飞机水平测量是飞机总装时对飞机各部件相对位置准确度进行检验和调整的工序。④飞机水平测量时,起落架应放下并锁住,机轮离地面50~100 mm。④水平测量应连续进行。中间间断2 h 以上时,必须重新复查飞机调平情况,然后才能继续测量。②飞机横向和纵向调平的误差一般为:0 mm±0.5 mm。水平测量图未规定时,则应符合HB/Z 103—1986《飞机水平测量公差》的要求。......
2023-07-18
1.技术测量的一般概念
测量是指以确定被测对象量值为目的的全部操作。实质上是将被测几何量与作为计量单位的标准量进行比较,从而确定被测几何量是计量单位的倍数或分数的过程。一个完整的测量过程包括测量对象、计量单位、测量方法和测量精度四个方面要素。
检验只确定被测几何量是否在规定的极限范围之内,从而判断被测对象是否合格,而无需得出具体的示值。
测量对象包括的四个要素如下:
1)测量对象。主要指几何量,包括长度、角度、表面粗糙度、几何形状和相互位置等。
2)计量单位。为保证测量的正确性,必须保证测量中单位的统一,为此我国以国际单单位制为基础确定了法定计量单位。我国的法定计量单位中,长度计量单位为米(m),平面角度计量单位为弧度(rad)及度(°)、分(′)、秒(″)。度、分、秒的关系采用60进制。机械制造中常用的长度计量单位为毫米(mm),1mm=10-3 m。在精密测量中,长度计量单位采用微米(μm),1μm=10-3 mm。在超精密测量中,长度计量单位采用纳米(nm),1nm=10-3μm。
确定了计量单位后,要取得准确的量值,还必须建立长度基准。1983年第十七届国际计量大会规定“米”的定义:1m是光在真空中1/299792458s的时间间隔内所经路径的长度。按此定义确定的基准称为自然基准。
在机械制造中,自然基准不便于直接应用。为保证量值的统一,必须把国家基准所复现的长度计量单位量值经计量标准逐级传递到生产中的计量器具和工件上去,以保证测量所得的量值的准确一致。为此要建立严密的长度量值传递系统。在技术上,长度量值通过两个平行的系统向下传递:一个系统是由自然基准过渡到国家基准米尺、工作基准米尺,再传递工程技术中应用的各种刻线线纹尺,直至工件尺寸。另一系统是由自然基准过渡到基准量块,再传递到各等级工作量块及各种计量器具,直至工件尺寸,这一系统称为端面量具系统。
3)测量方法。测量方法是指测量时所采用的计量器具和测量条件的综合。测量前应根据被测对象的特点,如精度、形状、质量、材质和数量等来确定需用的计量器具,分析研究被测参数的特点及与其他参数的关系,以确定最佳测量方法。
4)测量精度。测量精度是指测量结果与真值的一致程度。任何测量过程总是不可避免出现测量误差。误差大,说明测量结果离真值远,精度低;反之,则误差小,精度高。因此,精度和误差是两个相对的概念。由于存在测量误差,任何测量结果都只能是要素真值的近似值,所以测量结果有效值的准确性是由测量精度确定的。
2.计量器具的分类
计量器具按结构特点可以分为四类。
(1)量具 量具是以固定形式复现量值的计量器具,一般结构比较简单,没有传动放大系统。量具中有的可以单独使用,有的也可以与其他计量器具配合使用。
量具又可分为单值量具和多值量具两种。单值量具是用来复现单一量值的量具,又称为标准量具,如量块、直角尺等。多值量具是用来复现一定范围内的一系列不同量值的量具,又称为通用量具。通用量具按其结构特点划分为以下几种:固定刻线量具,如金属直尺、卷尺等;游标量具,如游标卡尺、游标万能角度尺等;螺旋测微量具,如内、外径千分尺和螺纹千分尺等。
(2)量规 量规是没有刻度的专用计量器具,用于检验零件要素的实际尺寸及形状、位置的实际情况所形成的综合结果是否在规定的范围内,从而判断零件被测的几何量是否合格。量规检验不能获得被测几何量的具体数值。如用光滑极限量规检验光滑圆柱形工件的合格性,用螺纹量规综合检验螺纹的合格性等。
(3)量仪 量仪是能将被测几何量的量值转换成可直接观察的指示值或等效信息的计量器具。量仪一般具有传动放大系统。按原始信号转换原理的不同,量仪又可分为如下四种。
1)机械式量仪。机械式量仪是指用机械方法实现原始信号转换的量仪,如指示表、杠杆比较仪和扭簧比较仪等。这种量仪结构简单,性能稳定,使用方便,因而应用广泛。
2)光学式量仪。光学式量仪是指用光学方法实现原始信号转换的量仪,它具有较大放大比的光学放大系统,如万能测长仪、立式光学计、工具显微镜、干涉仪等。这种量仪精度高,性能稳定。
3)电动式量仪。电动式量仪是指将原始信号转换成电量形式信息的量仪。这种量仪具有放大和运算电路,可将测量结果用指示表或记录器显示出来,如电感式测微仪、电容式测微仪、电动轮廓仪、圆度仪等。这种量仪精度高,易于实现数据自动化处理和显示,还可实现计算机辅助测量和检测自动化。
4)气动式量仪。气动式量仪是指以压缩空气为介质,通过其流量或压力的变化来实现原始信号转换的量仪,如水柱式气动量仪、浮标式气动量仪等。这种量仪结构简单,可进行远距离测量,也可对难以用其他计量器具测量的部位(如深孔部位)进行测量;但标尺范围小,对不同的被测参数需要不同的测头。
(4)计量装置 计量装置是指为确定被测几何量值所必需的计量器具和辅助设备的总称。它能够测量较多的几何量和较复杂的零件,有助于实现检测自动化或半自动化,一般用于大批量生产中,以提高检测效率和检测精度。
3.测量方法的分类
广义的测量方法是指测量时所采用的测量器具和测量条件的综合,而在实际工作中往往从获得测量结果的方式来理解测量方法,即按照不同的出发点,测量方法有各种不同的分类。
1)根据所测几何量是否为要求被测的几何量,测量方法可分为以下两种:
①直接测量。直接用量具和量仪测出零件被测几何量值的方法称为直接测量。例如,用游标卡尺或者比较仪直接测量轴的直径。
②间接测量。通过测量与被测尺寸有一定关系的其他尺寸,然后通过计算获得被测尺寸量值的方法称为间接测量。如图4-10所示零件,显然无法直接测出中心距L,但通过测量L1(或L2)、ϕ1和ϕ2的值,并根据关系式

计算,可间接得到L的值。间接测量法存在基准不重合误差,故仅在不能或不宜采用直接测量的场合使用。
2)根据被测量值是直接由计量器具的读数装置获得,还是通过对某个标准值的偏差计算得到,测量方法可分为以下两种:

图4-10 用间接测量法测两轴中心距
①绝对测量。测量时,被测量的全值可以直接从计量器具的读数装置获得。例如用游标卡尺或测长仪测量轴颈。
②相对测量(又称为比较测量或微差测量)。将被测量与同它只有微小差别的已知同种量(一般为标准量)相比较,通过测量这两个量值间的差值以确定被测量值。
3)根据工件上同时测量的几何量的多少,测量方法可分为以下两种:
①单项测量。对工件上的每一几何量分别进行测量的方法,一次测量仅能获得一个几何量的值。例如用工具显微镜分别测量螺纹单一中经、螺距和牙侧角的实际值,分别判断它们是否合格。
②综合测量。能得到工件上几个有关几何量的综合结果,以判断工件是否合格,而不是要求得到单项几何量值。例如用螺纹通规检验螺纹是否合格。实质上综合测量一般属于检验。
单项测量便于进行工艺分析,找出误差产生的原因,而综合测量只能判断零件是否合格,但综合测量的效率比单项测量高。
4)根据被测工件表面是否与计量器具的测量元件接触,测量方法可分为以下两种:
①接触测量。测量时,计量器具的测量元件与工件被测表面接触,并有机械作用的测量力。例如用机械式比较仪测量轴颈,测头在弹簧力的作用下与轴颈接触。
②非接触测量。测量时,计量器具的测量元件不与工件接触。例如,用光切显微镜测量表面粗糙度等。
接触测量会引起被测表面和计量器具的有关部分产生弹性变形,因而影响测量精度,非接触测量则无此影响。
5)根据测量在加工过程中所起的作用,测量方法可分为以下两种:
①主动测量。主动测量是指在加工过程中对工件的测量,测量的目的是控制加工过程,及时防止废品产生。
②被动测量。被动测量是指在工件加工完后对其进行的测量,测量的目的是发现并剔除废品。
主动测量常用在生产线上,使测量与加工过程紧密结合,根据测量结果随时调整机床,以最大限度地提高生产效率和产品合格率,因而是检测技术发展的方向。
6)根据测量时工件是否运动,测量方法可分为以下两种:
①静态测量。在测量的过程中,工件的被测表面与计量器具的测量元件处于相对静止的状态,被测量的量值是固定的,如用游标卡尺测量轴颈等。
②动态测量。在测量过程中,工件被测表面与计量器具的测量元件处于相对运动状态,被测量的量值是变动的,如用圆度仪测量圆度误差和用偏摆仪测量跳动误差等。
动态测量可测出工件某些参数连续变化的情况,经常用于测量工件的运动精度参数。
4.计量器具的基本计量参数
计量器具的计量参数是表征计量器具性能和功用的指标,是选择和使用计量器具的主要依据。基本计量参数有如下一些:
1)标尺间距。标尺间距是指标尺或刻度盘上两相邻刻线中心的距离。一般标尺间距在1~2.5mm之间。标尺间距太小,会影响估读精度;标尺间距太大,会加大读数装置的轮廓尺寸。
2)分度值。分度值又称为分辨率,是指标尺或刻度盘上每一标尺间距所代表的量值。常用的分度值有0.1mm、0.05mm、0.02mm、0.01mm、0.002mm、0.001mm等。一般来说,分度值越小,计量器具的精度越高。
3)标尺范围。标尺范围是指计量器具标尺或刻度盘所指示的起始值和终止值的范围。
4)测量范围。测量范围是指计量器具能够测出的被测尺寸的最小值到最大值的范围。例如,千分尺的测量范围就有0~25mm、25~50mm、50~75mm、75~100mm等多种。如图4-11所示,以机械式比较仪为例说明了上述四个参数。该量仪的标尺间距是图中的两条相邻刻线间的距离c,分度值为1μm,即0.001mm,标尺范围为±15μm,仪器的测量范围如图中标注所示,其数值一般为0~180mm。
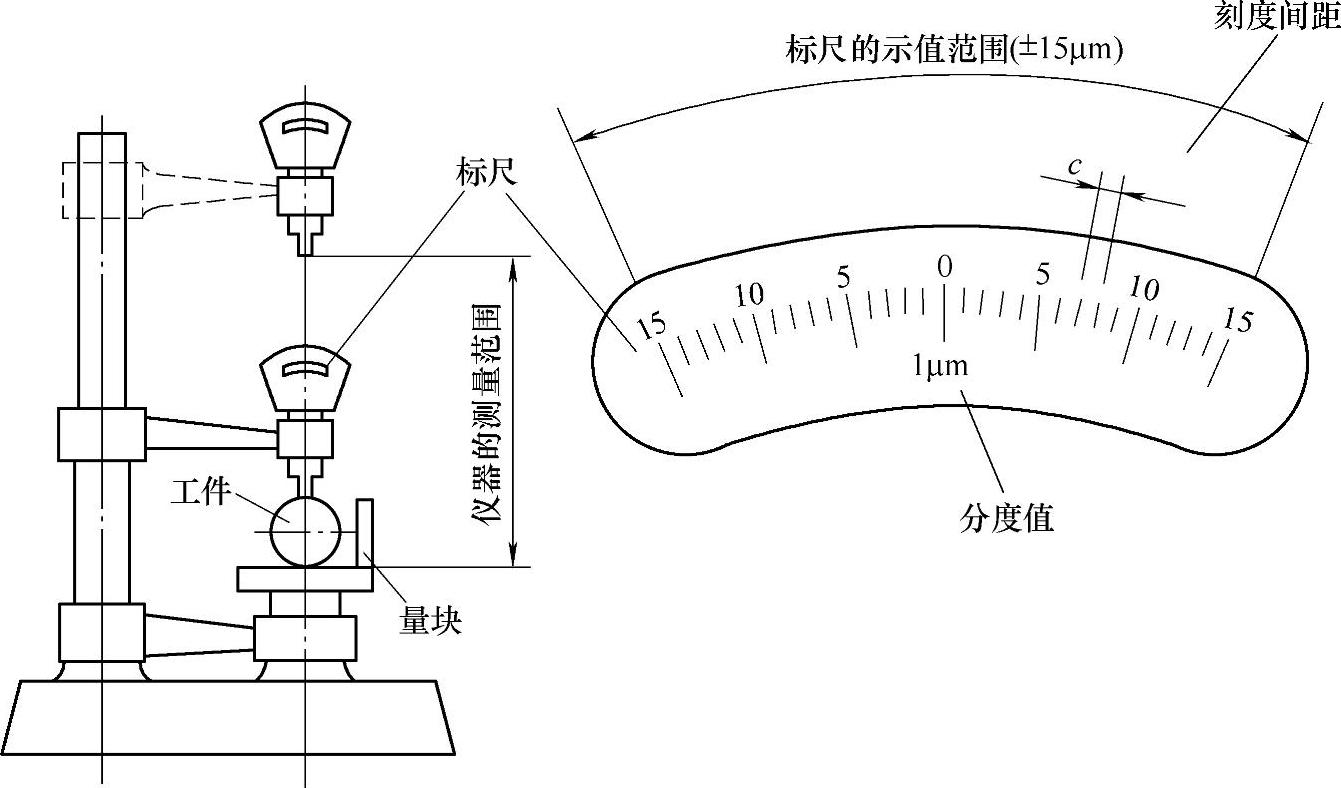
图4-11 标尺间距、分度值、标尺范围、测量范围的比较
5)示值误差。示值误差是指计量器具的指示值与被测尺寸的真值之差。示值误差由仪器设计原理误差、分度误差、传动机构失真等因素产生,可通过对计量器具的校验测得。
6)示值稳定性。在工作条件一定的情况下,对同一参数进行多次测量所得示值的最大变化范围称为示值的稳定性,又可称为测量的重复性。
7)校正值。校正值又称为修正值。为消除示值误差所引起的测量误差,常在测量结果中加上一个与示值误差大小相等符号相反的量值,这个量值就称为校正值。
8)灵敏阈。能够引起计量器具示值变动的被测尺寸的最小变动量称为该计量器具的灵敏阈。灵敏阈的高低取决于计量器具自身的反应能力。灵敏阈又称为鉴别力。
9)灵敏度。灵敏度是指计量器具反映被测量变化的能力。对于给定的被测量值,计量器具的灵敏度用被观察量的增量ΔL与其相应的被测量的增量ΔX之比表示,即灵敏度=ΔL/ΔX。当ΔL与ΔX为同一类时,灵敏度也称为放大比,它等于标尺间距与分度值之比。
10)测量力。测量力是指计量器具的测量元件与被测工件表面接触时产生的机械压力。测量力过大会引起被测工件表面和计量器具的有关部分变形,在一定程度上降低测量精度;但测量力过小,也可能降低接触的可靠性而引起测量误差。因此,必须合理控制测量力的大小。
有关磨工技能认证考试辅导教程的文章

飞机水平测量是飞机总装时对飞机各部件相对位置准确度进行检验和调整的工序。④飞机水平测量时,起落架应放下并锁住,机轮离地面50~100 mm。④水平测量应连续进行。中间间断2 h 以上时,必须重新复查飞机调平情况,然后才能继续测量。②飞机横向和纵向调平的误差一般为:0 mm±0.5 mm。水平测量图未规定时,则应符合HB/Z 103—1986《飞机水平测量公差》的要求。......
2023-07-18

空间域和频域之间最基本的联系是卷积计算。3)在频域中,计算滤波器函数H(u,v)和F(u,v)的点积G(u,v)。 二维离散傅里叶变换实例图3.10a所示为在尺寸为512×152像的黑色背景上叠加一个尺寸为20×40的白色矩形。......
2023-11-24
水深精度应理解为改正后水深的精度。在确定水深精度时,需对各误差源进行定量表示。由于水深测量的特点是测量深度数据缺少多余观测值,因而水深精度主要取决于对影响水深值的系统误差和可能的随机误差的估计精度。......
2023-11-29

由于国内抗高过载惯性器件近两年才出现, 截至目前在智能榴弹二维弹道修正引信上尚无成熟的工程实现方案, 因而, 主要采用卫星导航作为其弹道测量手段。接收机通道数又称信道数, 是指接收机能够同时接收可视卫星的数量。针对该问题, 当前卫星定位接收机的抗干扰技术主要在于抗窄带脉冲干扰和转发式干扰。......
2023-06-15

捷联式惯性导航系统没有物理伺服平台。 初始对准是指惯性系统进入导航工作状态之前, 确定每个加速度计输入轴的方向或者捷联矩阵的初始值。 当前状态计算是指惯性系统进入导航工作状态, 根据加速度计和陀螺仪输出, 按照力学方程组, 实时解算并提供载体的速度、位置和姿态角等导航参数信息。随着航海、航空、航天技术的不断发展, 人们对惯性导航系统工作精度要求越来越高。......
2023-06-15
线性空间域滤波借助模板与图像进行卷积并在邻域操作。图3.5a所示为一个3×3的均值滤波器,将其应用于图3.4a的子图像,其滤波结果为对于与图3.3b所示模板对应的像素区域,采用图3.5a所示的滤波器进行滤波,其结果为均值滤波器减小了图像灰度的“尖锐”变化。非线性空间域滤波器能够较好地处理椒盐噪声、脉冲噪声和孤立噪声点。 中值滤波器的使用图3.6所示是利用3×3的模板进行中值滤波的示例。......
2023-11-24
例如,600 kHz ADCP其测量剖面深度范围可以从0.7m至75m。这样一台600 kHz ADCP即可适用于大部分河流的水深情况。图10-13RDI走航式ADCP声学多普勒流速仪ADCP主要技术指标见表10-6。......
2023-11-29

单目视觉几何相似法测量是对应于被测对象的几何参数在同一平面内的情况,此时被测物面与摄像系统光轴垂直,并与像平面平行。几何相似法测量只是二维测量,主要有二维几何位置、形状、变形测量、位移和速度的测量等。......
2023-11-24
相关推荐