因此只有选择合适的后角数值,才能获得较高的刀具寿命。副偏角κ′r的主要作用是减少副切削刃与已加工表面间的摩擦,它的大小对表面粗糙度和刀具寿命有较大影响。......
2025-09-29
1.刀具的几何参数
在保证加工质量和刀具使用寿命的前提下能够满足提高生产效率、降低成本的刀具几何参数,称为刀具的合理几何参数,具体包括以下内容。
(1)切削刃的形式 有直线刃、折线刃、圆弧刃、月牙弧刃、波形刃等,如图5-22所示。
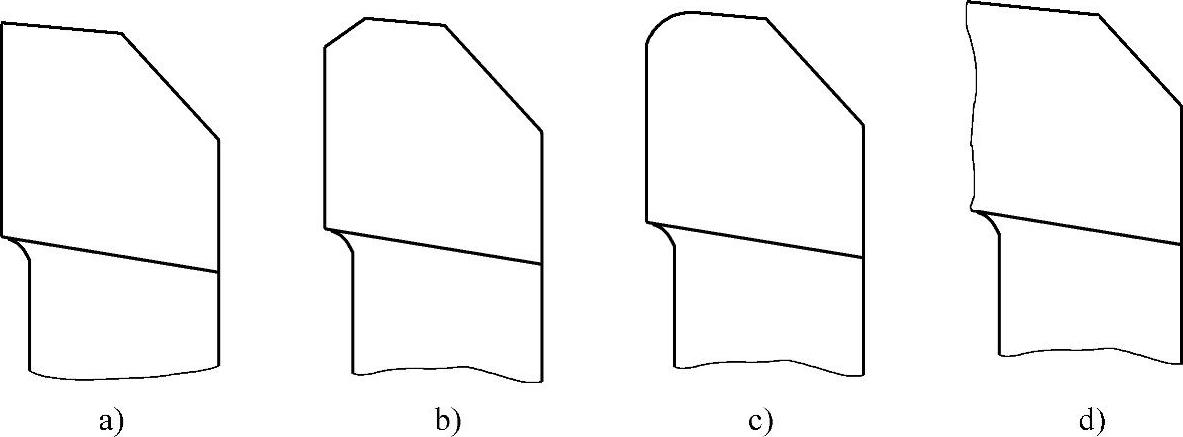
图5-22 切削刃的形式
a)直线刃 b)折线刃 c)圆弧刃 d)月牙弧刃
(2)刀面形式 刀面包括前刀面和后刀面等。
1)前刀面形式。常用前刀面形式如图5-23所示。
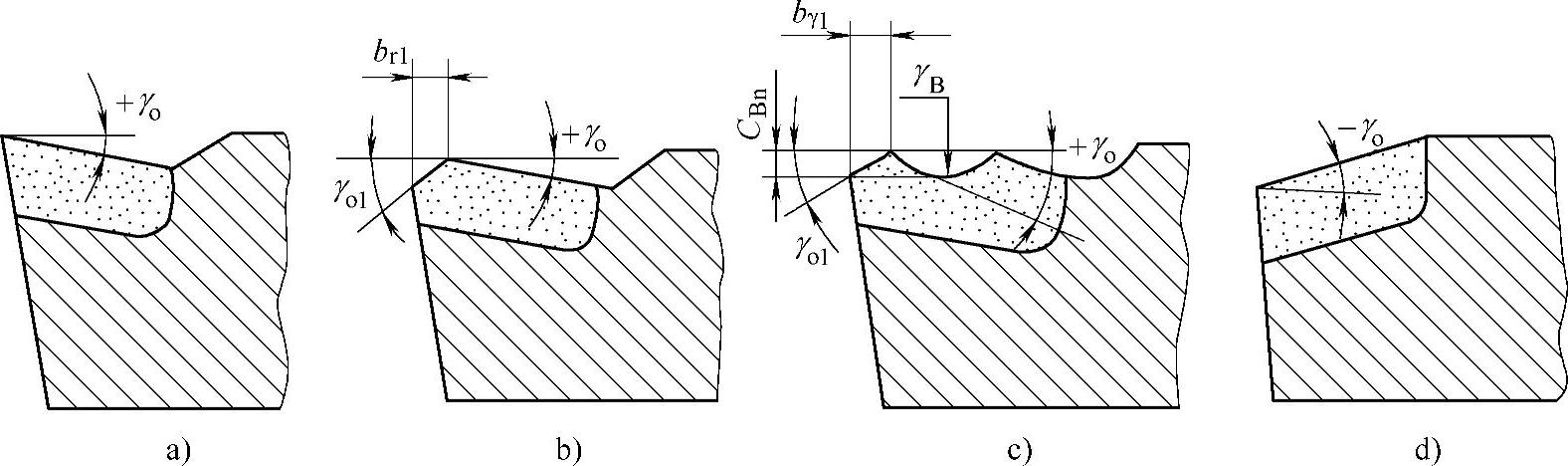
图5-23 刀具的前刀面形式
①正前角平面型。如图5-23a所示,其特点是结构简单,切削刃锐利,但强度低,传热能力差。多用于切削脆性材料,或用作精加工用刀具、成形刀具和多刃刀具。
②正前角平面带倒棱型。如图5-23b所示,沿切削刃磨出很窄的棱边,称为负倒棱。它可提高切削刃的强度和增大传热能力,多用于粗加工铸件或断续切削。倒棱参数一般选取bγ1=(0.5~1.0)f,γo1=-5°~-1°(式中f为进给量)。
③正前角曲面带倒棱型。如图5-23c所示,正前角曲面带倒棱型切削刃是在平面带倒棱的基础上,在前刀面上又磨出一个曲面,称卷屑槽。这种形式在粗加工和半精加工时采用较多。
④负前角型。如图5-23d所示,为适应切削高强度、高硬度材料时,脆性较大的硬质合金刀片要承受一定的冲击力的要求,而采用负前角。
2)后刀面形式。如图5-24所示,在一些特殊情况下,如铰刀、拉刀等定尺寸刀具,为了保持刀具直径,常采用后角αo1=0°,bα1=0.2~0.8mm的刃带(图5-24a),在切削刚性差的工件时,采用后角αo1=-20°~5°,bα1=0.1~0.3mm的消振棱(图5-24b),以增加阻尼,防止或减小振动。
(3)刀具的几何角度 如图5-25所示,刀具的几何角度由六个独立的基本角度和三个派生角度组成。
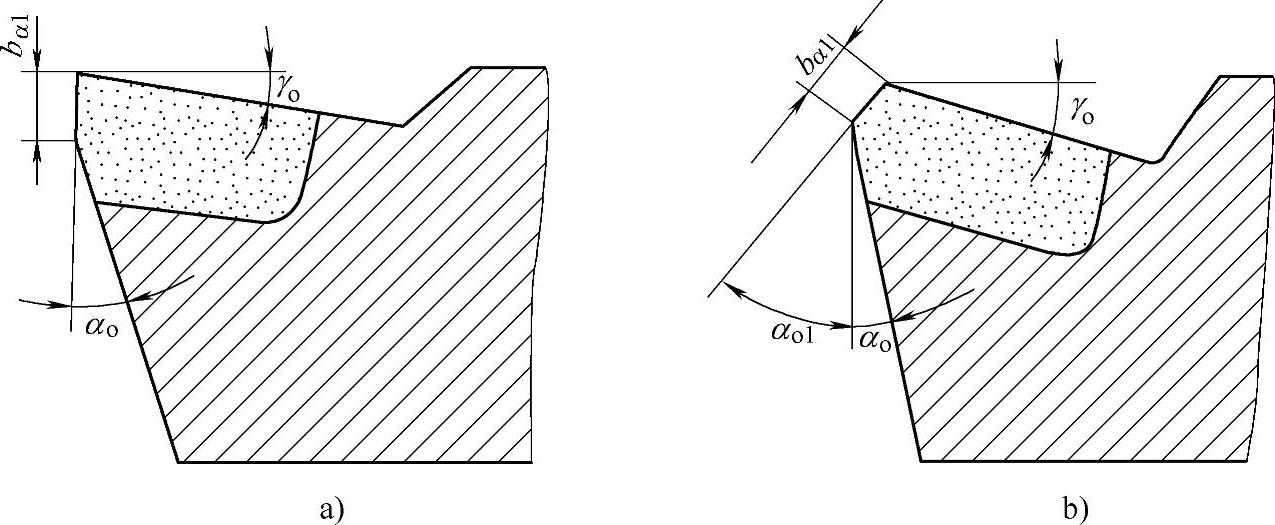
图5-24 刀具后刀面形式
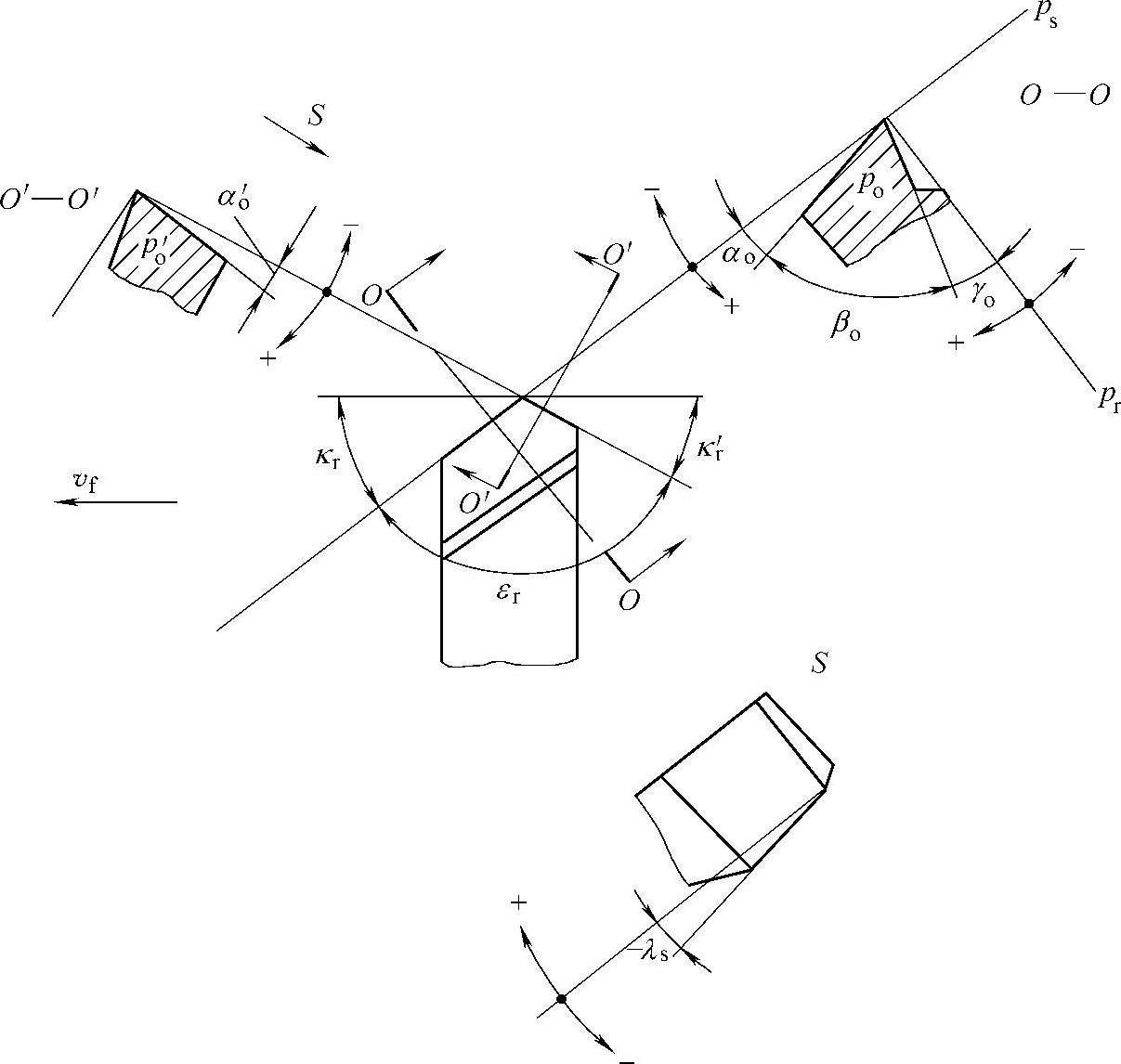
图5-25 刀具的几何角度
1)六个独立的基本角度。
①前角γo是在正交平面O—O内,前刀面与基面之间的夹角。
②后角αo又叫主后角,是在正交平面O—O内,后刀面与切削平面之间的夹角。(https://www.chuimin.cn)
③主偏角κr是主切削刃在基面上的投影与进给运动方向之间的夹角。
④副偏角κr′是副切削刃在基面上的投影与背离进给运动方向之间的夹角。
⑤副后角αo′是在副正交平面内,副后刀面与副切削平面之间的夹角。
⑥刃倾角λs是在主切削平面内,主切削刃与基准面之间的夹角。
2)三个派生角度。
①刀尖角εr是主切削刃与副切削刃在基面上的投影之间的夹角。由图5-25可知
εr=180°-(κr+κr′)。
②楔角βo是在主正交平面内前刀面和后刀面之间的夹角。由图5-25可知βo=90°-(γo+αo)。
③副前角γo′是在副正交平面内前刀面与基面之间的夹角,其大小与主偏角κr、前角γo,刃倾角λs的大小有关。
2.刀具几何参数的合理选择
以刀具几何角度为例,各角度的大小对切削影响程度各不相同,其选择原则也各不相同。刀具几何角度的选择原则见表5-4。
表5-4 刀具几何角度的选择原则
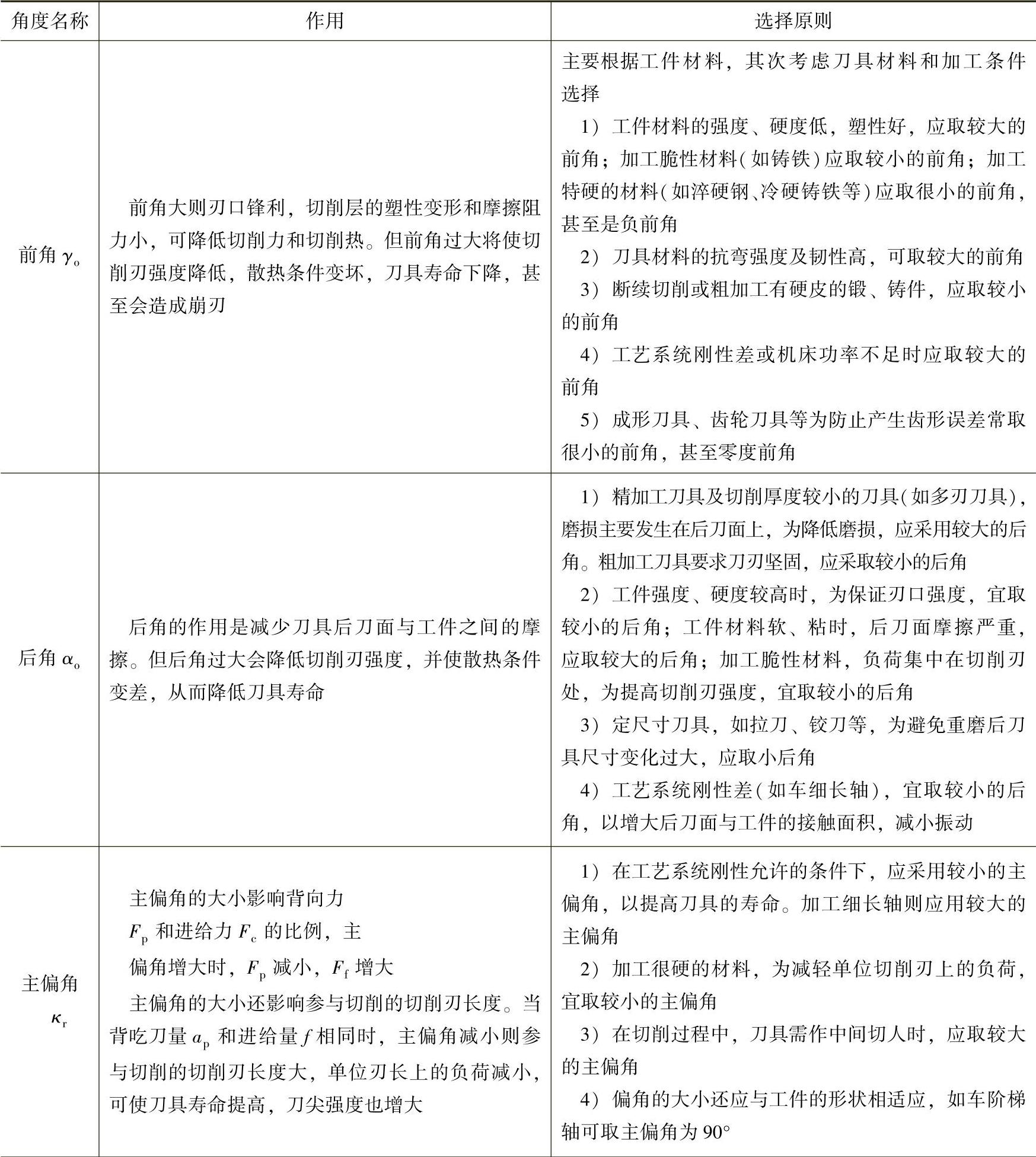
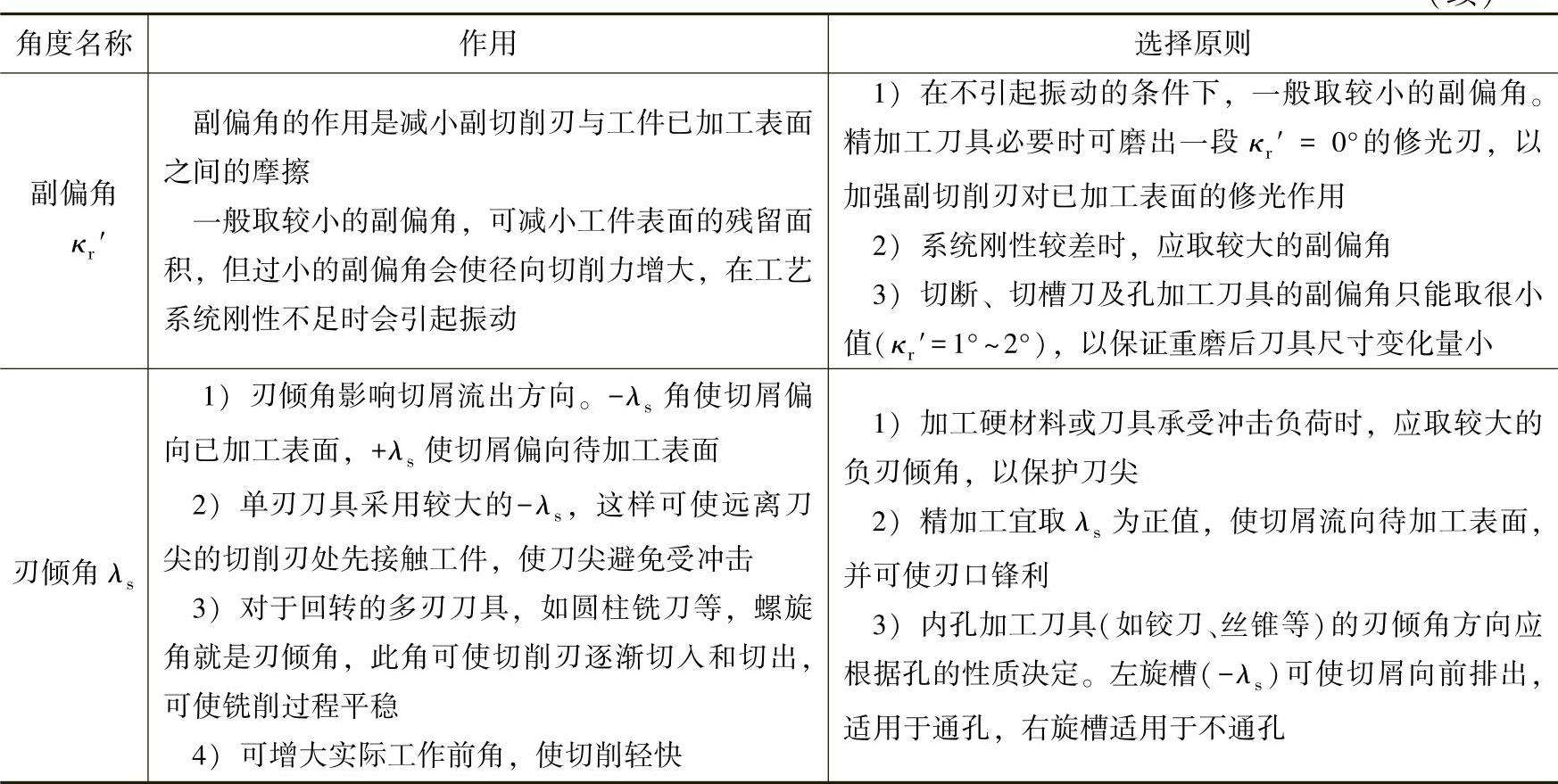
(续)
在切削过程中,由于刀尖处强度低,散热条件差,易磨损和崩刃,为了提高刀尖强度,增大散热面积,提高刀具寿命,可在主副切削刃之间磨出过渡刃和修光刃。常用过渡刃有直线形和圆弧形两种,如图5-26所示。
图5-26a所示为直线过渡刃的偏角κrε,一般取κrε=κr/2;宽度bε=0.5~2mm。直线过渡刃主要用于粗加工、有间断冲击的切削和强力切削用车刀、铣刀上。
图5-26b所示为圆弧过渡刃,其半径rε称为刀尖圆弧半径,一般不宜太大,否则可能引起振动。rε一般根据刀具材料、加工工艺系统刚性或表面粗糙度要求来选择。一般高速钢刀具的rε=0.2~5mm;硬质合金刀具的rε=0.2~2mm。
当过渡刃与进给方向平行,此时偏角κ′rε=0°,则该过渡刃称为修光刃,如图5-26所示。它运用在大进给切削时,要求加工表面粗糙度值较小的情况。修光刃长度一般为(1.2~1.5) f(f为进给量)。
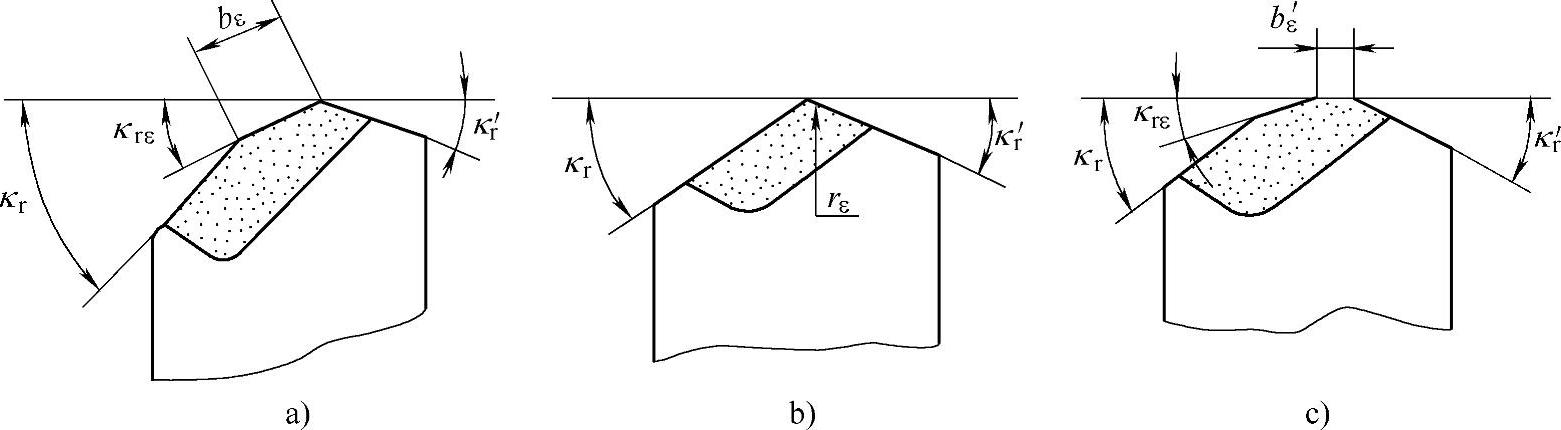
图5-26 过渡刃与修光刃的形式
a)直线过渡刃 b)圆弧过渡刃 c)修光刃
相关文章

因此只有选择合适的后角数值,才能获得较高的刀具寿命。副偏角κ′r的主要作用是减少副切削刃与已加工表面间的摩擦,它的大小对表面粗糙度和刀具寿命有较大影响。......
2025-09-29

Step1.选择下拉菜单命令,系统弹出图3.3.6所示的“创建刀具”对话框。Step2.确定刀具类型。图3.3.6 “创建刀具”对话框图3.3.7 “铣刀-5参数”对话框图3.3.6所示的“创建刀具”对话框中刀具子类型的说明如下。......
2025-09-29

而钻头、铣刀等旋转体类刀具的基面为通过切削刃上选定点,包含刀具轴线的平面。pr、ps和po构成正交平面坐标系,它是生产中最常用的一个坐标系,用以设计、计算和测量刀具的几何角度。......
2025-09-29
水轮发电机组状态在线监测系统参数包括状态监测参量、工况参数和过程量参数。电气干扰将影响水轮发电机组的稳定运行,是监测诊断的重要参数。针对大型混流式机组,根据《水轮发电机组状态在线监测系统技术导则》、《水力机械振动和脉动现场测试规程》、《水轮发电机组安装技术规范》和其他相关标准的要求,建议配置以下机组状态监测参数。......
2025-09-29

TIG焊的参数主要有:电源的种类及极性、焊接电流、电弧电压、焊接速度填丝速度与焊丝直径、保护气体种类、流量和喷嘴孔径、电极直径和端部形状、喷嘴与工件的距离和钨极伸出长度等。钨极直径和端部的形状影响电弧的稳定性和焊缝成形,因此TIG焊应根据焊接电流大小来确定钨极的形状。采用交流TIG焊时,钨极末端磨成半球状,随着电流的增加球径也随之增大,最大为钨极半径。......
2025-09-29
作为短路保护的电磁脱扣器对断路器的短路开断过程有重要作用,它的动作时间越短,越有利于提高短路开断性能,对塑壳断路器来说,更有利于达到操作机构动作与触头斥开过程的合理配合,防止动触头斥开后的跌落现象。所以实现电磁脱扣器的优化设计,一般可取动作时间最短作为优化的目标,而把几何尺寸作为设计变量。......
2025-09-29

扩散连接参数主要有温度、压力、时间、气氛环境和试件的表面状态,这些因素之间相互影响、相互制约,在选择焊接参数时应统筹考虑。此外,扩散连接时还应考虑中间层材料的选用。对瞬时液相扩散连接温度的选择,常在可生成液相的最低温度附近,温度过高将引起母材的过量溶解。......
2025-09-29

干切削刀具材料的选择首先应考虑干切削加工的特点,即刀具材料应具有耐高温、耐磨损、高韧度、低摩擦因数等性能。表3-4 加工常见工件材料的干切削刀具材料其次,刀具材料的选择还应考虑加工要求、加工方式等因素,并进行必要的试验研究。YM053则主要用于干切削加工各种铸铁。......
2025-09-29
相关推荐