX、ΔY等的微小运动,这一微小运动量称为CNC的插补单位。......
2023-06-25
相关推荐