原型结构的综合延伸设计,是更为贴近实现服装原创设计作品的结构技术性运用。1.衣身原型结构的综合延伸设计衣身原型结构的综合延伸设计是对衣身结构各方面多种因素的考虑,其结构的设计构成关系已初具服装的丰富性和完整性。......
2023-06-24
M7132B磨床是卧轴矩台平面磨床中比较常见的一种机床,如图6-2所示。它由床身1、工作台3、立柱5、磨头9和砂轮修整器6等部件组成。
1)床身。床身1为箱形铸件,上面有V形导轨及平导轨,工作台3安装在导轨上。床身前侧装有工作台手动机构、垂直进给机构、液压操纵板及电器按钮板。液压操纵板用以控制机床的机械与液压的传动;电器按钮板装有液压泵起动按钮、砂轮变速起动开关、电磁吸盘工作状态选择开关及总停开关,并装有退磁器插座。在床身后部的平面上,装有立柱5及垂直进给机构和减速器。
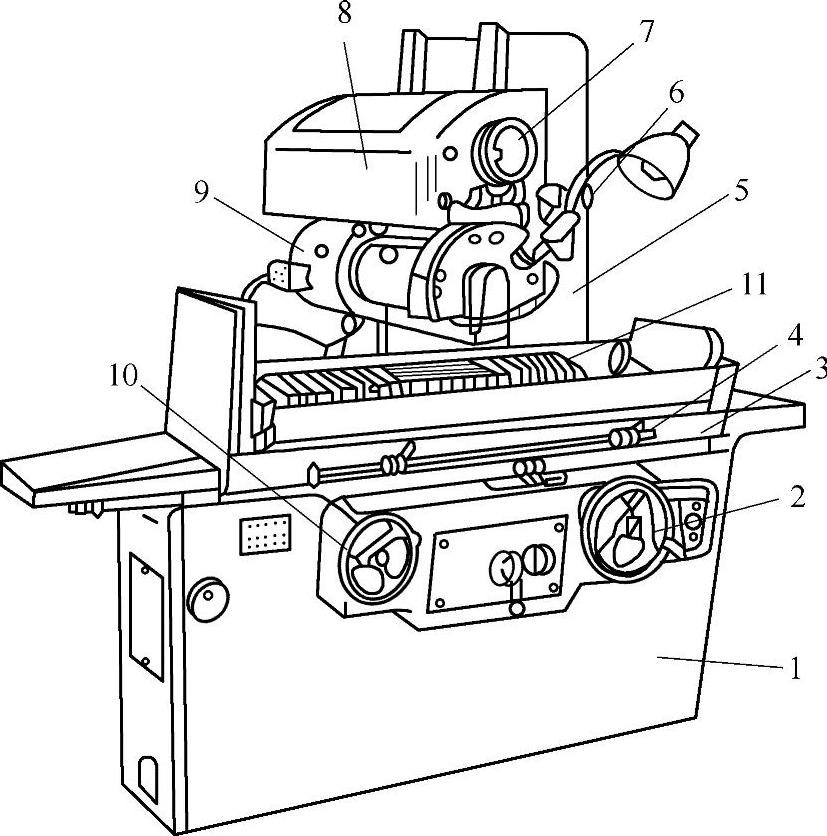
图6-2 M7132B磨床
1—床身 2、7、10—手轮 3—工作台 4—挡铁 5—立柱
6—砂轮修整器 8—滑板 9—磨头 11—电磁台面
2)工作台。工作台3是一个盆形铸件,上部有长方形的台面,下部有凸出的导轨。
工作台上部为长方形的台面,其表面经过磨削,并有一条T形槽,用以固定工件和电磁台面11。在台面两端装有防护罩,以防止切削液的飞溅。
工作台由液压传动机构实现在床身导轨上作直线往复运动,并由挡铁4自动控制换向。工作台也可通过摇动手轮10进行调整。手轮每转一圈,工作台移动6mm。
3)立柱。立柱5为一箱形结构,前部有两条平导轨,中间安装有丝杠,通过丝杠与螺母的配合,使滑板沿平导轨作垂直运动。
4)磨头。磨头9在水平燕尾导轨上的移动有两种进给形式。一种是间歇进给,即工作台每换向一次,磨头横向作一次进给,进给量为1~12mm。另一种是连续进给,磨头在水平燕尾导轨上往复连续移动。磨头座左侧槽内装有行程挡铁,用以控制磨头的横向移动距离。连续移动速度为0.3~3 m/min,由进给选择旋钮控制。磨头除了由液压机构控制外,还可用手轮7控制进给量,每格进给量为0.01mm。
5)垂直进给机构。垂直进给机构位于床身前面,固定在床身上。摇动手轮2可带动轴转动,通过垂直进给减速器齿轮,使丝杠转动,即得到垂直进给。按动微进给按钮,磨头作垂直微进给,每按动一次,进给0.005mm。垂直进给最大进给量为345mm,手轮转一圈进给量为1mm。
6)砂轮修整器。砂轮修整器6装在滑板前面。可移动轴套1(图6-3)的中心线倾斜45°,且不通过砂轮中心,并与金刚石尖端和砂轮中心的连线成10°倾角。内套筒2在轴套内滑动。当旋转调节螺母3时,通过左旋螺纹使内套筒作直线运动。砂轮的修正值由调节螺母上的刻度来决定,调节螺母每格分度值为0.01mm。
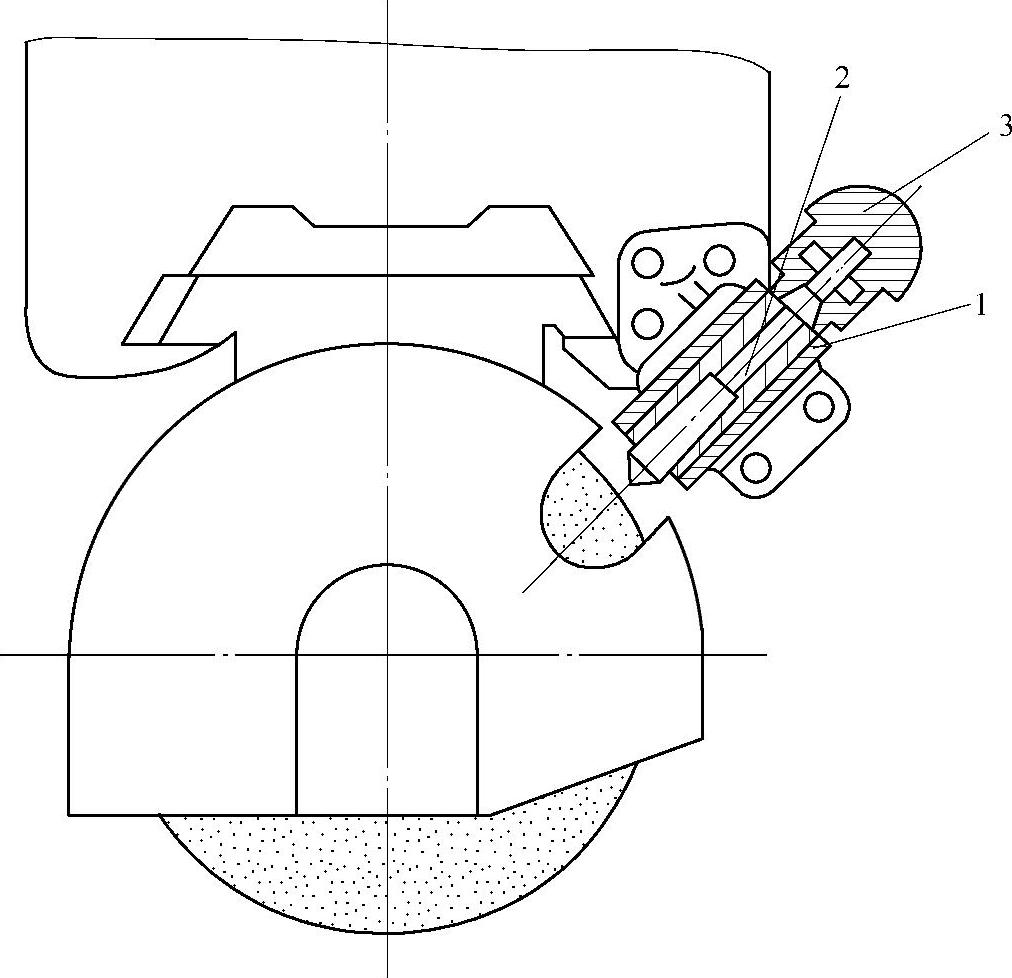
图6-3 磨头砂轮修整器
1—可移动轴套 2—内套筒 3—调节螺母
有关磨工技能认证考试辅导教程的文章

原型结构的综合延伸设计,是更为贴近实现服装原创设计作品的结构技术性运用。1.衣身原型结构的综合延伸设计衣身原型结构的综合延伸设计是对衣身结构各方面多种因素的考虑,其结构的设计构成关系已初具服装的丰富性和完整性。......
2023-06-24

图6-6所示为Tiny switch—Ⅲ系列由TNY279P所设计的PFC无源校正的电路原理图。图6-6 TNY279P开关电源原理图当输入交流电压在90~265V范围内变化时,电源效率将达到83%,电路共使用4块集成电路:IC1是功率转换用的主开关电源TNY279P,IC2是双运算放大器LM393A,用作恒流检测输出,IC3、IC4组成精密调整反馈电路,使电路成为稳压恒流电源。......
2023-06-25

图4-90 压榨辊的偏置偏心距的目的:湿纸先接触上辊,赶走空气,逐渐增加上辊对湿纸和毛毯的压力,避免引起压花断头。(六)斜三辊双压区复合压榨三辊双压区压榨见图4-94所示。图4-95 三辊双压区紧凑复合压榨①真空吸引辊兼做第一压辊的斜列式三辊双压区。......
2023-06-23

光伏组件水平倾角的设计主要取决于光伏发电系统所处纬度和对一年四季发电量分配的要求。这就会对光伏方阵对发电量的产生明显的影响。有了上列各项数据,就可以计算不同组件安装方式情况下,光伏组件总功率所需安装面积。......
2023-07-02
常规下承式拱桥拱肋和吊杆垂直桥面设置,大沽桥限定的1.3 m 梁高很难满足32 m 桥宽要求,因此将拱肋向内侧平移,使得人行道在拱肋外侧,拱肋间距为24 m。图2-2拱结构示意图为了使拱肋窈窕,并且满足拱的稳定问题,大沽桥单侧拱对应两排吊杆,形成三维空间结构。由于桥位处为软土地基,拱脚与钢箱梁固定,钢梁内设置系杆,形成系杆拱桥的结构方案。这种结构体系称为“敞开式四索面倾斜拱肋系杆拱桥”。......
2023-07-01

MNSGA-Ⅱ具体流程如图9-12所示。MNSGA-Ⅱ以天线资源作为编码依据,在完成对任务的调度预处理之后,将任务所选择的天线资源序号作为种群内染色体基因。图9-13初始种群构造流程2)改进NSGA2算子设计快速非支配排序。......
2023-07-02
原型省的转移变化是针对所要表现的服装款式造型,以原型进行收省、加放、切展等变化来完成结构设计。1.原型省转移 变化方法省位转移的变化方法主要有切展法和旋转法。切展法是先描下原型,确定好省道所要转换的位置并在该处剪开。裙原型省的转移变化方法与衣身省位转移的变化方法相同,只是省的转移是以臀、胯部位的突起为基点做省的位置或形状上的变化,以满足裙装款式造型的需要。......
2023-06-24

究其原因,除了学校管理方面的问题之外,主要在于教师缺乏大胆创新的精神,缺乏探索个性化教学设计的意识和主动性。如果说个性化的教学目标是实现个性化教学的逻辑起点的话,那么个性化的教学设计则是将这种起点进行延伸并逐步将个性化教学的理想转变为现实的桥梁和载体。实现个性化的教学设计,教师在教学过程中应该注重把握以下几点:......
2023-07-19
相关推荐