6)使用电器设备时,必须严格遵守操作规程,防止触电造成人身事故。8)使用手提式电动工具时,电源插头必须完好,外壳要接地保护,绝缘可靠,调换砂轮及钻头时,必须首先切断电源,发现故障应立即停止使用。11)禁止在行车吊起的工件下进行操作和逗留。13)随机检修模具时,必须在切断机床电源的情况下方可进行工作。15)严禁在压力机工作台面和模具上放置量具和其他物件。......
2023-06-26
大坡口的补焊后的质量能否符合要求,主要在于焊接过程的有效管理和操作者技术水平的发挥。要针对铸钢件大坡口的补焊后存在的各种缺陷原因进行分析,采取相应的工艺措施和处理方法。
1.缺陷的清除
铸钢件中存在的所有超标缺陷都必须彻底清除。焊接修补之后经检验仍有残留的超标缺陷,就必须返修至符合要求,否则会给今后出现断裂事故埋下隐患。
消除缺陷可使用碳弧气刨、火焰切割、电动磨头、扁铲、砂轮打磨和机械加工等方法。对于碳含量较高或碳当量较高的钢种或有裂纹性质缺陷的铸件不易采用火焰切割消除缺陷,同时火焰切割会使疏松或缩孔缺陷形成裂纹,使裂纹缺陷进一步延伸或扩展。扁铲目前也很少使用,主要是力量不够,效率太低。机械加工方法周期长,费用高,所以也很少使用。电动磨头消除缺陷适应于小缺陷或点状缺陷。目前应用最多的是采用碳弧气刨加砂轮打磨的方法,这种方法效率最高,又容易发现缺陷。用碳弧气刨把大缺陷消除后,再用砂轮机将表面打磨干净。采用火焰切割或碳弧气刨消除缺陷时要注意根据铸钢件的材料对母材进行适当加热。
2.坡口要求
1)坡口应采用MT或PT检测方法检查,以确认缺陷是否清除干净。
2)坡口的尺寸、角度和形状必须合适,适应操作并符合要求,坡口不允许有尖棱角现象。
3)检查坡口及附近50~100mm范围内有无缩孔、裂纹等缺陷。坡口及附近如果有缺陷,焊前一定要预先修补或修复,特别是坡口底部的热影响区和过热区范围,如有必要,可以采用超声波双晶斜探头和磁粉检测确认,并对坡口底部热影响区和过热区还有的未超标缺陷进行判别。如果缺陷可能会影响后续焊缝质量,就应该清除。
4)坡口表面的粗糙程度和清洁程度。特别是采用切割或碳弧气刨方法制备的坡口,表面残存的氧化渣、沟槽、渗碳层等必须打磨干净,对碳弧气刨刨削后的表面要求打磨1~1.5mm深,主要是去除气刨过程的热影响区范围。而坡口表面氧化渣、渗碳层以及PT检测后残存的污垢以及油污、锈蚀、水分等必须清理干净。清理的方法可采用打磨、清洗剂或丙酮清洗。
3.预热温度和范围
大坡口的补焊,预热是重要的,也是必需的。预热温度要根据铸钢件材料的碳当量确定,但局部预热范围至少是坡口深度尺寸加上200mm以上,且要求采取保温棉覆盖等保温措施。
4.补焊过程操作要求
1)焊接过程的温度和保温范围一般应按照铸钢件预热温度及预热范围来选择,这一点对于铸钢件大坡口的补焊是极为重要的,也是防止补焊区产生裂纹重要措施之一。
2)相邻两焊道之间要覆盖1/3~2/3,避免两焊道之间的沟槽太大,熔渣不易清除,每层或每道焊缝的焊渣和飞溅必须清理干净,可采用气刮铲或除鳞针进行清理,必要时采用砂轮打磨方式清理,同时根据铸钢件材料要求要对每层焊缝进行均匀锤击。
3)大坡口补焊应先焊打底层和过渡层,打底层和过渡层的厚度根据坡口大小确定。由于CO2气体保护焊在深而窄的坡口内进行第一层焊接时,焊道上容易出现裂纹,所以最好采用焊条电弧焊焊接打底层和过渡层,同时可采取降低第一层电流,减少熔深的方法,以避免裂纹的发生。
4)对较大坡口或深坡口要注重第一层的焊缝检查,必要时可采用磁粉或渗透检测,如果补焊区处于高温状态(≤200℃),则可以采用干磁粉检测,特别重要的情况下还可以采用超声双晶斜探头检测,确认根部焊缝与母材熔合是良好状态的。
5)要尽可能地采用熔化极气体保护焊,可以提高焊接效率,降低焊接过程的温度要求,减少焊接应力状态。一般采用图7-5所示的水平叠置法或图7-6所示的螺旋叠置法进行焊接。采用水平叠置法时要注意坡口与母材边缘始终形成一定的R形状,以避免坡口边缘产生未熔合或裂纹等缺陷。
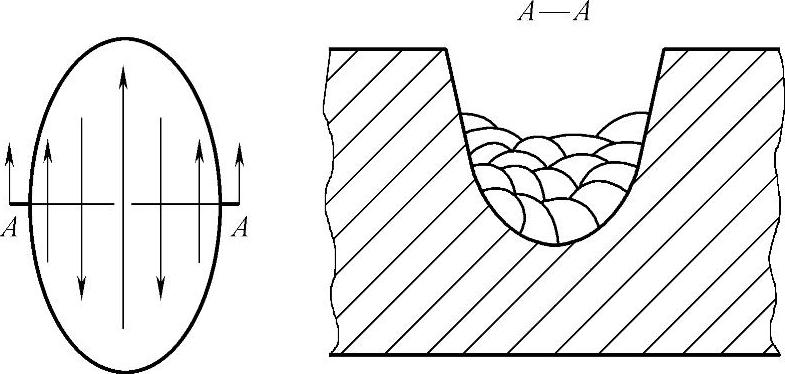
图7-5 水平叠置法
6)分段分层补焊。大坡口的深度一般较深,而且焊后需要进行UT、MT等检测。为了确保焊缝质量,避免全部焊完后在焊缝根部或中间部位还有超标的焊接缺陷需要返修,而这些部位的返修又必须将已符合要求上部分焊缝全部清除,才能修复到焊缝根部或中间部位的焊接缺陷。因此,可以将一个大坡口在填充焊接时,把坡口深度分成50~100mm为一层,即坡口每焊50~100mm的焊缝就进行一次UT、MT检测,这样焊缝根部或中间部位的出现的缺陷就可以及时返修,同时使整个坡口的补焊质量得到有效的控制。图7-7所示为一个深度390mm坡口按每100mm一段的分层示意图。

图7-6 螺旋叠置法
有关铸钢件焊接及缺陷修复的文章

6)使用电器设备时,必须严格遵守操作规程,防止触电造成人身事故。8)使用手提式电动工具时,电源插头必须完好,外壳要接地保护,绝缘可靠,调换砂轮及钻头时,必须首先切断电源,发现故障应立即停止使用。11)禁止在行车吊起的工件下进行操作和逗留。13)随机检修模具时,必须在切断机床电源的情况下方可进行工作。15)严禁在压力机工作台面和模具上放置量具和其他物件。......
2023-06-26

打底层和过渡层最好采用焊条电弧焊方法操作,而且第一层要采用小直径焊条,焊后进行MT检测。对于裂纹或线性缺陷经打磨或加工消除后的坡口深度小于20mm时,采用氩弧焊补焊。焊至坡口表面时,采用坡口边缘堆焊一层或两层等措施,如图7-3和图7-4所示,深度超过20mm的坡口,先对坡口进行预包边堆焊,然后在整个坡口焊1~2层过渡层后,再采用CO2气体保护焊或焊条电弧焊填充坡口。......
2023-06-28

盲样由水利部计量办公室指定机构有偿提供,考核前由评审组长或带样的评审员交给质检机构的接样人员,并办理交接手续。对操作考核与理论考核时间和参加人员的安排应注意协调好。接受质检机构提交的操作考核任务的检测报告后,技术要求组进行审查,经评审组内部交流讨论后,提出审查意见。技术要求组评审员/技术专家应填写“现场试验项目汇总表”,对操作考核作出客观真实的评价,并签名。......
2023-11-22
4)乘客电梯的中分自动门和旁开自动门的开、关门时间不大于表7-7的规定值。6)电梯的各机构和电气设备在工作时不应有异常振动或撞击声响。乘客电梯的噪声值应符合表7-8规定。7)电梯轿厢的平层准确度宜在±10mm范围内。⑨滑轮间、轿顶、底坑、检修控制装置、驱动主机和无机房电梯设置在井道外的紧急和测试操作装置上应设置双稳态的红色停止装置。......
2023-11-22
真空电弧炉可创造一种低氧势、高温的熔炼条件,可有效降低镍及其合金中易氧化元素的烧损。真空电弧炉分自耗和非自耗两大类。它的结构与真空电弧炉类似,不同的是它有两个自耗电极。真空电弧炉熔炼过程及操作真空电弧重熔过程可分为焊接电极、引弧、正常熔炼和封顶四个时期[9]。真空电弧炉的技术要求真空电弧炉的技术要求主要体现在自耗电极、真空度、熔炼电流和电压、冷却强度、电弧强度、可编程序控制技术等方面。......
2023-06-22

将已切断、配好的钢筋弯曲成所规定的形状尺寸,这是钢筋加工中一道主要的工序。钢筋弯曲成型分手工弯曲成型及机械弯曲成型两种。当Ⅱ级钢筋按设计要求弯转90°时,其最小弯曲直径应符合下列要求:表9-10圆钢筋制成箍筋其末端弯钩长度单位:mm1)钢筋直径小于16mm 时,最小弯曲直径 为5 倍钢筋直径。用圆钢筋制成的箍筋,其末端应有弯钩,弯钩长度应符合表9-10 中的规定。......
2023-06-29

质检机构应按照相关技术规范或标准的要求,使用合适的检测/校准方法和程序来进行检测/校准工作。质检机构需要的作业指导书可能包括:检测/校准方法方面的。所谓“新工作”是在计量认证资质认定复查申请时,提出增加的新项目参数;或申请计量认证的扩项,在资质认定评审前提交审查的新增项目参数以及今后准备开展的新增项目参数。对于第一次申请计量认证资质认定的质检机构,则认为所有的申请项目参数均为新工作。......
2023-11-22

铸钢焊接或补焊过程中许多不规范操作必须引起重视,很多时候正是这些不规范操作导致焊接或补焊质量不符合要求,同一处缺陷反复多次施焊,一次补焊合格率不高。11)对要求加热焊接或补焊的铸钢件,焊接或补焊过程中停焊时不对焊接部位采取保温棉覆盖和加热等保温措施。焊条保温筒在焊接过程中停焊时不盖上盖。16)操作过程不同牌号的焊条放置在同一焊条保温筒中使用。......
2023-06-28
相关推荐