【摘要】:砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。
1.砂轮圆周速度
砂轮外圆表面上任意一点在单位时间内所经过的路程,称为砂轮圆周速度,用vs表示,其单位为m/s。砂轮圆周速度可按下式计算
vs=πDs n/(1000×60)式中 Ds——砂轮直径(mm);
vs——砂轮圆周速度(m/s);
n——砂轮转速(r/min)。
砂轮圆周速度又称磨削速度,通常较规范的砂轮圆周速度为35m/s。根据磨削方式的不同,砂轮圆周速度通常可在19~35m/s之间选择。
砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。
2.工件圆周速度
工件被磨削表面上任意一点在单位时间内所经过的路程,称为工件圆周速度,用vw表示。其量值比砂轮圆周速度低得多,故单位取m/min。其计算式为
vw=πdw nw/1000
式中 dw——工件外圆直径(mm);
vw——工件圆周速度(m/min);
nw——工件转速(r/min)。
工件的圆周速度一般为10~30m/min。实际生产中按加工精度来选择工件的圆周速度。加工精度较高的工件通常取低值;反之,则取高值。
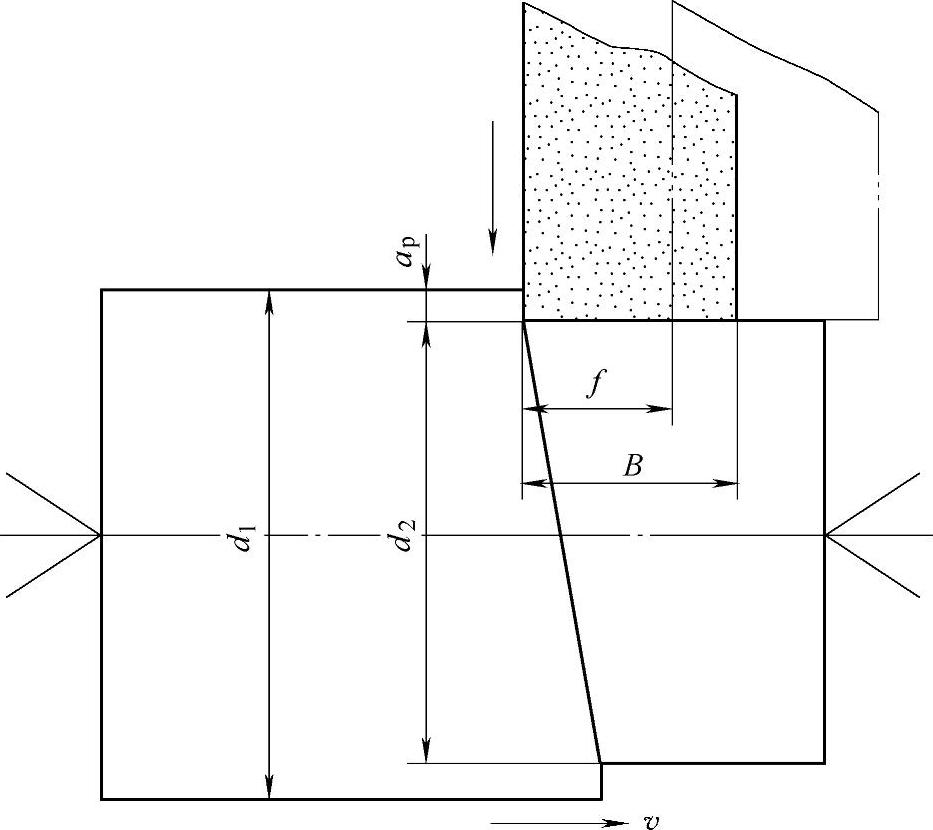
图6-6 纵向进给量和背吃刀量
3.纵向进给量
工件每转一周相对砂轮在纵向移动的距离(图6-6),称纵向进给量,用f表示。由于纵向进给量受到砂轮宽度的约束,故其计算式为
f=(0.2~0.8)B
式中 f——纵向进给量(mm/r);
B——砂轮宽度(mm)。
通常纵向进给量按加工精度和粗、精磨要求选定。在粗磨时取较大值,精磨时取较小值。实际操作时,按纵向进给量来相应调节磨床工作台的速度即可。工作台速度(v)与纵向进给量之间有如下关系
v=fnw/1000
式中 v——工作台速度(m/min);
nw——工件转速(r/min)。
4.背吃刀量
在工作台每次行程终了时,砂轮在横向移动的距离,称为背吃刀量(又称为横向进给量),用ap表示,单位为mm。如图6-6所示,背吃刀量可按下式计算。
ap=(d1-d2)/2
式中 ap——背吃刀量(mm);
d1——进给前工件直径(mm);
d2——进给后工件直径(mm)。
外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。








相关推荐