各种型号的万能外圆磨床头架间隙的调整方法有所不同。用M1432C型万能外圆磨床磨削内圆时,只要将头架主轴后端间隙螺栓拆除,主轴间隙即可放松。......
2023-06-28
M1432C型万能外圆磨床主要由床身、工作台、头架、尾座、砂轮架、横向进给手轮和内圆磨具等组成,如图6-1所示。
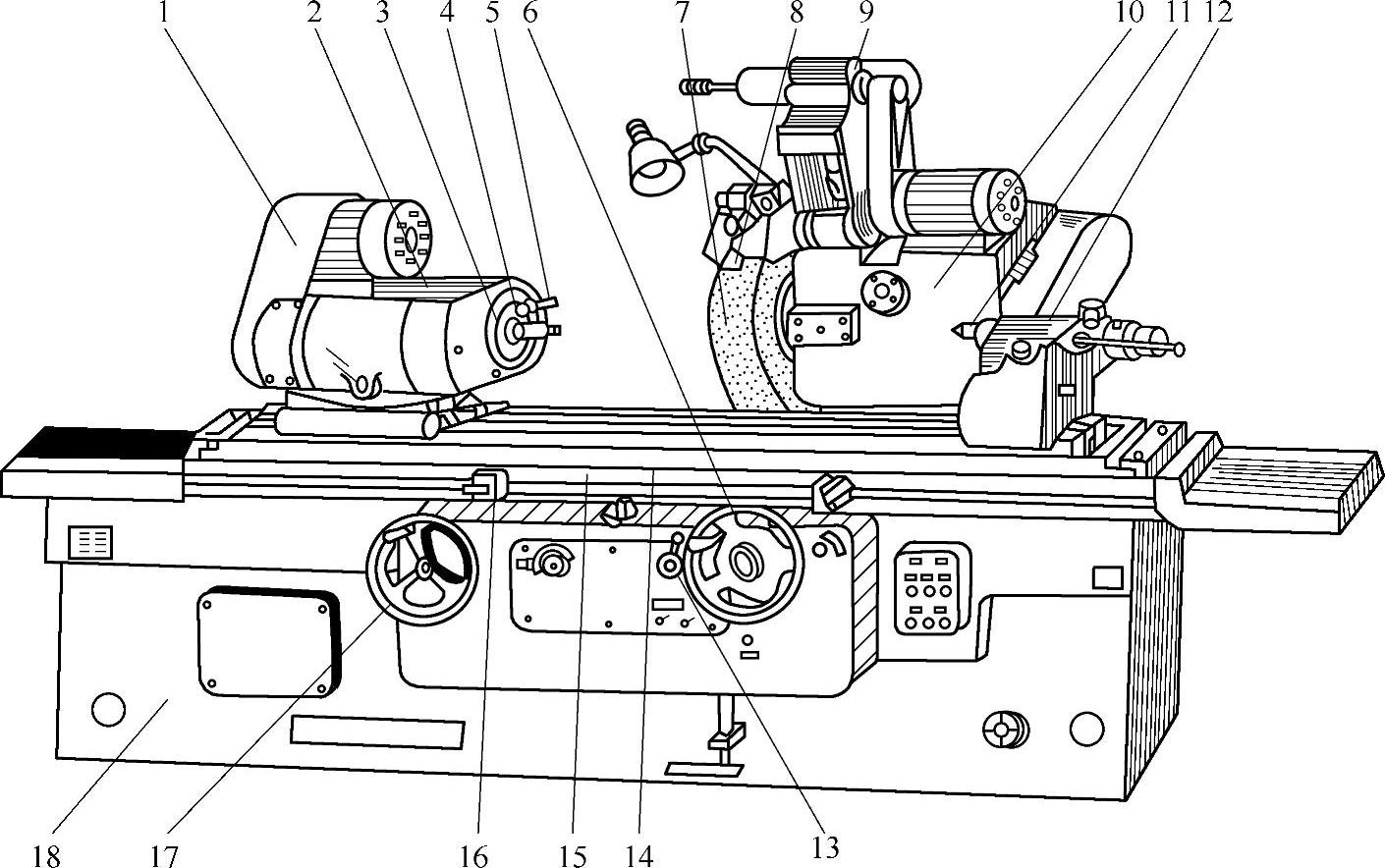
图6-1 M1432C型万能外圆磨床
1—传动变速机构 2—头架 3—拨盘 4、11—顶尖 5—拨杆 6—横向进给手轮
7—砂轮 8—切削液喷嘴 9—内圆磨具 10—砂轮架 12—尾座 13—快速手柄
14—上工作台 15—下工作台 16—挡铁 17—工作台手轮 18—床身
1)头架。头架2内有主轴和变速机构。在主轴的前端可安装顶尖4,用于支承工件。调节传动变速机构1可以使拨盘3获得几种不同的转速。拨盘通过拨杆5带动工件做圆周运动。
2)尾座。尾座顶尖11用以支承工件的另一端。尾座12的后端装有弹簧,可调节尾座顶尖11对工件的顶紧力。
3)工作台。工作台分上、下两层。上工作台14可相对下工作台15回转一定角度,以便磨削圆锥;下工作台在液压传动机构作用下可沿床身作纵向运动。上工作台的行程位置由挡铁16控制。
4)砂轮架和横向进给手轮。砂轮架10安装在床身的横向导轨上。操作横向进给手轮6,可以实现砂轮架10的横向进给运动,以控制工件的磨削尺寸。砂轮架10还可以由快速手柄13控制,实现行程为50mm的快速进退运动。砂轮7安装在砂轮架10的主轴端部,由电动机带动作高速旋转运动。砂轮上方的切削液喷嘴8,用来浇注切削液。
5)内圆磨具。内圆磨具9用于磨削工件的内孔,在它的主轴端部可安装内圆砂轮。内圆磨具装在可回转的支架上,使用时可向下翻转至工作位置。
6)床身。床身18是一个箱形铸件,其纵向导轨上安装有工作台,横向导轨上装有砂轮架,床身上还装有纵、横向进给机构等部件。
有关磨工技能认证考试辅导教程的文章

各种型号的万能外圆磨床头架间隙的调整方法有所不同。用M1432C型万能外圆磨床磨削内圆时,只要将头架主轴后端间隙螺栓拆除,主轴间隙即可放松。......
2023-06-28

车床主要是用于进行车削加工。表3-2车床的主要类型、工作方法和应用范围其中卧式车床的工艺范围很广,能进行多种表面的加工,如图3-1所示。主轴箱内有变速机构,通过变换箱外手柄的位置,可以改变主轴的转速,以满足不同车削工作的需要。......
2023-06-29

外圆磨床的维护保养M1432A万能外圆磨床润滑的要求如下:①床身油池每半年左右更换一次液压油。外圆磨床的维护保养操作步骤及质量检测见表4.2。表4.2外圆磨床的维护保养操作步骤及质量检测续表外圆磨床维护保养时,应注意以下事项:①正确使用磨床,熟悉磨床各部件的操作方法和步骤。......
2023-06-27

游标卡尺分度值有0.1mm、0.05mm和0.02mm等。在大批量生产中,为了测量的方便快捷,一般使用卡规测量外径。百分表圆度盘有100格刻线,若指针转动一格,则测杆移动距离为1mm/100=0.01mm。如图11-17所示,当球面测杆与被测表面倾斜角α较小时,才能保证测量精度。图11-17 杠杆式百分表的使用径向圆跳动误差的测量 图11-18a所示为杠杆式百分表在机床上测量径向圆跳动误差的方法。图11-18 用百分表测量径向圆跳动误差......
2023-06-28
图11-8 纵向磨削法2)由于背吃刀量较小,工作台往复时间长,故生产率较低。纵向磨削法的磨削用量1)背吃刀量ap:粗磨:ap=0.01~0.04mm;精磨:ap≤0.01mm。表11-2 外圆磨削用量表11-3 粗磨背吃刀量2.切入磨削法切入磨削法又称横向磨削法,如图11-9所示。2)磨削时,会产生较大的磨削力和磨削热,工件易产生变形,严重时会发生烧伤现象。图11-10 分段磨削法4.深切缓进磨削法深切缓进磨削法是一种高效率的磨削法,在一次纵向进给中将工件的全部磨削余量切除。......
2023-06-28

有裂纹的砂轮应禁止使用。平形砂轮一般用图11-2所示的法兰安装,它由法兰盘2、端盖1、螺钉4和衬垫3组成。如果配合间隙过大,则可在法兰处加一层纸片,以减小砂轮安装的偏心。安装时,要使法兰锥孔与主轴锥面接触良好,并注意主螺纹的旋向。由于锥面具有一定的自锁性,拆卸时可使用专用拆卸工具将法兰拉出。......
2023-06-28
砂轮圆周速度对磨削质量和生产率有直接的影响。当砂轮直径减小到一定数值时,砂轮的圆周速度也相应降低,砂轮的磨削性能明显变差,此时应更换砂轮或提高砂轮转速。外圈磨削的背吃刀量较小,一般取0.005~0.05mm,精磨时取较大值。......
2023-06-28

凡是由车床、钻床、镗床、铣床、齿轮和螺纹加工机床等加工的零件表面,都能够在相应的磨床上进行磨削精加工。此外,还有各种超精加工磨床和工具磨床等。无心外圆磨床是一种生产率很高的精加工机床。无心外圆磨床进行磨削时,工件不是支承在顶尖上或夹持在卡盘中,而是直接置于砂轮和导轮之间的托板上,以工件自身外圆为定位基准,其中心略高于砂轮和导轮的中心连线。砂轮的粒度对磨削加工生产率和工件表面质量影响较大。......
2023-06-29
相关推荐