高温形变淬火、回火后,马氏体位错密度显著增加,位错结构也发生变化。形变淬火钢的高强度就是高位错密度的反映,而马氏体组织的细化主要表现在塑性方面的改善。从图6-16中可看出,在T12和50CrNi4Mo钢形变淬火后的残留奥氏体量与形变量的关系中存在一个极大值。这可以在T12钢形变淬火后残留奥氏体晶体点常数随形变量的增加而逐步减少的事实中得到证实。......
2023-06-24
1.调质前的焊接或补焊要点
有调质处理工序的铸钢件,如果调质处理前需要焊接或补焊,一般只进行了高温退火处理,其补焊要点基本上与退火、正火+回火铸钢件的焊接要求相同,区别仅仅是焊后可以直接进行调质处理,也可以先去应力处理,对补焊区或焊接接头进行无损检测后再进行调质处理。另外,在选择焊接材料时,应该按等强匹配或略高于母材强度原则选取,以保证焊后调质处理后补焊区的强度、硬度和颜色与母材基本相同。
表8⁃5 常用退火、正火+回火铸钢件焊接材料的选择

注:采用CO2气体保护焊补焊时,预热温度可以在规定的范围降低50~100℃,同样,层间温度也随
之降低50~100℃。
2.铸钢件调质处理后的焊接性特点
调质处理后的铸钢件焊接性较差,焊接操作难度较大,其焊接性主要有以下特点:
1)焊接过程易形成热影响区脆化。由于钢的淬硬倾向大,因而在淬火区产生大量淬硬的马氏体,导致焊接热影响区严重脆化。
2)焊接过程易造成热影响区软化。由于铸钢件焊前为调质状态,热影响区被加热到超过调质处理的回火温度区域以及焊缝也未经过调质处理,将出现强度、硬度低于母材的软化区,可能成为降低接头强度的薄弱区。
3)易形成裂纹。由于近缝区易出现大量硬脆的马氏体组织,增大了焊接接头或补焊区的冷裂倾向,中碳调质钢的碳及合金元素含量高,焊缝凝固结晶时结晶温度区间大,偏析倾向也较大,焊接时具有较大的热裂敏感性。
3.铸钢件调质处理后的焊接或缺陷补焊要点
铸钢件调质处理后强度比经一般正回火处理要高,对裂纹的敏感性强,因此焊接或补焊过程应严格控制焊接参数。其焊接或补焊要点如下:
1)缺陷清除。缺陷(特别是裂纹)清除不宜采用火焰切割和机械加工方法。这是因为铸钢件经调质处理后对裂纹特别敏感,而火焰切割时采用的氧化火焰会使铸钢件缺陷部位局部受到不均匀的剧烈加热,随着切割矩的移动,又使这一区域瞬间急速冷却,从而使原有的裂纹进一步延伸和扩展,如果是铸造疏松、缩孔等缺陷,就会形成没有规律的网状裂纹。采用机械加工方法会增加补焊的工作量,使焊接性本来就较差的调质钢增加了补焊的难度。
2)坡口应打磨清理干净,坡口两侧50mm内,应严格去除水分、油锈及污物等,露出金属光泽。
3)用适当的预热温度和较低的层间温度,预热温度一般高于正火+回火状态下补焊使用的温度50℃以上,焊接过程保持铸钢件补焊区温度不低于预热温度。
4)补焊应一次性焊完,以避免由于停焊时,补焊区保护不好,使温度下降。因此,中间停焊时必须对补焊区采取加热保温措施,并用保温棉覆盖补焊区,再次开始补焊时,温度不够必须重新加热再焊。
5)同一铸钢件上的多处坡口,应尽可能从小到大依次或对称补焊,先焊完的部位采取保温棉覆盖补焊区并加热保温措施。对强度等级较高或坡口较大、补焊量较多的铸钢件,如果不能及时地进行去应力处理,则应焊后立即在200~400℃保温2~6h,然后缓冷。
6)选用强度等级与母材等强匹配或略高于母材强度的焊接材料,焊接时电弧尽可能短,焊条摆动宽度应在焊条直径的3倍以内。同时,为减少热影响区的韧性下降,焊接热量要集中,尽可能采用较小的热输入进行焊接。
7)焊后不再进行调质处理时,必须及时进行后热或去应力处理,热处理温度应比铸钢件淬火后的回火温度低20~50℃。
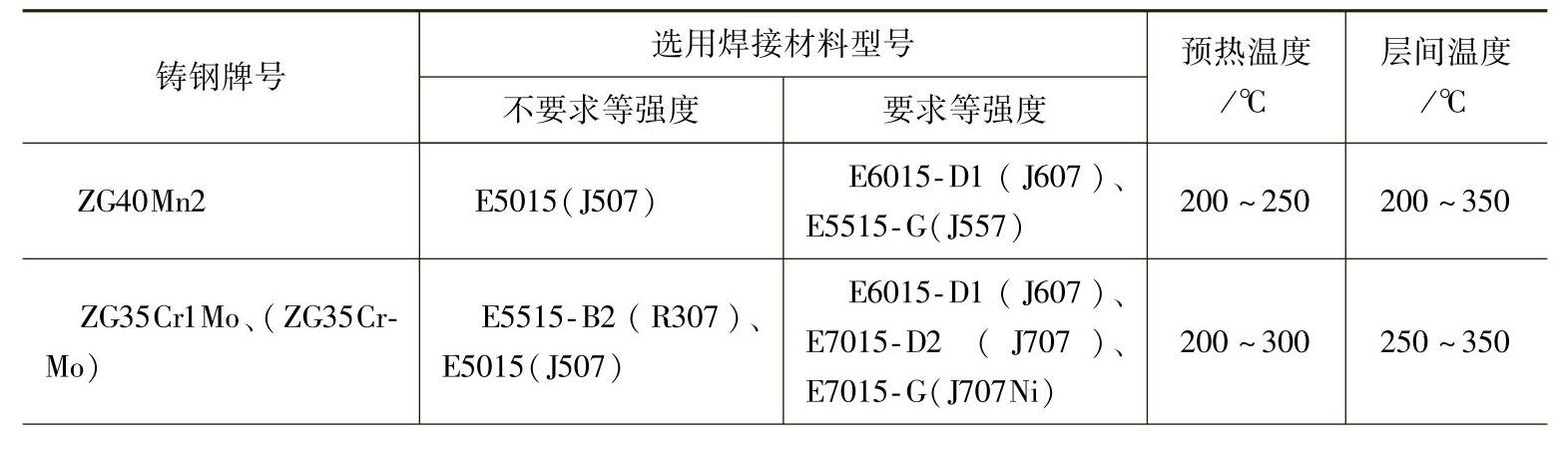
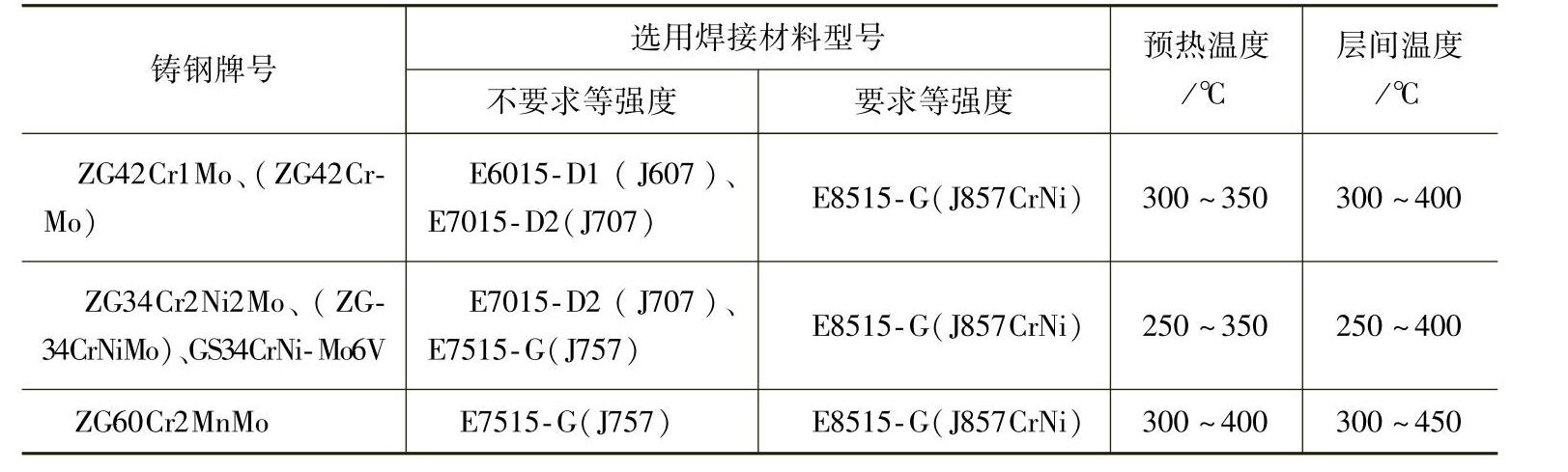
8)铸钢件调质后焊接材料的选择见表8-6。
表8⁃6 常用铸钢件调质后焊接材料的选择
(续)
有关铸钢件焊接及缺陷修复的文章

高温形变淬火、回火后,马氏体位错密度显著增加,位错结构也发生变化。形变淬火钢的高强度就是高位错密度的反映,而马氏体组织的细化主要表现在塑性方面的改善。从图6-16中可看出,在T12和50CrNi4Mo钢形变淬火后的残留奥氏体量与形变量的关系中存在一个极大值。这可以在T12钢形变淬火后残留奥氏体晶体点常数随形变量的增加而逐步减少的事实中得到证实。......
2023-06-24

碳含量在0.35%以上的铸造碳钢件也可采用调质处理,以改善其综合力学性能。高锰钢导热性差,铸钢件在加热时易引起应力,厚壁铸钢件则宜采用缓慢加热。......
2023-06-28

调质既可作为齿轮最终热处理,有时也可用来作为预备热处理,如合金钢制造的齿轮经调质处理后,可减少后序淬火时的畸变。1)齿轮调质工艺参数的选择原则见表4-12。表4-22 铸造低合金钢件调质淬火温度表4-23 铸造低合金钢件调质回火温度表4-24 铸造低合金钢件调质规范之一注:适用于ZG50Mn2等铸钢件在铸造后的直接调质,采用温水40~50℃断续冷却表4-25 铸造低合金钢件调质规范之二表4-26 铸造低合金钢件调质规范之三(续)......
2023-06-29

超冷处理又称之为深冷处理,近来称作低温处理。残留奥氏体的存在会引起工件性能的降低,为了消除残留奥氏体,应进行冷处理工序。2)重复多次深冷处理比单次深冷处理效果好。3)采用液氮深冷罐进行深冷处理,深冷罐适量泄漏氮气是合理的。......
2023-06-24

对于过共晶铝硅合金,如A390等,其双重变质是指对初晶硅及共晶硅的同时变质或细化。此处主要针对过共晶Al-Si的双重变质问题进行叙述。稀土对Al-Si合金共晶硅的变质效果和钠、锶变质相仿,为大家所公认,但对变质机理尚有分歧。对于Al-Si-P-Na四元系,合金中可能出现的相有Al、Si、Si2、AlP及Na3P。图1-55 Al-20Si-2Cu-1Ni-0.4Mg-0.6RE铝合金粉末的X射线衍射图2.磷-钠盐复合变质技术研究表明,对wSi=20%~22%的......
2023-06-22

现代女性不要被亲情拖了后腿有很大一部分女老板在安置家族成员、亲朋好友之时,总是尽量满足他们的个人需要。相对来说,女性会更注重自己在家庭中所扮演的角色,她们会格外看重亲情。她从亲朋那里筹集了一笔启动资金,“微山湖鱼馆”得以正式开张。不是,是因为他们信任的是麦当劳的规则。自主创业赚钱的女人一定要明白,亲情归亲情,商务归商务,两者永远不能混为一谈。......
2023-12-03
表2-15为常见碳素钢、合金结构钢连杆调质处理工艺规范。表2-17常见连杆材料喷丸强化工艺参数注:0.18C表示C型标准试样的测量弧高为0.18mm。表2-1840、40Cr、40MnB钢连杆的热处理质量检验项目(续)5.连杆的常见热处理缺陷和补救措施表2-19连杆的常见热处理缺陷和补救措施......
2023-08-18

相关推荐