
中国实施现代学校教育,算来不过是最近四十年来的事情。单就上述五点,便明白看出:中国教育平时所有的缺点,一到战时,会怎样地发展下去?......
2023-08-17
自由锻是将加热好的金属坯料,放在锻造设备上、下砧铁之间,施加冲击力或压力,使之产生塑性变形,从而获得所需锻件的一种加工方法。坯料在锻造过程中,除与上、下砧铁或其他辅助工具接触的部分表面外,都是自由表面,变形不受限制,故称自由锻。
自由锻可分为手工自由锻和机器自由锻。手工自由锻是依靠人力使用简单工具对坯料进行锻打,从而改变坯料的形状和尺寸获得所需锻件。手工锻造生产率低、劳动强度大、锤击力小,一般只能完成一些简单手工农具或工艺品的锻造,在现代工业生产中已为机器锻造所取代。机器自由锻是依靠专用的自由锻造设备和专用工具对坯料进行锻打,改变坯料形状和尺寸,获得锻件。自由锻的优点是所用工具简单、通用性好、灵活性大,适用于单件、小批量锻件生产,特别是特大型锻件的生产。自由锻的缺点是锻件精度低、加工余量大、生产率低、劳动强度大。
1.自由锻设备
根据锻造设备的不同,自由锻又分为锤锻自由锻和水压机自由锻两种。前者用于锻造中、小型锻件,后者用于锻造大型锻件。
(1)锤锻自由锻 锤锻自由锻的通用设备是空气锤和蒸汽-空气自由锤。空气锤由自身携带的电动机直接驱动,落下部分质量在40~1000kg之间,锤击能量小,只能锻造100kg以下的小型锻件。
空气锤的结构和工作原理如图3-23所示,它主要由以下几个部分组成:
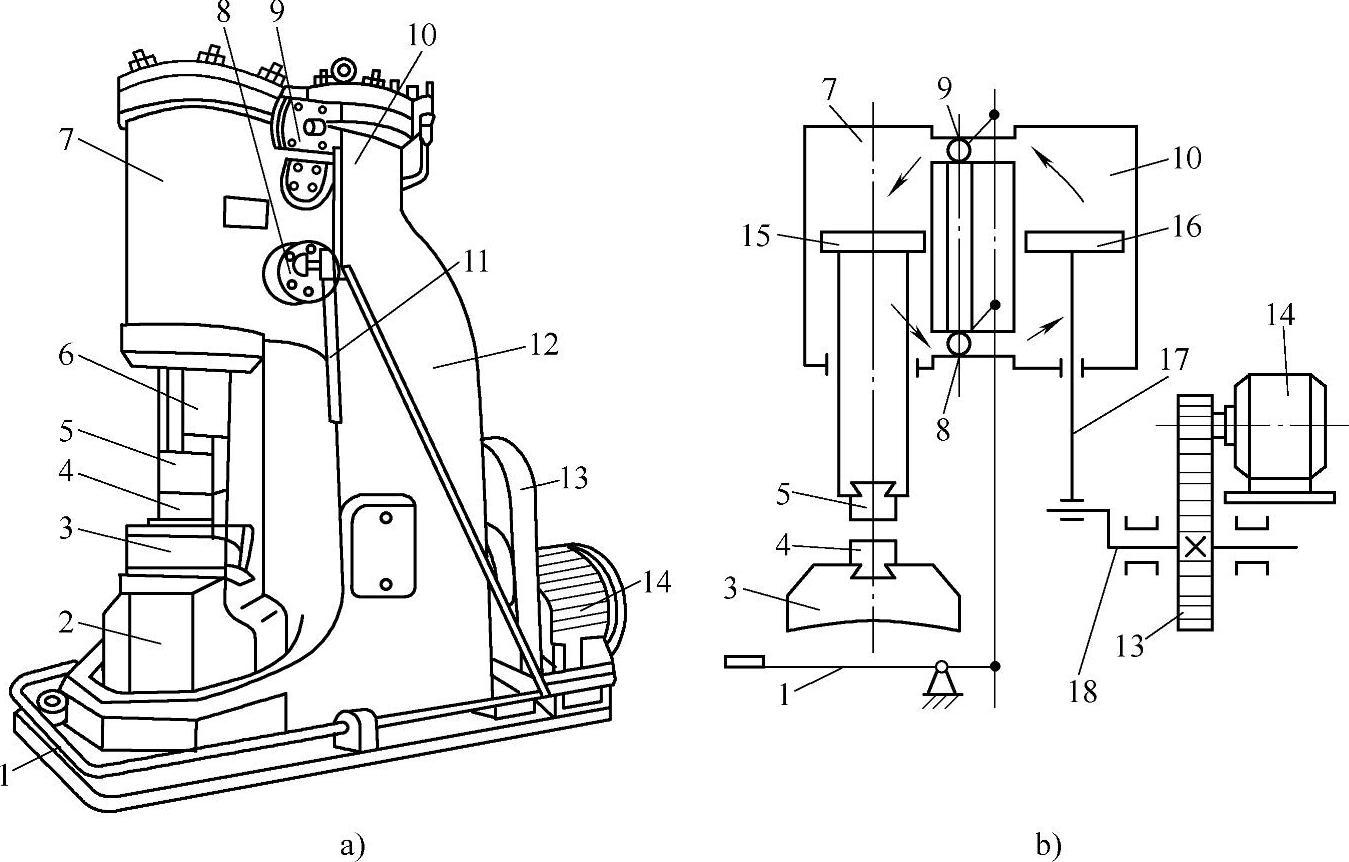
图3-23 空气锤的结构和工作原理
a)结构b)工作原理
1—踏杆 2—砧座 3—砧垫 4—下砧 5—上砧 6—锤杆 7—工作缸 8—下旋阀
9—上旋阀 10—压缩缸 11—手柄 12—锤身 13—减速器 14—电动机
15—工作活塞 16—压缩活塞 17—连杆 18—曲柄
1)机架。机架又叫锤体,由工作缸7、压缩缸10、锤身12、底座等组成。
2)传动部分。由电动机14、减速器13、曲柄18及压缩活塞16等组成。
3)操纵部分。由上、下旋阀9和8,旋阀套和踏杆(操纵手柄)1等组成。
4)工作部分。包括下落部分(工作活塞15、锤杆6、上砧5)和锤砧(下砧4、砧垫3、砧座2)组成。
为满足锻造的稳定性,砧座的质量要求是落下部分质量的12~15倍。砧座安装在钢筋水泥基础上,而且在砧座与基础之间垫有枕木,以消除打击时产生的振动。
蒸汽-空气锤利用压力为0.6~0.9MPa的蒸汽或压缩空气作为动力,蒸汽或压缩空气由单独的锅炉或空气压缩机供应,投资比较大。常用的双柱式蒸汽-空气锤的构造如图3-24所示,其主要组成有:
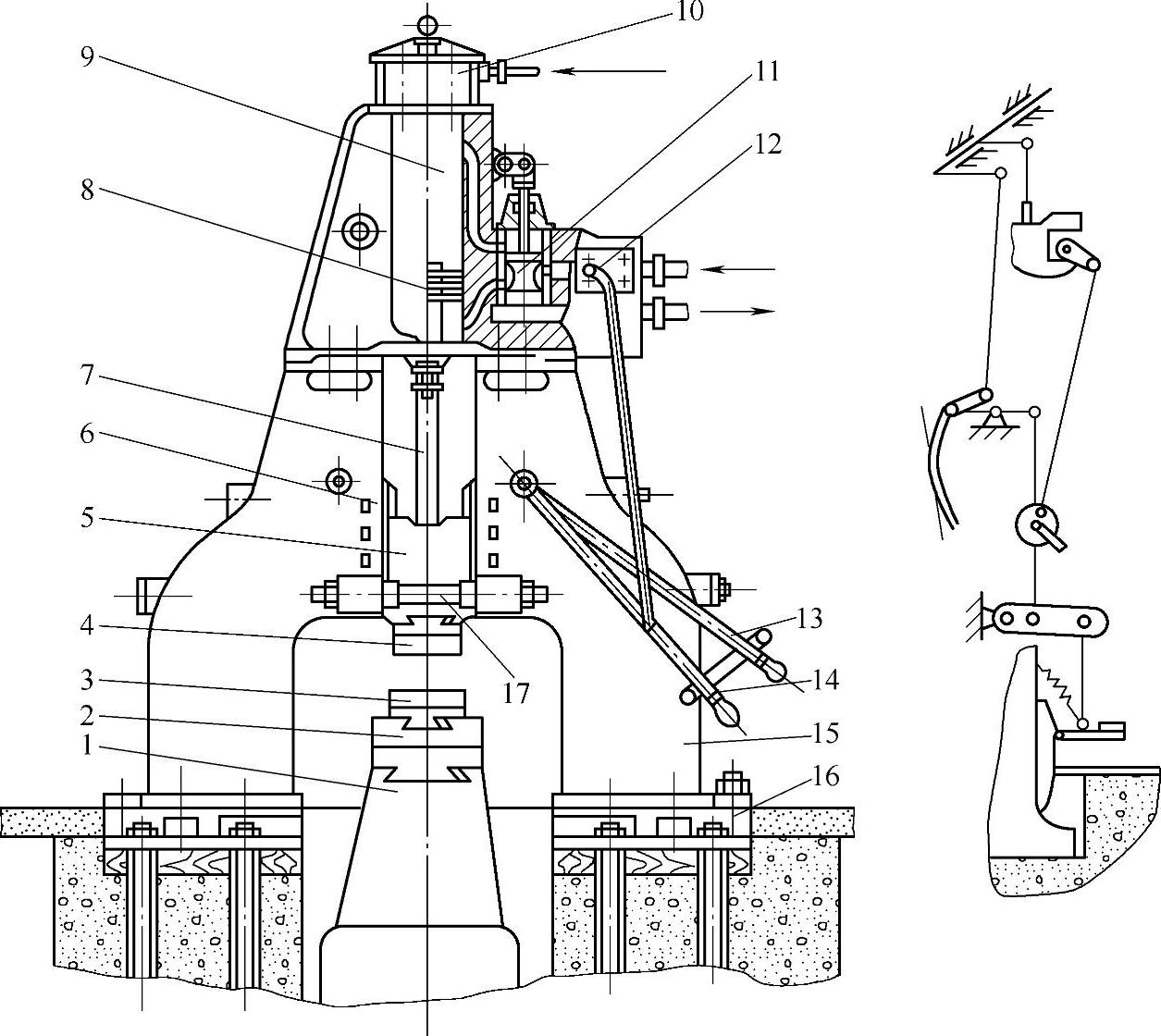
图3-24 双柱式蒸汽-空气锤构造
1—砧座 2—砧垫 3—下砧 4—上砧 5—锤头 6—导轨 7—锤杆 8—活塞
9—气缸 10—缓冲缸 11—滑阀 12—节气阀 13—滑阀操纵杆
14—节气阀操纵杆 15—立柱 16—底座 17—拉杆
1)机架。机架又叫锤身,由铸铁或铸钢铸成的左、右立柱15组成,并由螺栓紧固在底座16上,再用前、后拉杆17将两立柱连接起来,以增加刚性。
2)气缸及缓冲机构。气缸9是将蒸汽或压缩空气所具有的能量转变为打击功能的结构,在上部安装有缓冲缸10,以防活塞8冲击气缸。
3)落下部分。落下部分包括活塞8、锤杆7、锤头5和上砧4等。
4)配气—操纵机构。配气机构位于气缸侧面,由滑阀11和节气阀12组成。操纵机构由节气阀操纵杆14、滑阀操纵杆13等组成。操纵机构的作用是通过操作节气阀和滑阀,使锤头实现悬空、压紧工件、单次打击和连续打击等动作。
5)砧座。砧座由下砧3、砧垫2和砧座1组成。砧座的质量是落下部分的12~15倍,足够的质量可保证打击时不会产生弹跳而减弱打击,也不易产生下沉。
(2)水压机自由锻 自由锻水压机是锻造大型锻件的主要设备。我国已能自行设计制造125000kN以下的各种规格的自由锻水压机。水压机是根据液体的静压传递原理(即帕斯卡原理)设计制造的。水压机主要由本体和附属设备组成。水压机本体的典型结构如图3-25所示,它由固定系统和活动系统两部分组成。
1)固定系统。由下横梁1、立柱3、上横梁6、工作缸9和回程缸10等组成,下横梁固定在基础上。
2)活动系统。由活动横梁5、工作柱塞8、回程柱塞11、回程横梁14和回程拉杆15等部分组成。
水压机的附属设备主要有水泵、蓄压器、冲水罐和水箱等。
在水压机上锻造时,以压力代替锤锻时的冲击力,大型水压机能够产生数万千牛甚至更大的锻造压力,坯料变形的压下量大,锻透深度大,从而可改善锻件内部的质量,这对于以钢锭为坯料的大型锻件是很必要的。此外,水压机在锻造时振动和噪声小,工作条件好。
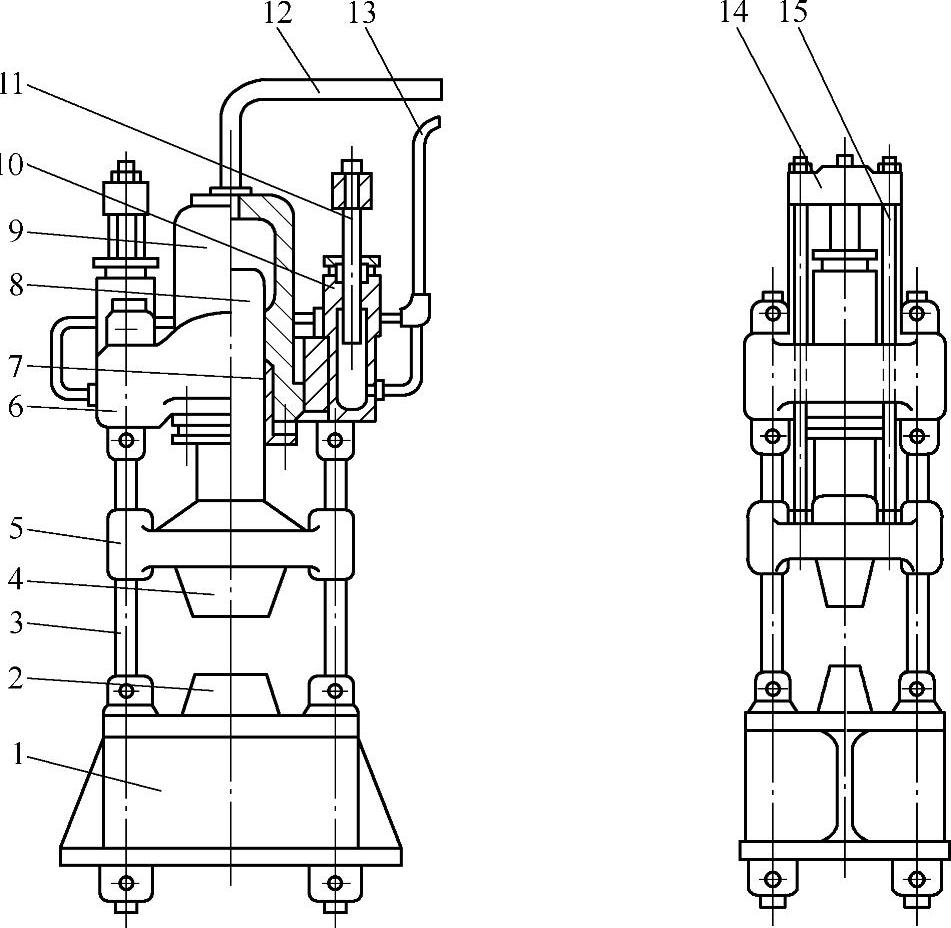
图3-25 水压机本体的典型结构
1—下横梁 2—下砧 3—立柱 4—上砧 5—活动横梁
6—上横梁 7—密封圈 8—工作柱塞 9—工作缸
10—回程缸 11—回程柱塞 12、13—管道
14—回程横梁 15—回程拉杆
2.自由锻工序
根据作用与变形要求不同,自由锻工序分为基本工序、辅助工序和修整工序三类。
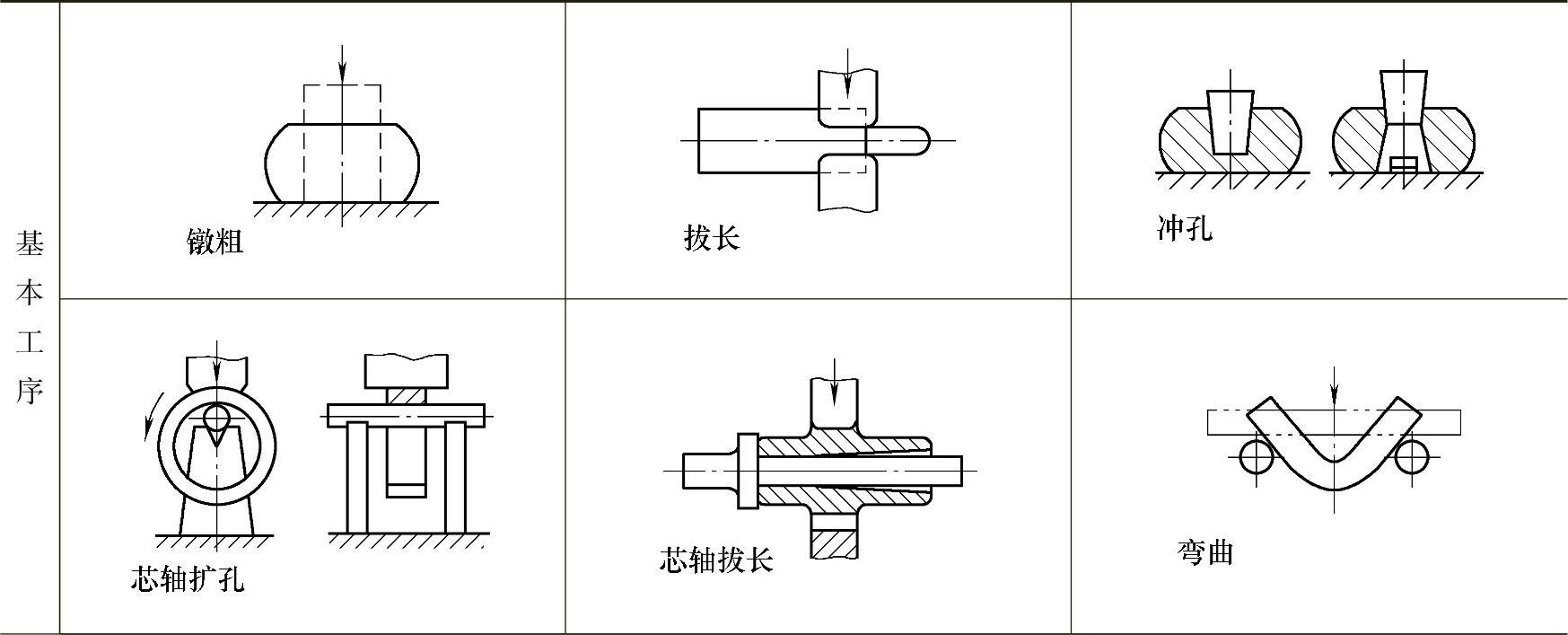
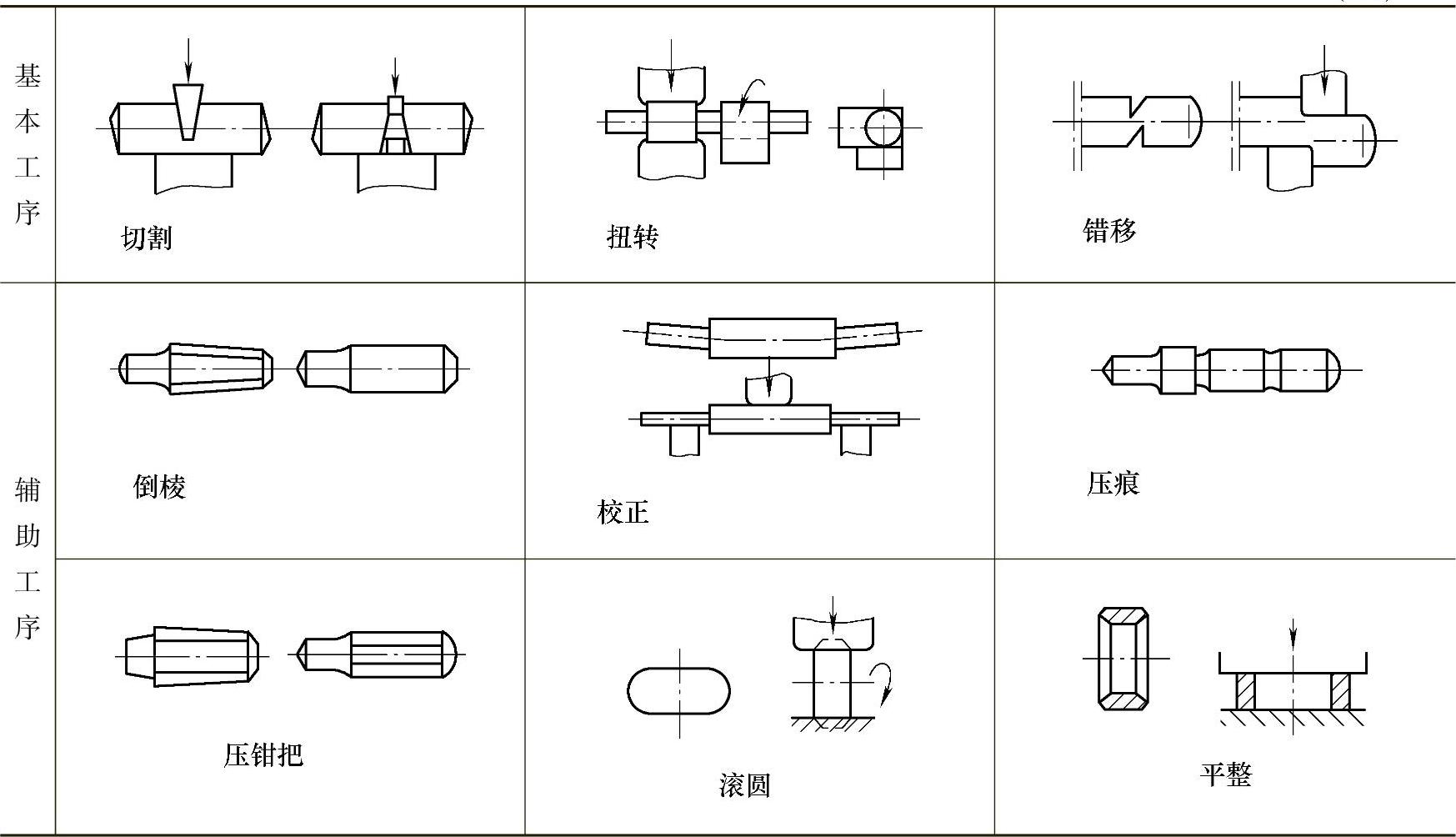
(1)基本工序 基本工序指改变坯料的形状和尺寸以达到锻件基本成形的工序,包括镦粗、拔长、冲孔、弯曲、切割、扭转、错移等工序。
(2)辅助工序 辅助工序是为了方便基本工序的操作,而使坯料预先产生某些局部变形的工序,如倒棱、压痕等工序。
(3)修整工序 修整锻件的最后尺寸和形状,提高锻件表面质量,使锻件达到图样要求的工序叫修整工序。如修整鼓形、平整端面、校直弯曲等工序。
在任何一个自由锻件的成形过程中,上述三类锻造方法中的各工序都可以按需要单独使用或进行组合。自由锻和工序所包含的内容见表3-5。
表3-5 自由锻基本工序和辅助工序中所包含的内容
(续)
3.自由锻件分类和锻造过程
按自由锻件的外形及成形方法,可将自由锻件分为六类:饼块类、空心类、轴杆类、曲轴类、弯曲类和复杂形状类。自由锻件分类简图见表3-6。
表3-6 自由锻件分类简图
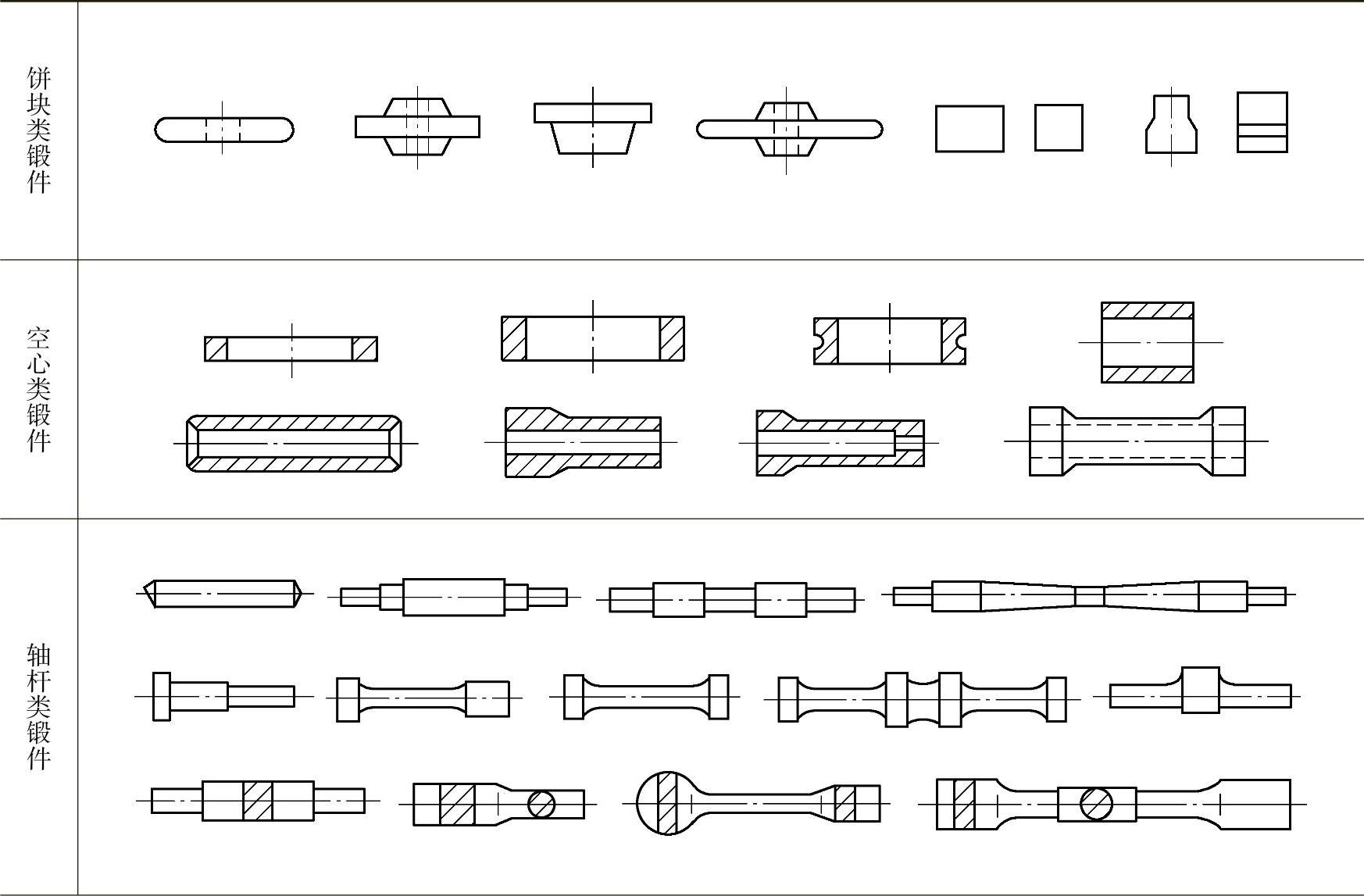
(续)

(1)饼块类锻件 这类锻件主要有圆盘、叶轮、齿轮等零件的毛坯。其所采用的基本工序是镦粗。随后的辅助工序和修整工序有:倒棱、滚圆、平整等。其锻造过程如图3-26所示。
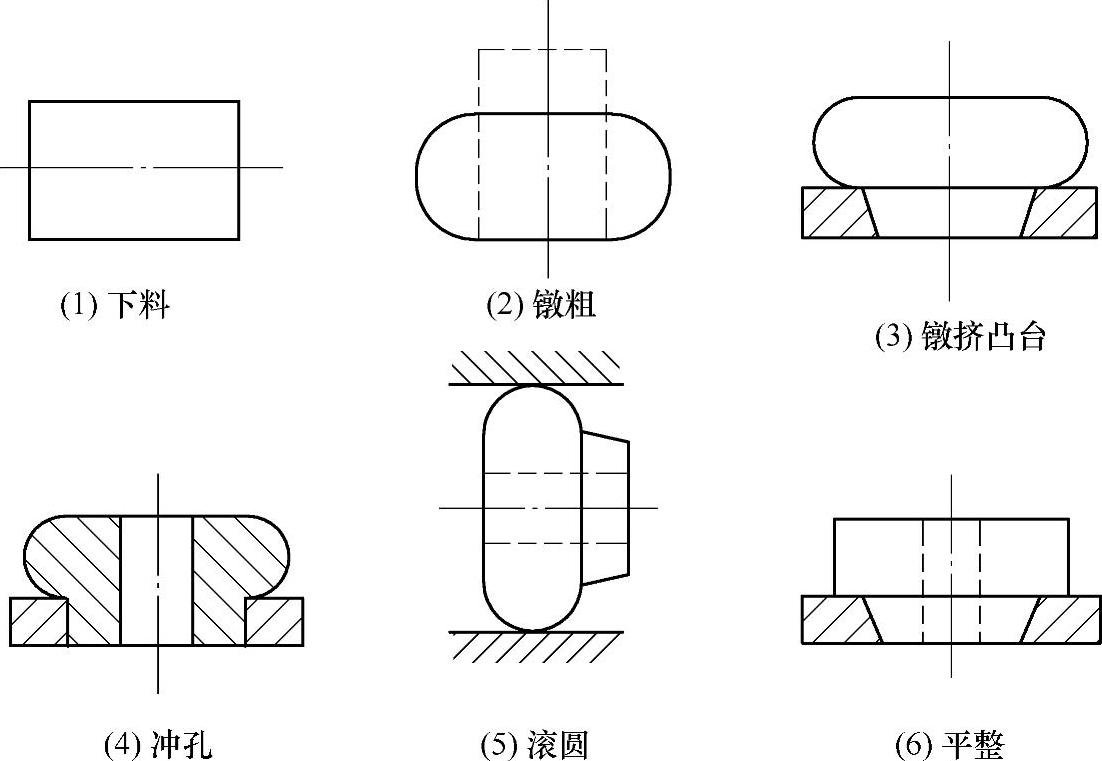
图3-26 饼块类锻件锻造过程
(2)空心类锻件 这类锻件主要有各种圆环、齿圈、轴承环、缸体、空心轴等零件毛坯。所采用的基本工序有镦粗、冲孔、扩孔或芯轴拔长等。辅助工序和修整工序有:倒棱、滚圆、校正等。其锻造过程如图3-27所示。
(3)轴杆类锻件 这类锻件可以是直轴或阶梯轴,如传动轴、轧辊、立柱、拉杆等;也可以是矩形、方形、工字形或其他截面的杆件,如连杆、摇杆、杠杆等。锻造轴杆类锻件的基本工序有拔长或镦粗+拔长。辅助工序和修整工序有倒棱和滚圆。轴杆类锻件锻造过程如图3-28所示。
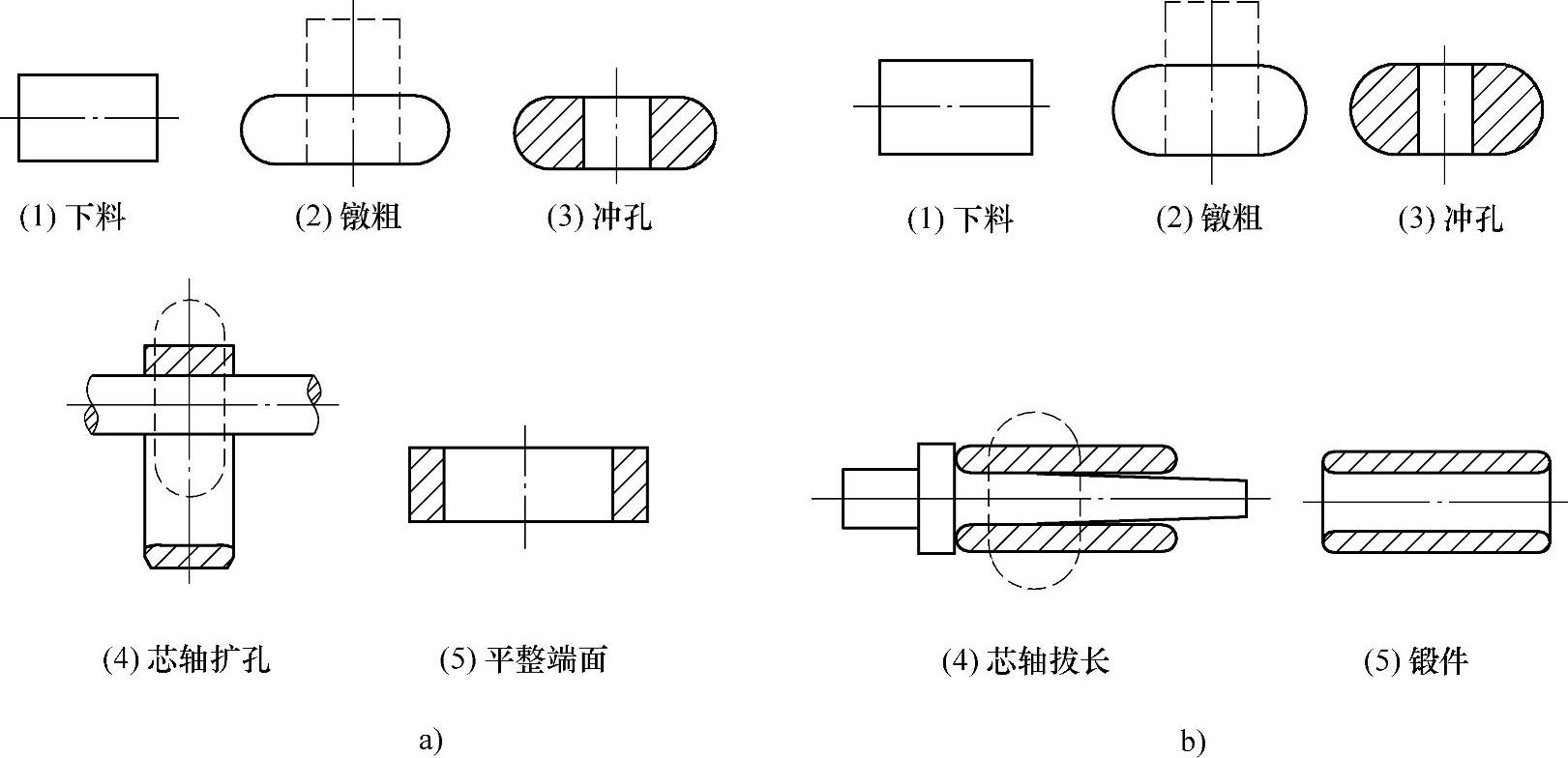
图3-27 空心类锻件锻造过程
a)圆环的锻造过程 b)圆筒的锻造过程
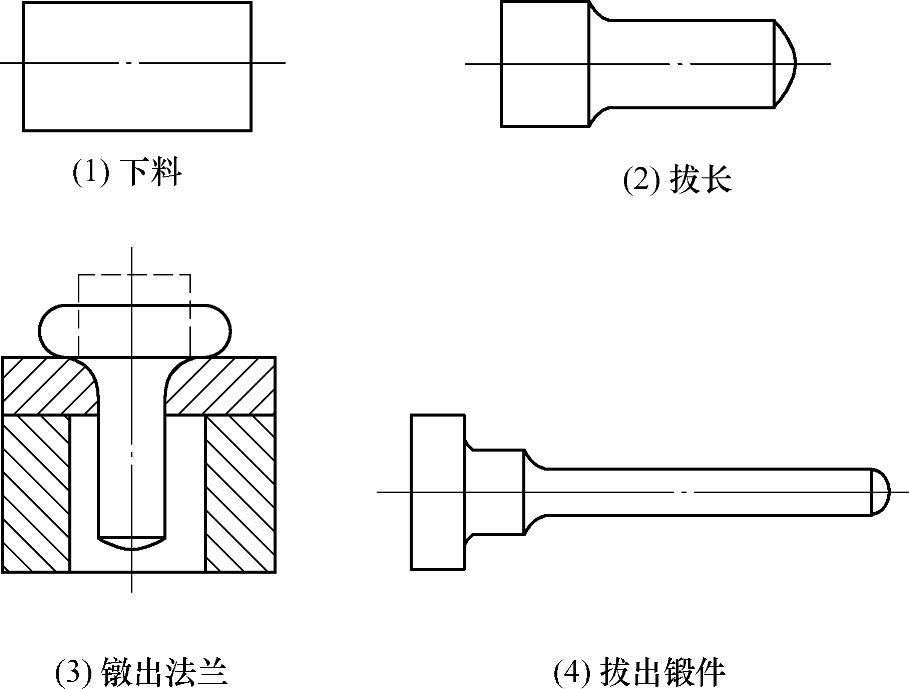
图3-28 轴杆类锻件锻造过程
(4)曲轴类锻件 锻造曲轴类锻件的基本工序有拔长、错移和扭转等。辅助和修整工序有:分段压痕、局部倒棱、滚圆和校正等工序。曲轴类零件(三拐曲轴)锻造过程如图3-29所示。
(5)弯曲类锻件 锻造这类锻件的基本工序有拔长、弯曲。辅助工序和修整工序有:分段压痕、滚圆、平整等。弯曲类锻件的锻造过程如图3-30所示。
(6)复杂形状类锻件 这类锻件主要有阀体、叉杆、吊环体、十字轴等,其形状复杂、锻造难度比较大,所用辅助工具也较多。因此,锻造时应合理选用锻造工序,保证锻件顺利成形。
有关磨工技能认证考试辅导教程的文章

生物药物可按照其原料来源、药物的化学本质和化学特性、生理功能及临床用途等不同方法进行分类。生物药物以其独特的生理调节作用,对许多常见病、多发病、疑难病有很好的治疗作用,且毒副作用低。预防是控制感染性疾病传播的有效手段,只有生物药物可担此任。随着生物技术应用范围的扩大,生物药物的品种将不断增多,疗效将大为提高,将对降低医疗费用、提高国民身体素质和生活质量起到重要作用。......
2023-06-24

表面物质在摩擦过程中不断损失的现象称为磨损。根据黏着程度的不同,黏着磨损可分为轻微磨损、涂抹、擦伤、胶合和咬死。这种磨粒的机械作用在很大程度上与磨粒的硬度、大小和形状以及载荷作用下磨粒与被磨损面的机械性能有关。齿轮和滚动轴承的主要磨损形式就是表面疲劳磨损。......
2023-06-16
特征选择的方法按照特征选择过程与分类器之间的交互程度可以分为过滤式、Wrapper[73]、嵌入式、混合式几种类型。在Wrapper方法中,特征子集的性能使用一个分类器在验证样本上的正确率来衡量,这样选择的特征比较适合该分类器,但不一定适合其他的分类器。由于在特征选择过程中要评价很多特征子集,即使采用顺序前向搜索,Wrapper方法的计算量都是很大的,只适合特征维数不太高的情况。......
2023-06-28

自由锻基本工序表5-1自由锻工序自由锻基本工序表5-1自由锻工序续表续表1. 基本工序自由锻的基本工序是指锻造过程中使金属产生塑性变形,从而达到锻件所需的形状和尺寸的工艺过程。自由锻主要包括以下几个工序:镦粗:是使坯料高度减小、横截面积增大的工序,适用于块状、盘套类锻件的生产。确定自由锻变形工序主要是依据锻件的形状、尺寸、技术要求、生产批量和生产条件等。......
2023-06-24

陶瓷工业燃烧设备主要包括固体燃料燃烧室、液体燃料及气体燃料燃烧器。这里只介绍液体和气体燃料常用的燃烧设备:各种液体、气体燃料烧嘴或燃烧器,烧嘴等。缺点是当负荷变小时雾化颗粒度及平均尺寸迅速增加,燃烧效率降低且小流量烧嘴易堵塞和结焦。它的主要缺点是:雾化能量利用率低,雾化气用量大,对于高粘度的重柴油、重渣油、水煤浆不能高效燃烧。涡流还能使油雾与助燃空气混合得均匀,在较短的距离内就能达到完全燃烧。......
2023-10-11
晶闸管的种类很多,常用的有单向和双向晶闸管。晶闸管的外形、结构与图形符号如图2-13所示。图2-13c是晶闸管的图形符号。工作在大电流场合下的晶闸管,应加装散热器,保证散热器与晶闸管的良好接触,便于热量散发。晶闸管的导通条件:阳极与阴极间加正向电压,门极加正向触发脉冲信号。晶闸管的电极判别分直观法和测试法。晶闸管的正向电阻一般为几到几百欧,反向电阻很大。......
2023-06-28

SketchUp在曲线建模方面显得逊色一些。因此,当遇到特殊形态的物体,特别是曲线物体时,需要先在AutoCAD中绘制好轮廓线或是剖面,再导入SketchUp中进一步处理。3ds Max与SketchUp的应用重点不一样,3ds Max在后期的效果图制作、复杂的曲面建模以及精美的动画表现方面胜过于SketchUp,但是操作相对复杂。SketchUp可以非常方便地生成立体模型,方便人们体验空间感受。模型精细的话,也可以直接导出效果图,但是SketchUp无法绘制精细的平面图。......
2023-09-30
相关推荐