极限偏差是相对于公称尺寸偏离大小的数值,即确定了极限尺寸相对公称尺寸的位置,它是限制实际偏差的变动范围。而公差仅表示极限尺寸变动范围的一个数值。......
2023-06-26
1.尺寸
尺寸是用特定单位表示的两点之间距离的数值,如直径、半径、宽度、深度、高度、中心距等。
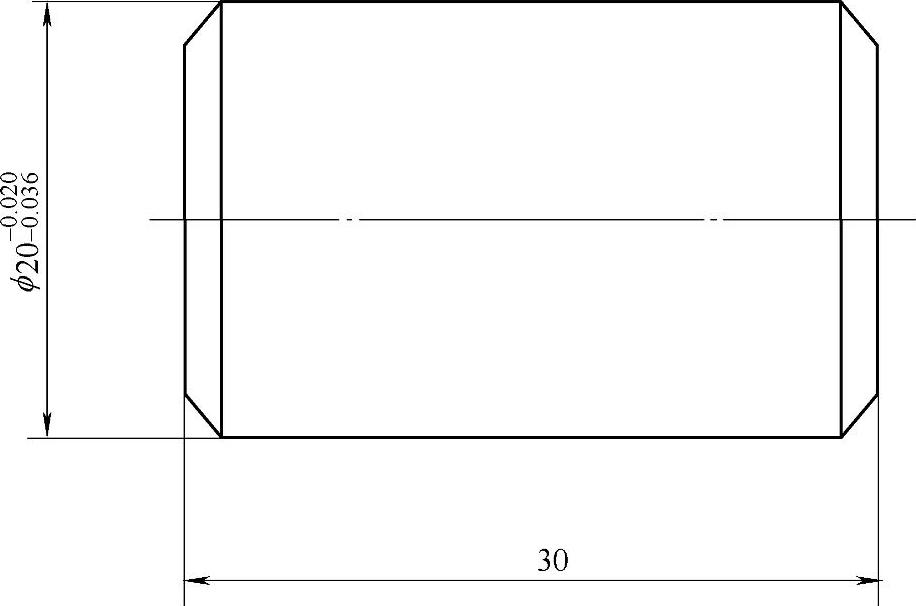
图4-1 圆柱销
2.公称尺寸(D,d)
公称尺寸是设计给定的尺寸,用D和d表示(一般大写字母表示孔,小写字母表示轴)。它是根据产品的使用要求及零件的强度、刚度等要求计算出的,或通过试验和类比方法而确定的,经过圆整后得到的尺寸。如图4-1所示,ϕ20mm及30mm为圆柱销直径和长度的基本值。
3.实际尺寸(Da,da)
实际尺寸是通过测量得到的尺寸。由于加工误差的存在,按统一图样要求所加工的各个零件,其实际尺寸往往不相同。即使是同一两件的不同位置、不同方向的实际尺寸也往往不一样,如图4-2所示。故实际尺寸是实际零件上某一位置的测量值。加之测量时还存在着测量误差,所以实际尺寸并非真值。
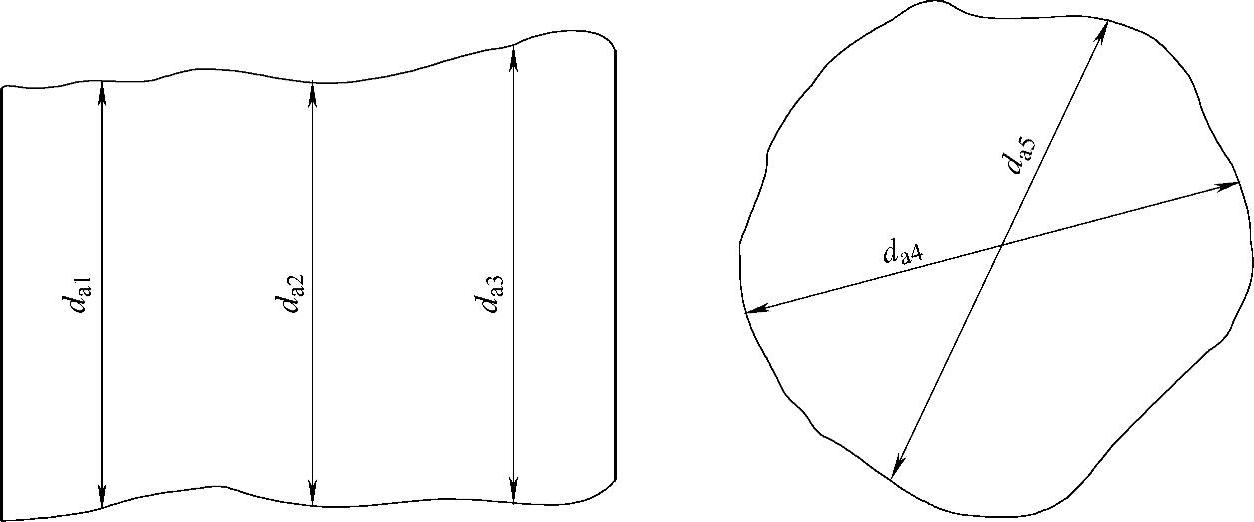
图4-2 圆柱销实际尺寸
4.极限尺寸
极限尺寸是指允许尺寸变化范围的两个极限值,其中较大的称为上极限尺寸(Dmax、dmax),较小的称为下极限尺寸(Dmin、dmin),如图4-3所示。
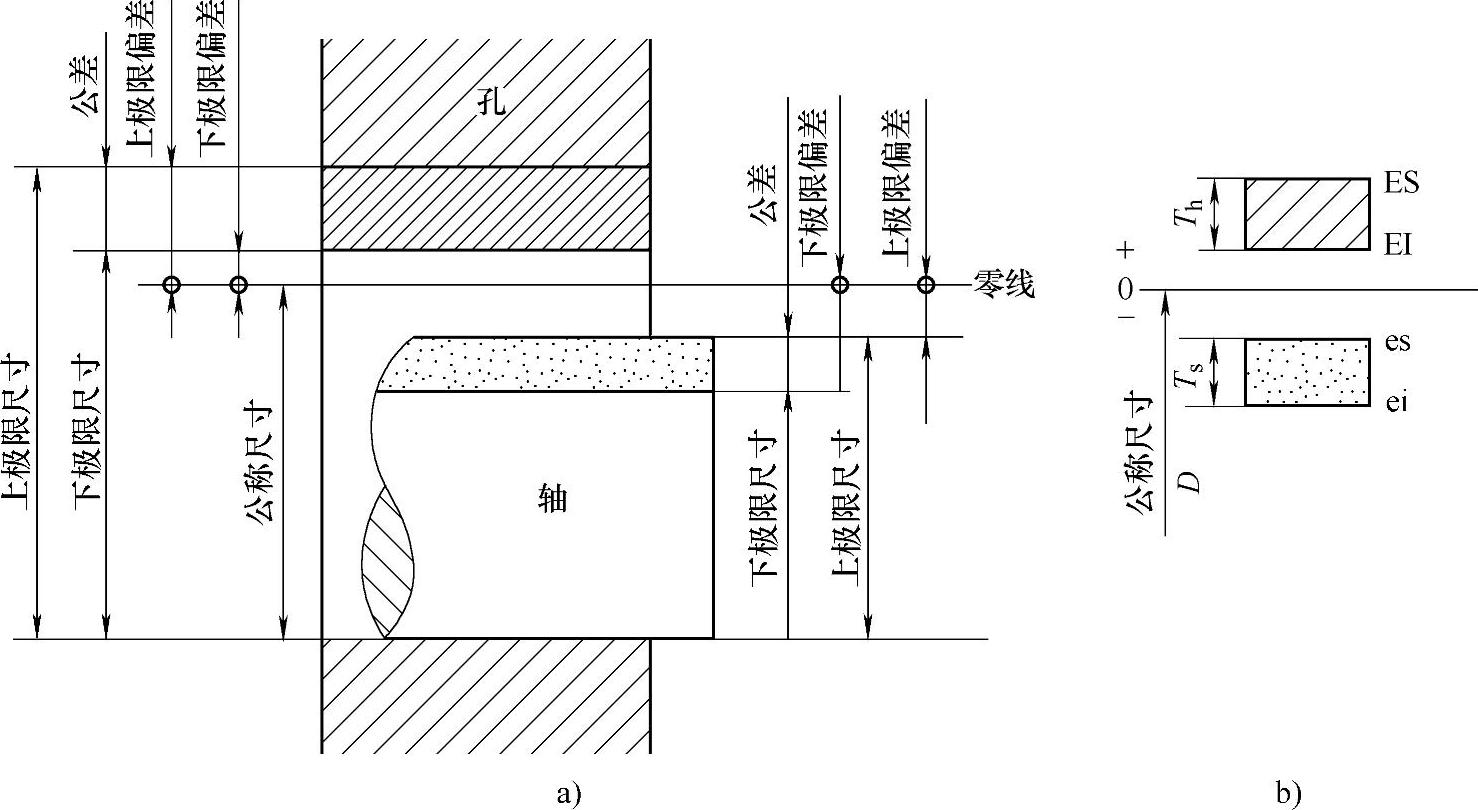
图4-3 公差与配合示意图
5.尺寸偏差
尺寸偏差简称偏差,是指某一尺寸减其公称尺寸所得的代数差,其值可正、可负或零。
(1)实际偏差 实际尺寸减其公称尺寸所得的代数差。记为
实际偏差=Da-D(或da-d)
(2)极限偏差 极限尺寸减其公称尺寸所得的代数差。其中,上极限尺寸与公称尺寸之差成为上极限偏差(ES、es),下极限尺寸与公称尺寸之差称为下极限偏差(EI、ei),如图4-3a所示,分别记为
ES=Dmax-D es=dmax-d
EI=Dmin-D ei=dmin-d
6.尺寸公差(Th、TS)
尺寸公差(简称公差)是指允许尺寸的变动量,如图4-3a所示。公差、极限尺寸和极限偏差的关系如下
孔公差 Th=Dmax-Dmin=ES-EI
轴公差 Ts=dmax-dmin=es-ei
由此可见,公差值永远为正值。
7.公差带图
如果只为了表明尺寸、极限偏差及公差之间的关系,可以不必画出孔与轴的全形,而采用公差带图表示,如图4-3b所示。公差带图由两部分组成:零线和公差带。
(1)零线 在公差带图中,确定偏差的一条基准线称为零线。它是指公称尺寸所在的线,是偏差的起始线。零线的上方表示正偏差,零线的下方表示负偏差。画公差图时,注上相应的符号“0”“+”和“-”号,在其下方画上带单箭头的尺寸线并注上公标尺寸。
(2)尺寸公差带 在尺寸公差带图中,由代表上极限偏差、下极限偏差的两条直线所限定的区域称为尺寸公差带,简称公差带。通常孔公差带用斜线表示,轴公差带用网点或空白表示。公差带在垂直零线方向的宽度代表公差值,上面线表示上极限偏差,下面线表示下极限偏差。公差带沿零线方向的长度可适当选取。公差带图中,尺寸单位为毫米,偏差及公差单位用微米表示,单位省略不写。
8.标准公差(IT)
标准公差是指国家标准GB/T 18001—2009所规定的已标准化的公差值,它确定了公差带的大小。
9.基本偏差
基本偏差是指用以确定公差带相对于零线位置的上极限偏差或下极限偏差。标准规定,以靠近零线的那个极限偏差作为基本偏差。如图4-4所示,当公差带完全在零线上方或正好在零线上方时,其下极限偏差(EI)为基本偏差;当公差带完全在零线下方或正好在零线下方时,其上极限偏差(ES)为基本偏差;而对称分布在零线上时,其上、下极限偏差中的任何一个都可作为基本偏差。
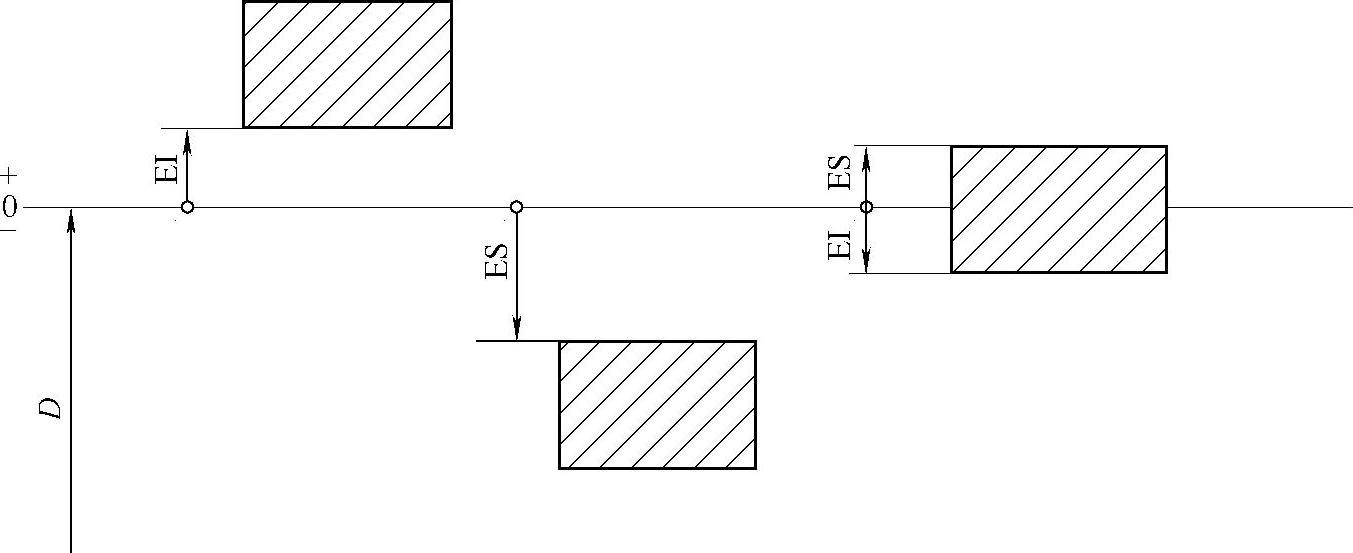
图4-4 基本偏差
有关磨工技能认证考试辅导教程的文章

极限偏差是相对于公称尺寸偏离大小的数值,即确定了极限尺寸相对公称尺寸的位置,它是限制实际偏差的变动范围。而公差仅表示极限尺寸变动范围的一个数值。......
2023-06-26

表2-18倒圆半径与倒角高度尺寸的极限偏差的数值3.线性尺寸的一般公差的表示方法线性尺寸的一般公差主要用于较低精度的非配合尺寸。采用国家标准规定的一般公差时,在图样上的尺寸后不注出极限偏差,而是在图样的技术要求或有关文件中,用标准号和公差等级代号作出总的表示。......
2023-06-15
上极限偏差与下极限偏差统称为极限偏差。由于公差或偏差的数值比公称尺寸的数值小得多,在图中不便用同一比例表示,同时为了简化,在分析有关问题时,不画出孔、轴的结构,只画出放大的孔、轴公差区域和位置,采用这种表达方法的图形称为公差带图,如图2-4所示。通常零线位置表示公称尺寸,正偏差位于零线上方,负偏差位于零线的下方。......
2023-06-15

把组成工艺尺寸链的各个尺寸称为尺寸链的环。通过上述分析可知,工艺尺寸链的主要特性是封闭性和关联性。该方法应用最广,常用于加工过程中基准不重合时计算工序尺寸。......
2023-06-29

在工程制图中时常要为指定尺寸标注尺寸公差。用户可采用以下方法标注尺寸的公差。在尺寸标注时右击,接着利用弹出来的图5-82所示的“尺寸标注属性设置”对话框设置尺寸的公差内容。图5-88 “标注风格设置”对话框在“尺寸标注属性设置”对话框的“公差与配合”选项组中,可以设置公差输入形式、输出形式、公差代号、上偏差和下偏差等。......
2023-11-23

公差与配合的选择是否恰当,对产品的性能、质量、互换性与经济性都有着重要的影响。尺寸公差与配合的选择主要包括配合制、公差等级及配合种类。公差等级可采用计算法或类比法进行选择。表2-11公差等级应用范围表2-12常用公差等级应用示例3.配合种类的选用当配合制和公差等级确定后,配合的选择就是根据所选部位松紧程度的要求,确定非基准件的基本偏差代号。......
2023-06-15

影响塑件尺寸公差的因素很多,而且相当复杂,主要因素有以下五个。上述影响磨损的诸因素中,塑件脱模过程的摩擦磨损是最主要的。对一副已完工的模具来说,收缩率波动是造成塑件尺寸变化的主要因素。也就是说,塑件的公差要求受到可能产生的误差限制。......
2023-06-30

用以表示相互配合的一对轴和孔的公称尺寸、极限尺寸、极限偏差以及相互关系的简图,称为极限与配合示意图,如图3-3所示。在公差带图解中,由代表上极限偏差和下极限偏差或上极限尺寸和下极限尺寸的两条直线所限定的一个区域称为公差带。画公差带图时,不画出整个零件,只用表示公称尺寸的一条直线,以其为基准来确定偏差和公差的起点。......
2023-06-26
相关推荐