砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28
1.磨削加工的相对运动
在磨削过程中,为了切除工件表面多余的金属,必须使工件和磨具作相对运动。图6-4所示为外圆、内圆和平面磨削的运动。
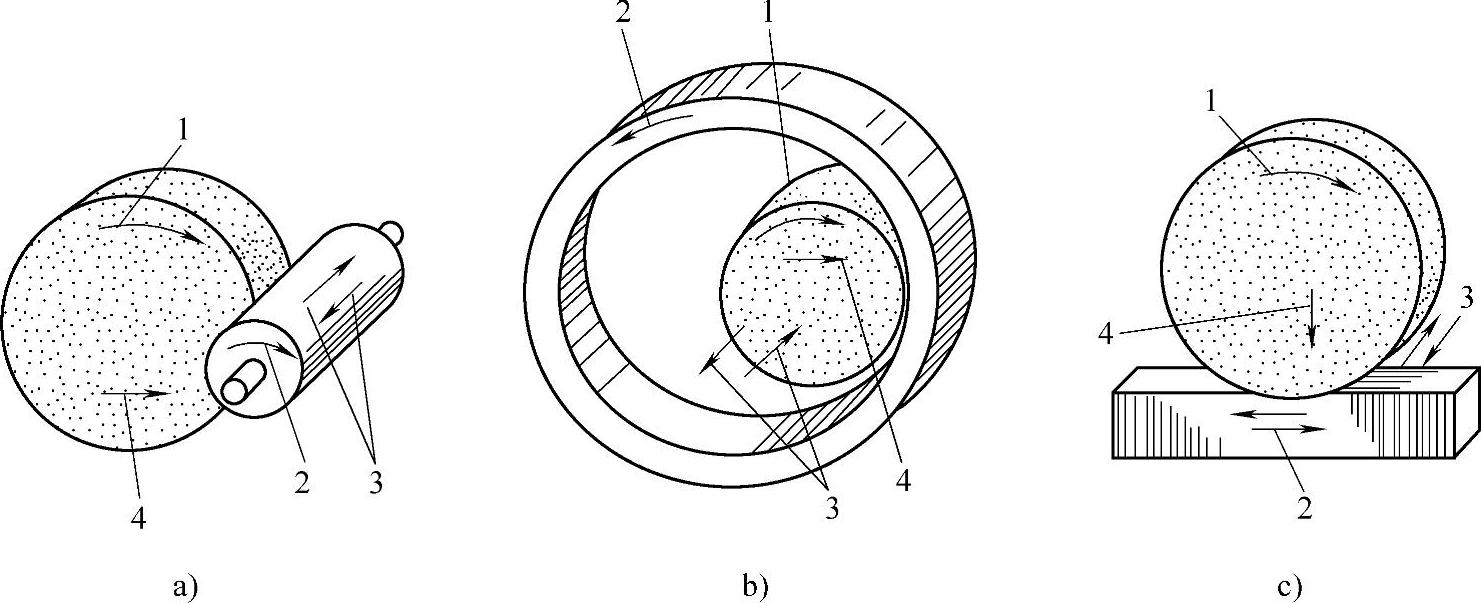
图6-4 磨削的运动
a)外圆磨削 b)内圆磨削 c)平面磨削
1—主运动 2、3、4—进给运动
(1)磨削运动的分类
1)主运动。由机床或人力提供的主要运动,它促使磨具和工件之间产生相对运动,从而使磨具的磨粒接近工件。主运动一般为一个,图6-4中的1为砂轮的旋转运动,即主运动,其运动的速度较高,消耗的切削功率较大。
2)进给运动。由机床或人力提供的运动,它使磨具与工件之间产生附加的相对运动。进给运动加上主运动,即可不断地或连续地切除材料,并得出具有所需几何特性的已加工表面。图6-4中的2、3、4均为进给运动,视磨削方式的不同,其运动方向有所区别。
(2)不同磨削方式的进给运动
1)外圆磨削的进给运动为工件的圆周运动2、工件的纵向进给运动3和砂轮的横向进给运动4,如图6-4a所示。
2)内圆磨削的进给运动与外圆磨削相同,如图6-4b所示。
3)平面磨削的进给运动为工件的纵向(往复)进给运动2、砂轮或工件的横向进给运动3和砂轮的垂直进给运动4,如图6-4c所示。
2.磨削用量
磨削用量即磨削时的切削用量,是切削过程中磨削速度和进给量的总称。以外圆磨削为例,其磨削用量包括砂轮圆周速度、工件圆周速度、工件纵向进给量和砂轮横向进给量(背吃刀量)四个参数。外圆磨削用量如图6-5所示。
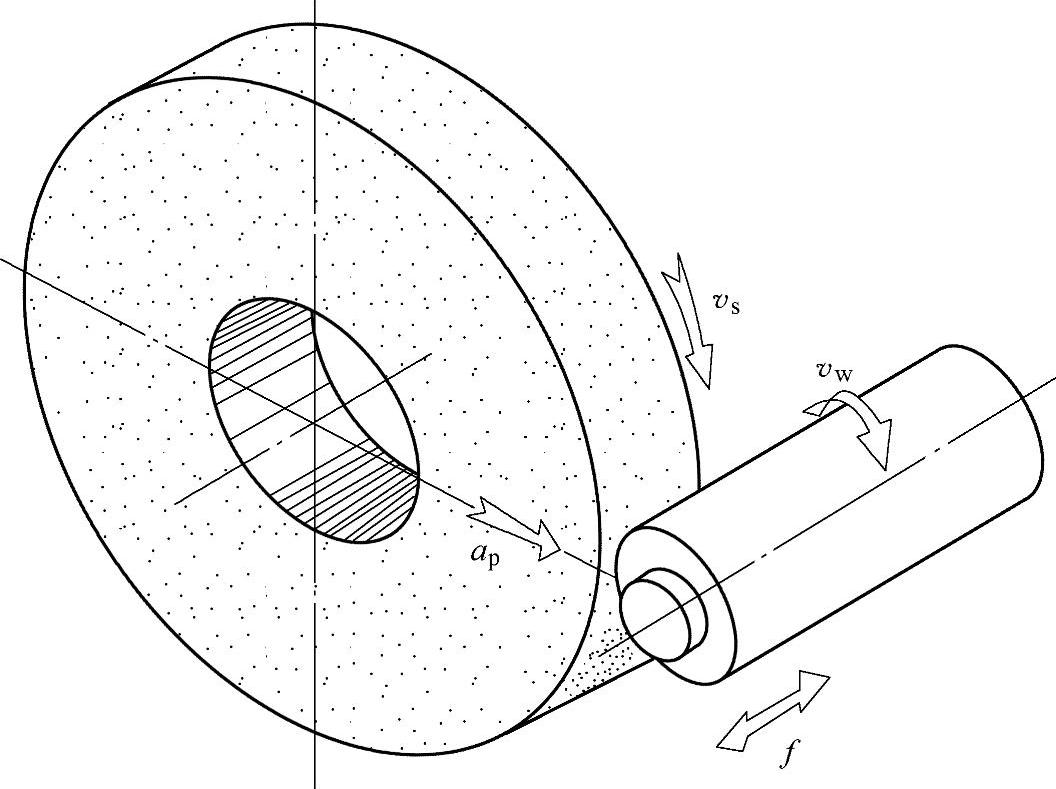
图6-5 外圆磨削用量
有关磨工技能认证考试辅导教程的文章

砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28

图14-22 修整角度砂轮的工具l-量块组 2一正弦规3-滑块 4-底座1.成形砂轮磨削法成形砂轮磨削法是将砂轮修整成与工件成形面完全吻合的反形面,然后用此砂轮切入磨削,以获得所需要的形状,如图14-25a所示。2.工件作轨迹运动的磨削法工件作轨迹运动的磨削法是指将工件安装在专用夹具上,使工件作回转等轨迹运动,以获得所需成形面的磨削方法,如图14-25b所示。正弦分度盘上的刻度和角度游标控制精度为3′。......
2023-06-28

能较好地滤除非线性环节在正弦输入下的输出中的高次谐波,于是可以认为在闭环通道中只有基波分量在流通,此时应用描述函数法所得的分析结果才是比较准确的。描述函数类似于线性系统中的频率特性,利用描述函数的概念便可以把一个非线性元件近似地看作一个线性元件,因此又叫作谐波线性化,是线性系统频率法的推广。描述函数表达了非线性元件对基波正弦量的传递能力。......
2023-06-28

人脸识别技术的解决方案包括可见光图像识别、3D图像识别技术、热成像识别以及主动近红外图像多光源识别技术等。就目前而言,人脸识别技术往往在采集信息环境不理想的条件下,其识别稳定性容易受到影响,这也是人工智能领域最为困难的研究课题之一,其相关技术的成熟还有待进一步发展。......
2023-06-28

学习目标熟悉二端口网络的判定,了解无源、有源、线性、非线性二端口网络在组成上的不同点。图10.1端口网络一端口网络;二端口网络当一个二端口网络的端口处电流与电压满足线性关系时,则该二端口网络称为线性二端口网络。通常线性二端口网络内的所有元件都是线性元件,如电阻、电容、电感等。否则二端口网络为非线性网络。本章只介绍无源线性二端口网络。......
2023-06-24

磨削液在使用过程中及排出后影响操作工人的身体健康并对生态环境造成严重威胁。随着社会环保意识的增强,绿色磨削技术越来越引起研究人员的重视,由于亚干磨削工艺的困难,这方面的研究尚不多见,尤其需要加强,从而以较快的进程早日实现磨削中的绿色制造。......
2023-06-25

图19-12所示为三拐曲轴,主轴颈尺寸为 ,表面粗糙度值为Ra0.8μm。图19-12 三拐曲轴磨削工艺分析见表19-2。扳动MQ8240型曲轴磨床的磨削曲轴起动手柄,将选择开关旋至“曲轴”位置上,则砂轮架在磨削位置时,工作台只能纵向手动,而不能液压传动,起安全联锁的作用。3)各曲柄颈换挡磨削,换挡时注意操作的安全,防止工件与砂轮碰撞。曲轴各轴颈的圆度公差应控制在0.01mm以内。......
2023-06-28
立轴的平面磨床均属这种形式,如图13-1c和图13-1d所示。端面磨削的特点 在立轴平面磨床上,用筒形砂轮端面磨削时,机床的功率较大,砂轮主轴主要承受轴向力,因此弯曲变形小,刚性好,可选用较大的磨削用量。2)磨削时供应充足的切削液。3)采用镶块砂轮磨削。......
2023-06-28
相关推荐