冷技术过渡焊接是奥地利福尼斯公司开发的一种新型焊接技术,将熔化极气体保护焊中的送丝运动与熔滴过渡过程进行数字化协同控制,从而大大减少了焊接飞溅。CMT焊接设备包括数字化弧焊电源、送丝机及专用焊枪等。CMT焊接工艺可以用于铝合金材料、钢铁材料的焊接。CMT控制技术特点如下:1)在电流几乎为零的状态下实现熔滴过渡,飞溅量小、工件热输入低,工件变形小,因此适用于薄板焊接,薄板板厚可以达到0.3mm。......
2023-06-30
(1)焊接的目的 过渡层的焊接的作用是减小母材上热影响区的宽度,降低热影响区的应力,通常情况下,母材淬硬倾向大于焊接材料,这主要取决化学成分,即碳含量或碳当量,一般情况下,焊材的碳含量或碳当量要低于母材。由于母材和焊材相互融合,从而可知过渡层的塑韧性以及焊接过程中淬硬倾向介于母材与焊材之间,即过渡层的力学性能优于坡口周围母材,在拉应力的作用下可起缓冲作用,防止坡口周围被拉裂。
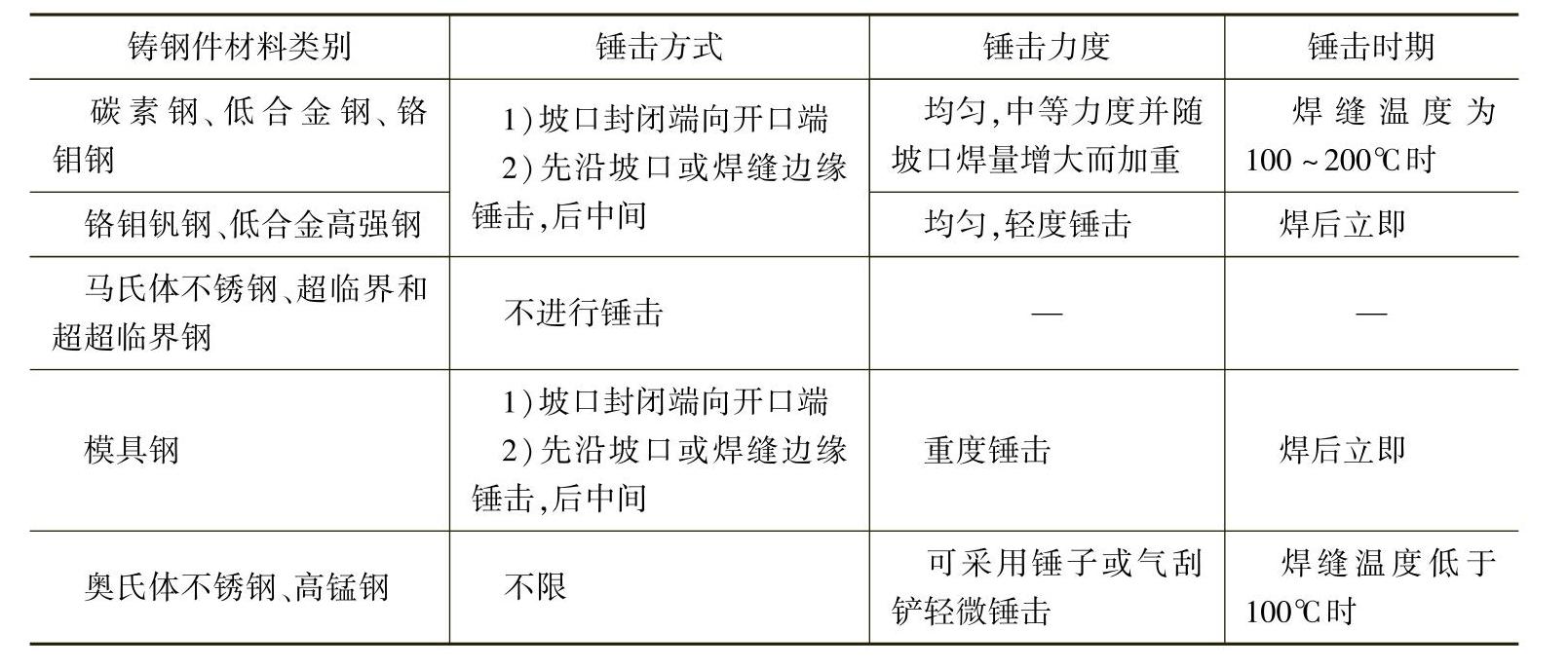
表7⁃2 焊缝锤击范围及力度
打底层焊接的主要目的是减少填充焊时焊接应力对母材的影响,避免母材近缝区裂纹缺陷的产生。
(2)打底层和过渡层的焊接厚度 打底层和过渡层的焊接厚度要根据坡口大小来确定,只有达到一定厚度才能有效保护母材。为保证焊接质量一般都要求焊2层以上,第一层采用ϕ4mm焊条,第2层采用ϕ5mm焊条。打底层焊接完成后,需要进行打磨后方可进行MT检测。如果只焊1层打底层,打磨时大部分焊缝会被打磨去除,造成打底层过薄而起不到保护母材的作用。
(3)螺旋施焊 对于铸钢件结构复杂,刚性较大,坡口较大、较深、缺陷严重的补焊,应先焊过渡层。打底层焊接要求从坡口底部开始按顺时针或逆时针方向螺旋施焊,焊满整个坡口,如图7-16所示。
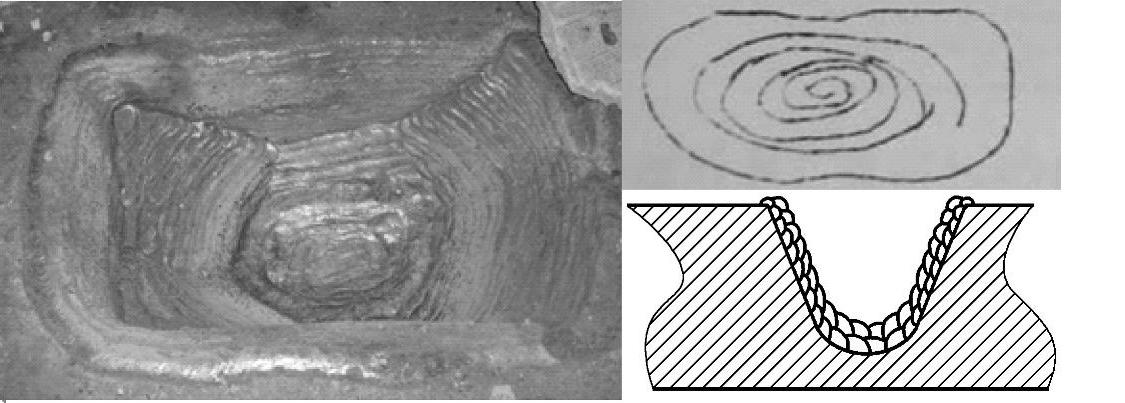
图7-16 打底层及过渡层焊接
(4)过渡层焊接的工艺措施 包括下列内容:
1)预热,对过渡层焊缝进行锤击去应力。如果坡口较大,必要时还可热处理去应力。
2)过渡层焊接最好采用熔深较小的焊条电弧焊方法,以减少母材的稀释率。大坡口过渡层焊后可采取干磁粉检测对焊缝进行检查,必要时也可以对焊缝打磨后进行UT横波检测,以确认底部焊缝的质量状况。
3)尽可能选用强度等级稍低于母材、塑性较好、碳含量较低的低氢焊条。
4)采用小电流焊接,第一层用小直径焊条。
有关铸钢件焊接及缺陷修复的文章

冷技术过渡焊接是奥地利福尼斯公司开发的一种新型焊接技术,将熔化极气体保护焊中的送丝运动与熔滴过渡过程进行数字化协同控制,从而大大减少了焊接飞溅。CMT焊接设备包括数字化弧焊电源、送丝机及专用焊枪等。CMT焊接工艺可以用于铝合金材料、钢铁材料的焊接。CMT控制技术特点如下:1)在电流几乎为零的状态下实现熔滴过渡,飞溅量小、工件热输入低,工件变形小,因此适用于薄板焊接,薄板板厚可以达到0.3mm。......
2023-06-30

图3-42 埋弧焊方法埋弧焊的焊接过程 如图3-42所示,埋弧焊时,焊剂由给送焊剂管流出,均匀地堆敷在装配好的焊件(母材)表面。由于钨极的载流能力有限,其电功率受到限制,所以钨极氩弧焊一般只用于焊接厚度小于6mm的工件。CO2气体保护焊可分为自动焊和半自动焊。......
2023-06-28

钛及钛合金点焊的焊接参数见表5-27。由于钛合金焊丝电阻率较大,焊丝伸出长度要小。钛及钛合金扩散连接一般是在真空或氩气保护下进行。对于α+β钛合金,焊接温度应低于β转变温度40~50℃。......
2023-06-23

(二)CO2焊的焊接参数的选择主要的焊接参数有:焊丝直径、焊接电流、电弧电压、焊接速度、保护气体流量、焊丝伸出长度及电感值等。短路过渡CO2焊要求具有合适的短路电流上升速度,从而将缩径小桥控制在焊丝与熔滴之间,以保证爆破力将大部分熔滴金属过渡到熔池中。......
2023-06-23
焊接生产过程中,即使采取了预防变形的措施,但还可能会产生不同程度的变形。对超出技术要求的焊接残余变形,应当进行矫正。矫正变形的方法有机械矫正法和火焰矫正法。塑性较好的低碳钢、不锈钢等金属材料的焊接变形可选择机械矫正法。(二)火焰矫正火焰矫正是指利用火焰对工件的局部进行加热,使工件局部产生热压缩塑性变形,冷却后该区域金属产生收缩,利用此收缩引起的变形与原来焊接产生的残余变形相互抵消。......
2023-06-23

根据具体需求不同,传输层主要有两种不同的传输协议,即TCP和UDP。接下来IP包在网络中进行转发,目的主机收到IP包之后,网络层提取出IP包的数据部分,即UDP 数据报,提交给传输层UDP 协议,按照目的端口号寻找本地进程进行匹配。与UDP相比,TCP的协议复杂,效率较低,但是能够在传输层保证服务质量。......
2023-06-26

飞机在大气层内飞行时所处的环境条件,即称为飞机飞行环境。同温层内能见度良好、气流平稳以及飞机飞行阻力小,所以现代大型客机多在平流层的底层飞行。......
2023-06-29

图11-1 内黏滞流场与外黏滞流场之间边界层差异边界层理论是理论求解黏性流体外部流动的主要方法之一,尽管前面第4章的内容已有说明,但是为了本章内容的连贯性以及加速对本章内容的理解,这里对其特性再做重点的描述,强调重点在于边界层厚度的概念、镶合理念处理模式以及吹除厚度和动量厚度的定义等。......
2023-06-29
相关推荐