为了防止立式液压缸缸体或活塞或垂直运动的工作部件由于自重下落或超速下落而设置的油路称为平衡回路。图6.27用顺序阀的平衡回路图6.28用平衡阀的平衡回路图6.28是用远控平衡阀实现的双向平衡回路。因液压缸活塞所带动的负载在运动过程中性质发生变化,为使变化的负载运动平稳,在液压缸两腔均设置一个远控平衡阀,构成双向平衡回路。图6.29用液控单向阀的平衡回路图6.30用液控单向阀的双向锁紧回路......
2025-09-29
1.砂轮的平衡
(1)砂轮不平衡的原因 引起砂轮不平衡的原因主要有以下两方面:
1)砂轮的制造误差。由砂轮组织不均匀,砂轮内、外轴线不同轴和端面歪斜等原因所致。按国家标准GB/T 2492—2003《普通磨具 交付砂轮允许的不平衡量 测量》规定,砂轮制造厂应对新砂轮作静平衡检验。
2)砂轮在法兰盘上安装产生不平衡量。
(2)静平衡使用的工具 手工操作的静平衡,须使用平衡架、水平仪、平衡心轴和平衡块等工具。
1)平衡架。常用的平衡架有圆棒导柱式和圆盘式两种。图6-8所示为圆棒导柱式平衡架,主要由支架2和导柱1组成。导柱为静平衡心轴滚动的导轨面,对导柱的表面素线的直线度和两导柱的平行度都有较高的精度要求。
2)水平仪。常用的水平仪有框式水平仪(图6-9a)和条形水平仪(图6-9b)两种。水平仪由框架1和水准器2组成。水准器外表采用硬玻璃制成,在其内部盛有液体,留有一个气泡,当测量面倾斜时,气泡偏向高的一侧。常用水平仪的分度值为0.02mm/1000mm,即相当于倾斜4"。水平仪用于调整平衡架导柱面的水平位置。
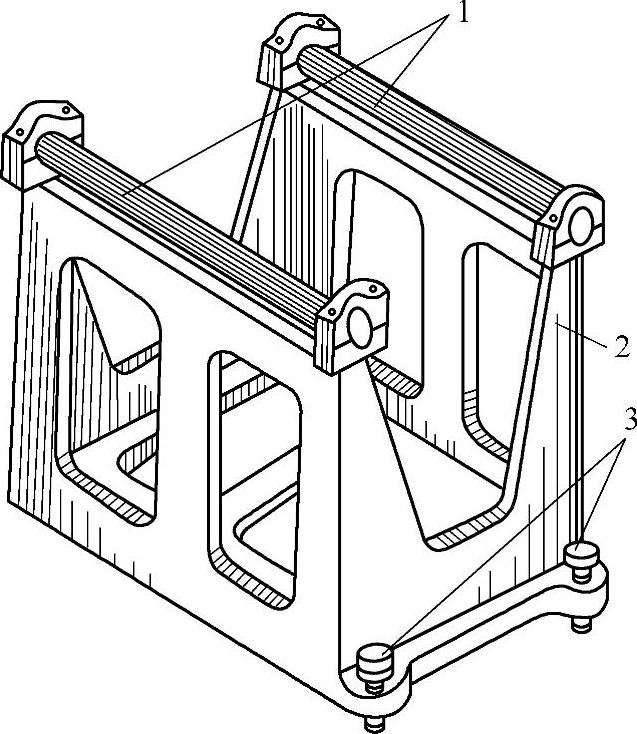
图6-8 圆棒导柱式平衡架
1—导柱 2—支架 3—螺钉
3)平衡心轴。平衡心轴(图6-10)由心轴1、垫圈2和螺母3组成。心轴两端的等直径圆柱面作为平衡时滚动的轴心,故对其同轴度有较高的要求。心轴的外锥面与砂轮法兰锥孔相配合,要求有80%以上的接触面。
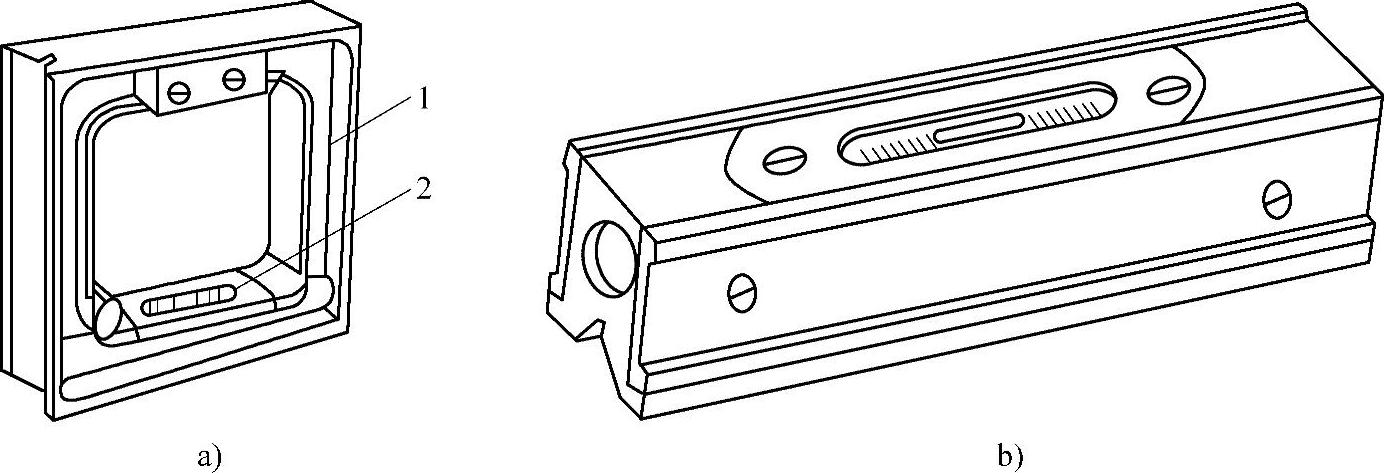
图6-9 水平仪
a)框式水平仪 b)条形水平仪
1一框架 2一水准器

图6-10 平衡心轴
1—心轴 2—垫圈 3—螺母
4)平衡块。根据砂轮大小的不同,可配以不同的平衡块。图6-11所示平衡块安装在法兰盘的环形槽内,按平衡需要可安置若干个平衡块,不断调整平衡块在圆周上的位置,即可达到平衡目的。砂轮平衡后需将平衡块上的螺钉拧紧,以防发生移动。
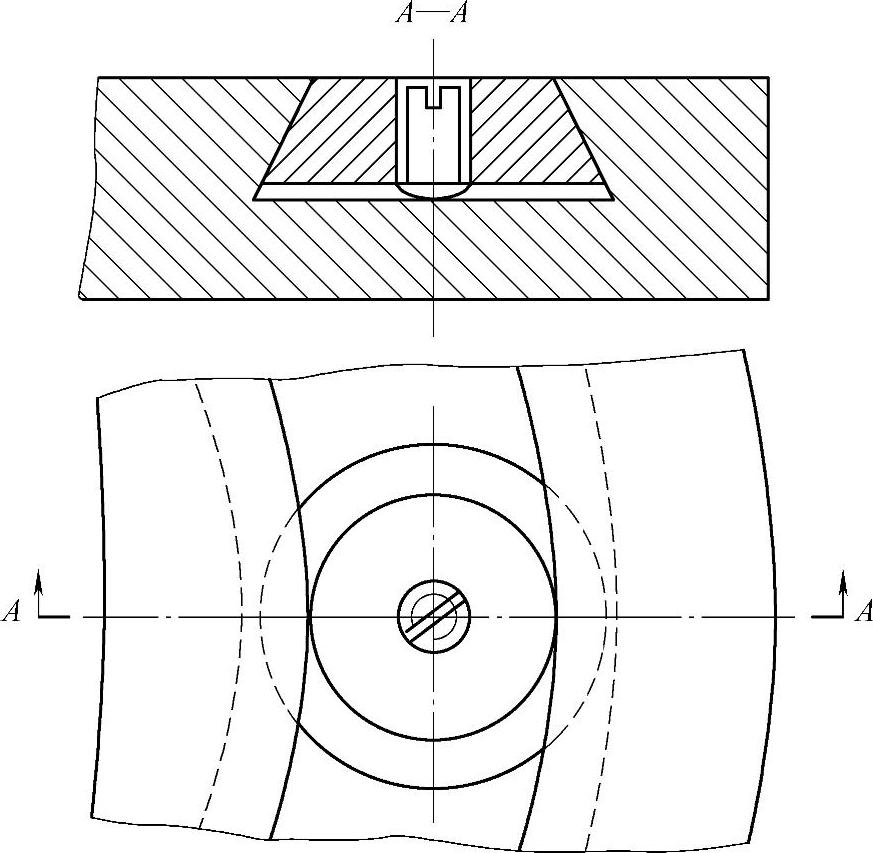
图6-11 平衡块
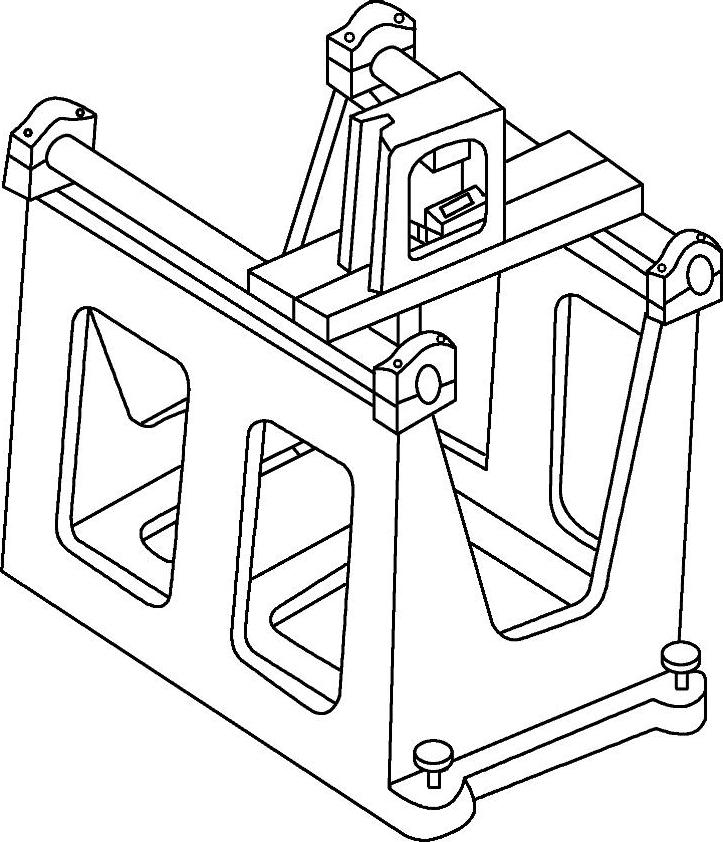
图6-12 调整平衡架横向位置
2.静平衡的方法及要求
平衡前,用水平仪调整平衡架导柱面至水平面。图6-12所示为平衡架横向位置调整,图6-13所示为平衡架纵向位置调整,应使水平仪气泡偏移在一格以内。将平衡心轴连同砂轮放在平衡架的圆柱形导轨上作缓慢滚动。若砂轮不平衡,则砂轮会来回摆动(图6-14a),直至摆动停止,其不平衡量必然在砂轮下方。在砂轮上方作一记号A,在相应部位装上第一块平衡块1(图6-14b),并在其对称两侧装上另外两块平衡块2和3,直至砂轮可在任何位置都能静止即砂轮平衡,如图6-14c所示。一般新安装的砂轮须作两次平衡,即砂轮经修整后再作第二次平衡。
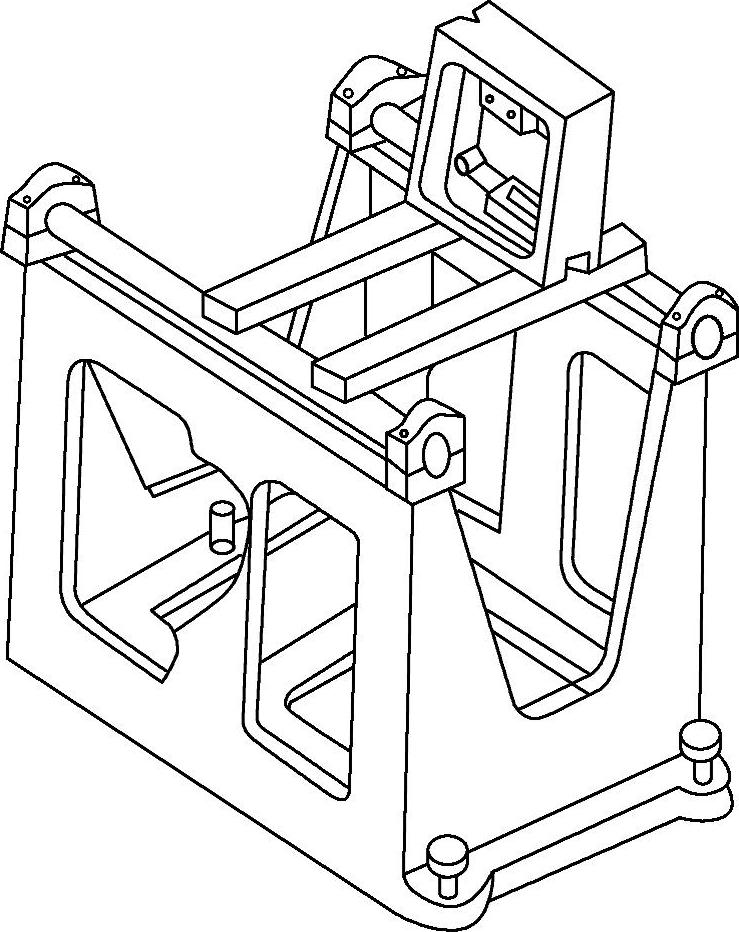
图6-13 调整平衡架纵向位置
3.砂轮的修整
用砂轮修整工具将砂轮工作面已磨钝的表面修去,以恢复砂轮的切削性能和正确的几何形状的过程,称为砂轮的修整。修整层厚度一般为0.1mm左右,图6-15所示为砂轮的修整方法。
图6-15a所示为利用尖锐的高强度金刚石颗粒作刀头车削砂轮表面,修去砂轮磨钝层。
图6-15b所示为利用高硬度材料制成的滚轮与砂轮相滚压,滚轮轴线相对砂轮轴线倾斜5°左右,滚轮由砂轮带动高速旋转,滚压修除砂轮的磨钝层。
图6-15c所示的滚轮,另由电动机传动,磨削砂轮表面,以修除砂轮的磨钝层。(https://www.chuimin.cn)
修整砂轮的常用方法如下:
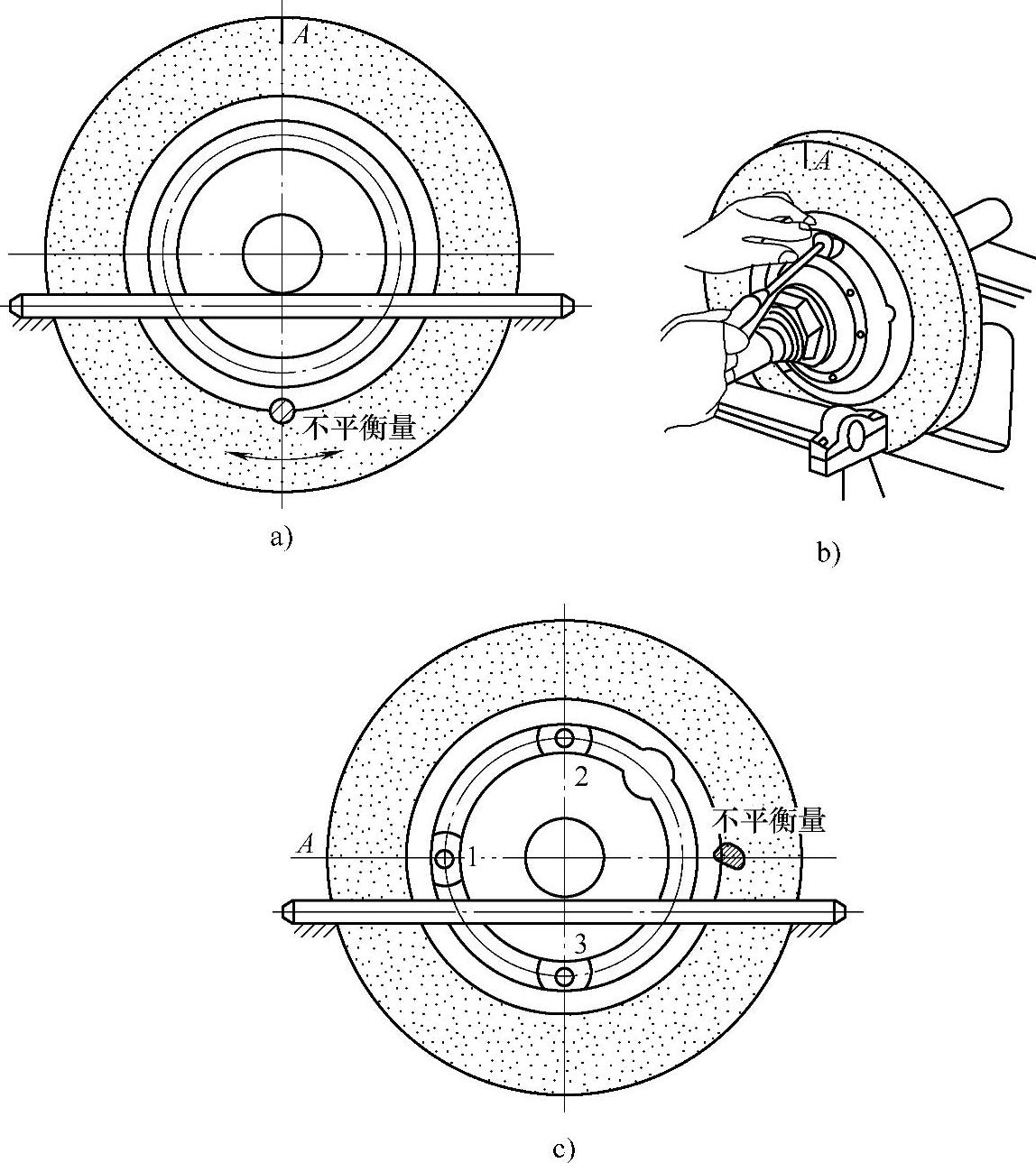
图6-14 砂轮平衡的方法
a)求砂轮不平衡位置 b)装平衡块 c)平衡
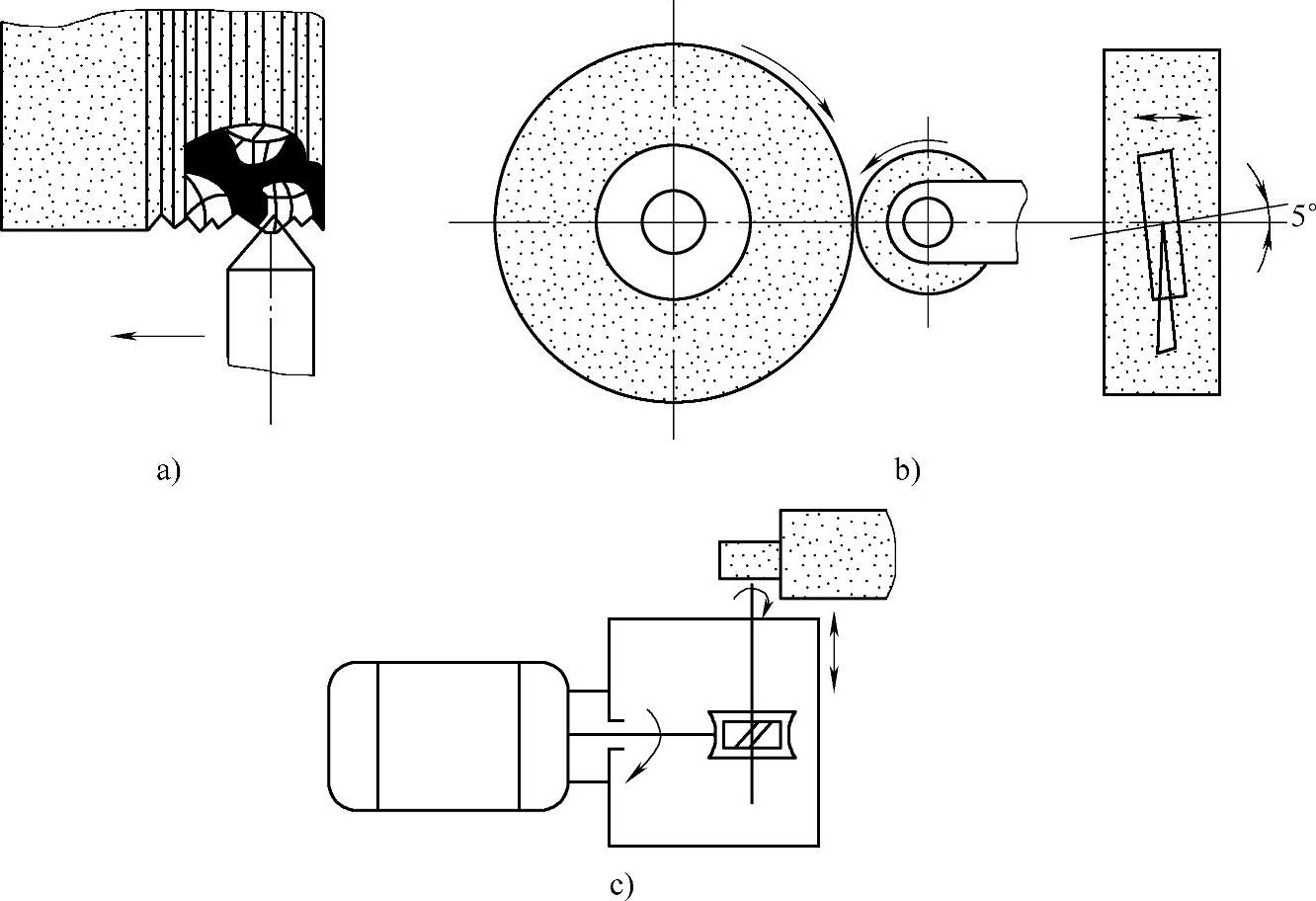
图6-15 砂轮的修整方法
a)车削法 b)滚压法 c)磨削法
1)金刚石刀车削法。金刚石刀是将大颗粒的金刚石镶焊在特制的刀杆上,金刚石的尖端研成70°~80°尖角,如图6-16所示。修整时,砂轮磨粒碰到金刚石坚硬的尖角,就会碎裂形成微刃,金刚石越尖,与砂轮的接触面就越小,引起的弹性变形也越小,可获得精细平整的表面。此法为目前广泛应用的一种。
金刚石刀修整砂轮时应注意如下几点:
①应根据砂轮的直径选择金刚石颗粒的大小。一般情况下,砂轮直径为100mm以下时,可选0.25克拉的金刚石(1克拉=0.2g);砂轮直径为300~400mm时,选用0.5~1克拉的金刚石。
②金刚石的价格昂贵,使用时应检查其焊接是否牢固,以免失落。修整金刚石时,要不间断地加注切削液,以免金刚石碎裂。
③金刚石刀的安装角度一般取10°~15°,金刚石的安装高度要低于砂轮中心1~2mm,且装夹要牢固,以防止金刚石刀振动或扎入砂轮,如图6-17所示。
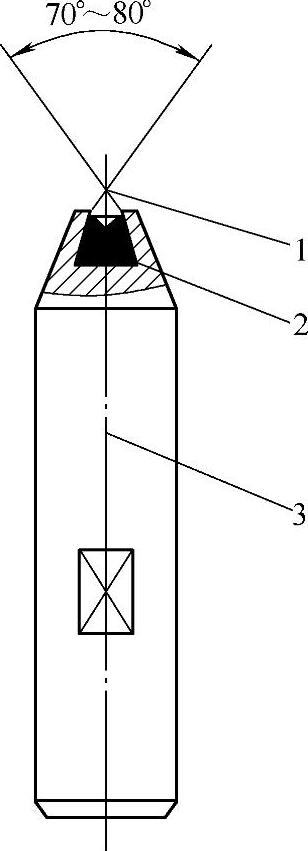
图6-16 金刚石刀
1—金刚石 2—钎料
3—刀杆
④根据加工要求选择修整用量。粗修整时,可以增大修整的背吃刀量和纵向进给速度,以获得尖锐的微刃;精修整时则相反,一般需作2或3次进给,然后在无吃刀的情况下作一次纵向进给。修整用量为:粗修整时,背吃刀量取0.01~0.03mm,纵向速度取0.4m/min;精修整时,背吃刀量取0.005~0.01mm,纵向速度取0.05~0.2m/min。
⑤修整时应充分冷却。
2)金刚石笔车削法。金刚石笔是由较小颗粒的金刚石或金刚石粉,用结合力很强的合金结合并压入金属刀杆而制成。根据金刚石的分布情况,金刚石笔有三种:层状金刚石笔(图6-18a)、链状金刚石笔(图6-18b)和粉状金刚石笔(图6-18c)。金刚石笔的使用方法与金刚石刀相同,它可在某些工序中代替金刚石刀修整砂轮,其中粉状金刚石笔主要用于修整细粒度砂轮。
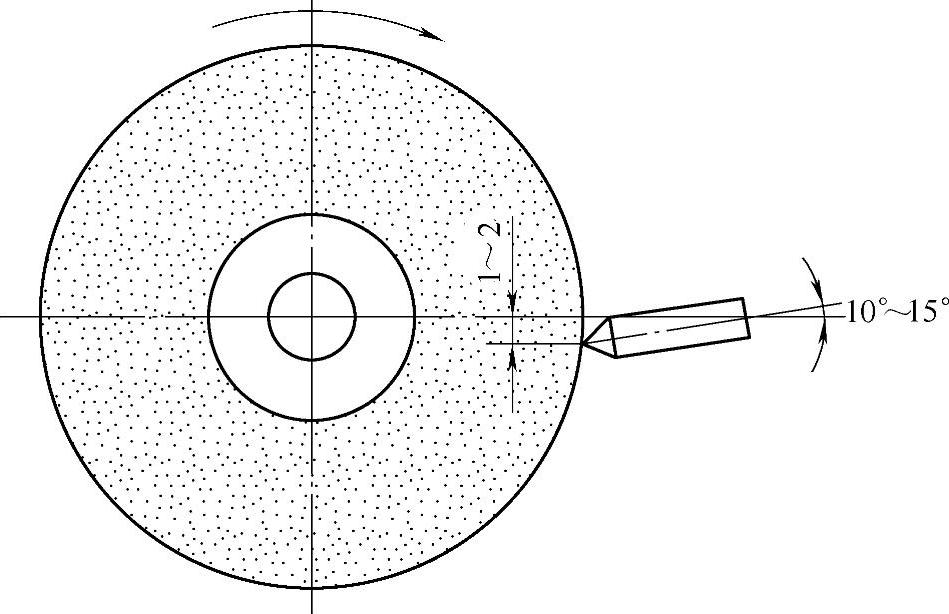
图6-17 金刚石刀的安装
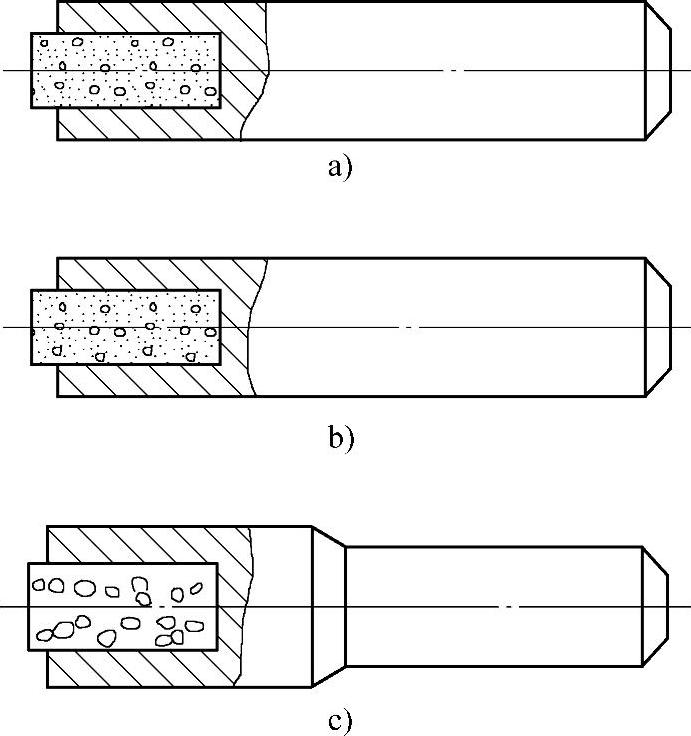
图6-18 金刚石笔
a)层状 b)链状 c)粉状
3)滚动式割刀滚压法。割刀是多片渗碳淬火钢制成的金属盘,其形状为尖角形,如图6-19所示。修整时金属盘随砂轮高速转动,并对砂轮表面滚压。这种工具只用于大型砂轮的整形粗修整。
4)金刚石滚压磨削法。金刚石滚轮一般是用电镀法,将细小的金刚石颗粒均匀地粘结在滚轮轮体表面的(图6-20),金刚石滚轮由电动机传动,具有较高的修整精度。但由于价格昂贵,一般很少应用。
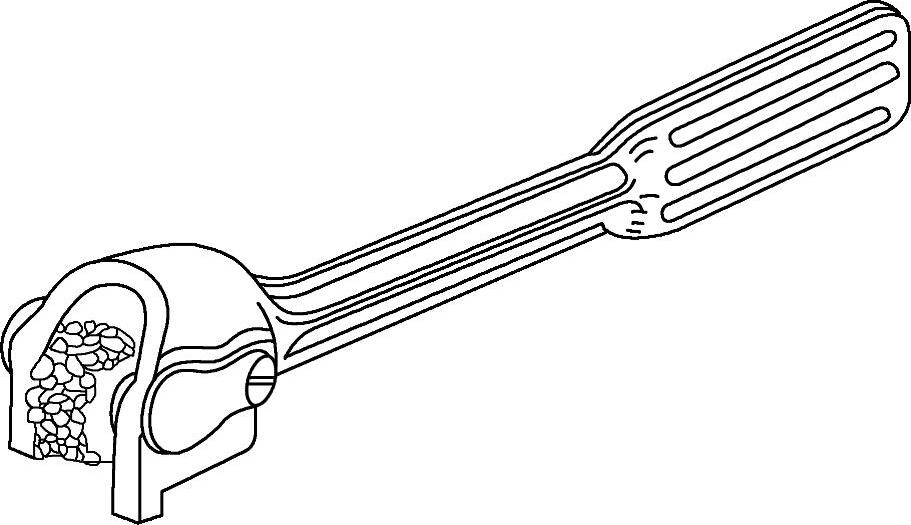
图6-19 滚动式割刀
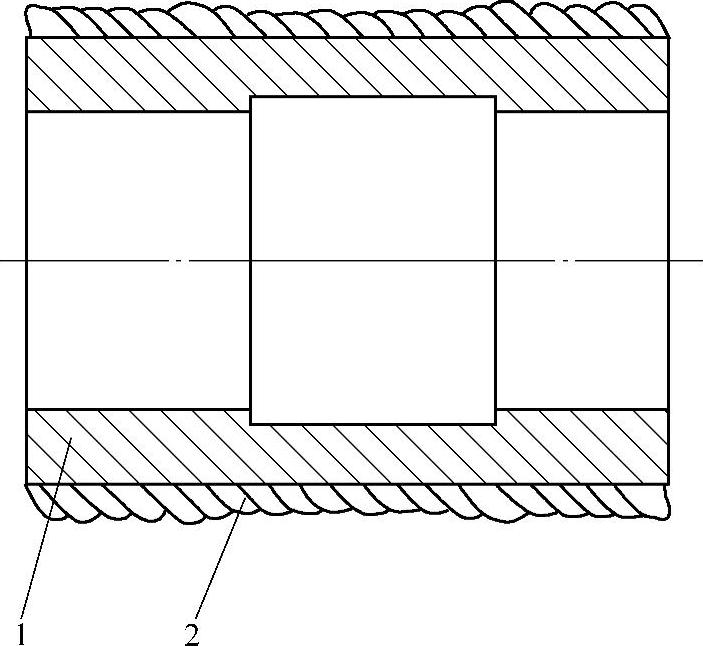
图6-20 金刚石滚轮
1—轮体 2—金刚石颗粒
相关文章

为了防止立式液压缸缸体或活塞或垂直运动的工作部件由于自重下落或超速下落而设置的油路称为平衡回路。图6.27用顺序阀的平衡回路图6.28用平衡阀的平衡回路图6.28是用远控平衡阀实现的双向平衡回路。因液压缸活塞所带动的负载在运动过程中性质发生变化,为使变化的负载运动平稳,在液压缸两腔均设置一个远控平衡阀,构成双向平衡回路。图6.29用液控单向阀的平衡回路图6.30用液控单向阀的双向锁紧回路......
2025-09-29

音频节目信号在送到发射机音频输入端口前,一般都要经过一个接收、处理、传输的过程,滤波和平衡/不平衡转换电路的作用就是滤除音频节目信号在从节目源传输到发射机的过程中感应的高频干扰信号和产生的杂波信号,并将平衡输入的音频信号转换为不平衡输出的音频信号。N2A、N2B、N2C及周围电阻R10~R13、电位器RP2构成平衡/不平衡转换电路,其中N2A、N2B是电压跟随器,N2C及周围元件构成差分放大器。......
2025-09-29
对不大的、稍复杂的端面、底面可用拓印的方法徒手绘制。图1-39采用拓印画法图1-40较小机件的测量图1-41目测方法为了提高按比例目测的能力,可以做如图1-42所示的训练。如凭目测画若干条平行线、等分直线段、等分角等。......
2025-09-29

中频感应炉现已广泛应用于钢铁及其他有色合金的生产部门,在铸铁熔炼中也有广泛使用。表3-10 感应炉熔炼铸铁的能量平衡表3-10给出了一台8t工频感应炉与一台3t中频感应炉熔炼铸铁在相同时间内和产量相似条件下的能量平衡状况。目前晶闸管静止变频器已成为中频感应炉的主要供电电源。......
2025-09-29

陡河水库管理处水费管理和使用始终作为财政预算外资金纳入唐山市财政统一管理,实行“收支两条线”、预算项目管理、政府采购制度、财政集中支付制度。处财务科认真执行收费管理、票据管理、资产管理等有关财务规定,接受市水务局财务处的管理,杜绝了截留资金等违纪现象,完成了财务收支工作目标。陡河水库管理处水费使用严格预算管理规定。陡河水库管理处历年收支情况见表4。......
2025-09-29

平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2025-09-29
3)由于蜗杆传动的效率较低,在工作时便产生大量的热。所以对连续工作或散热条件差的闭式蜗杆传动,必须对其发热量和散热量进行平衡计算,使传动装置的温度保持在许可范围内。......
2025-09-29

图8.2-4 程序一览表显示图8.2-5 下一程序段显示3.程序检查当CNC处于自动运行时,通过MDI面板的功能键及软功能键〖程序〗,可选择程序显示页面。图8.2-7 8.4in LCD的当前程序段显示图8.2-8 G代码指令提示显示图8.2-9 G代码指令输入显示对话编程生成的程序同样可以利用程序编辑功能,进行修改、替换、删除、复制等操作,有关对话编程的更多内容,可以参见第6章、6.1节。......
2025-09-29
相关推荐