x、y 均为时间t 的单值连续函数,即式称为点的直角坐标表示的运动方程。将不同瞬时的t 值代入直角坐标表示的点的运动方程,求出相应的坐标值,即确定了各瞬时点在空间的位置,将它们连接成光滑曲线,即可得到动点的运动轨迹。此外,还可以消去式中的参变量t,得到两坐标间的函数关系这样,也可得到动点的轨迹方程。试求当OA 杆按φ=kt 的规律转动时,点m 的运动方程和轨迹方程。列直角坐标表示的M 点的运动方程。求点M 的轨迹方程。......
2023-06-19
1.坡口打底层和过渡层焊接
较大坡口先进行打底层和过渡层焊接。打底层和过渡层最好采用焊条电弧焊方法操作,而且第一层要采用小直径焊条,焊后进行MT检测。坡口如果太大,还需要进行一次或多次中间去应力处理。如果补焊区还有50~200℃的温度,又不可能冷至常温再进行无损检测,可采用干磁粉检测检查,确认底部焊缝质量符合要求。
2.加工后的疏松区缺陷补焊
有些铸钢件在完成加工后发现一些点状缺陷或形状不规则的断续裂纹或线性缺陷。这主要是疏松或成分偏析引起的。点状缺陷可采用电动磨头敲击后补焊。对于裂纹或线性缺陷经打磨或加工消除后的坡口深度小于20mm时,采用氩弧焊补焊。焊至坡口表面时,采用坡口边缘堆焊一层或两层等措施,如图7-3和图7-4所示,深度超过20mm的坡口,先对坡口进行预包边堆焊(采用氩弧焊或ϕ3.2mm的小直径焊条先在整个坡口边缘堆焊一层),然后在整个坡口焊1~2层过渡层后,再采用CO2气体保护焊或焊条电弧焊填充坡口。
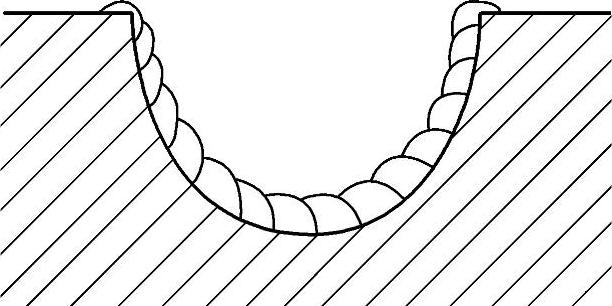
图7-3 坡口边缘一层焊道包边焊
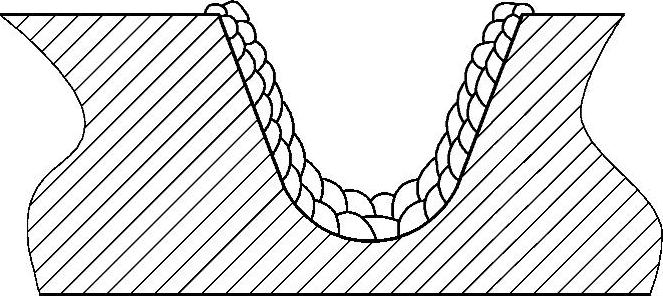
图7-4 坡口边缘二层焊道包边焊
3.采用断续短段分散焊
断续短段分散焊主要适用于铸钢件材料性能较高、经过调质处理后或铸钢件已处于精加工状态的场合。这种方法可以有效地分散焊接热量,并使热应力均匀分布,避免局部出现过大的内应力,减少焊后铸钢件变形。
4.焊缝的层间或道间锤击
多层多道焊时,采用锤子或风铲(R>6mm的球形铲头)在每层焊缝上进行锤击,打底层焊道最好每道焊缝进行锤击,使熔敷金属得到延展。但应注意,如果锤击的过重过急,反而容易形成塑性变形,并在变形处引起裂纹。因此,应很好地掌握锤击的程度,充分小心,细心观察。
有关铸钢件焊接及缺陷修复的文章

x、y 均为时间t 的单值连续函数,即式称为点的直角坐标表示的运动方程。将不同瞬时的t 值代入直角坐标表示的点的运动方程,求出相应的坐标值,即确定了各瞬时点在空间的位置,将它们连接成光滑曲线,即可得到动点的运动轨迹。此外,还可以消去式中的参变量t,得到两坐标间的函数关系这样,也可得到动点的轨迹方程。试求当OA 杆按φ=kt 的规律转动时,点m 的运动方程和轨迹方程。列直角坐标表示的M 点的运动方程。求点M 的轨迹方程。......
2023-06-19
专利权,是指由专利在一定期限内依法产生的专有权利;或者说,是公民、法人或者其他组织对其发明创造在一定期限内依法享有的垄断权。在某些特殊情况下,专利权可简称为“专利”。但是,同样的发明创造在不同的法域可以分别被批准为专利。另一方面,除法律另有规定外,任何人未经专利权人许可,不得为生产经营目的实施其专利。......
2023-07-03

钢除常用的按化学成分和用途分类外,还有一些多年来常用分类,介绍如下:1.按碳的质量分数分低碳钢 碳的质量分数低于0.25%。图4-5 金属材料按用途分类4.按冶炼方法分转炉钢 用转炉吹炼出来的钢。它按炉衬材料分为酸性平炉钢和碱性平炉钢,以碱性平炉钢为主。钢锭上部没有缩孔,只是内部有许多分散的小气泡,但钢锭外壳仍是坚实的,这些分散小气泡在轧制钢材过程中可以被压合消除掉。......
2023-06-26

液压传动的主要优点有:①液压传动可以在很大的调速范围内较方便地实现无级调速。液压传动的主要缺点有:①液压传动存在不可避免的液体泄漏,同时液体不是绝对不可压缩的,故不能保证严格的传动比。总的说来,液压传动优点是主要的,而其缺点将会随着科学技术的发展、设计制造水平的提高而逐步得到解决,液压传动将会得到更广泛的应用。......
2023-06-18

2)环境温度对变频器的使用寿命有很大的影响,环境温度每上升10℃,变频器寿命就会减半,所以变频器周围环境温度及散热的问题一定要解决好。4)变频调速系统的运行和停止,不能使用断路器和接触器直接操作,而要用变频器控制端子或变频器面板键盘来操作,否则会造成变频器失控,并可能造成变频器损坏。9)严禁用绝缘电阻表(兆欧表)等高阻表直接测量变频器的绝缘电阻。......
2023-06-19

大坡口的补焊后的质量能否符合要求,主要在于焊接过程的有效管理和操作者技术水平的发挥。采用火焰切割或碳弧气刨消除缺陷时要注意根据铸钢件的材料对母材进行适当加热。......
2023-06-28
因此,熔炼镍及其合金时需要采取一定的技术措施:如采用真空熔炼法和电渣重熔法熔炼,用镁砂做炉衬。双联工艺联合熔炼是目前镍基合金的主要生产方式。其中,一次熔炼的主要目的是获得所要求的化学成分,二次重熔是为了进一步降低合金中的气体、夹杂物含量。......
2023-06-22
图4-2 铸钢件缺陷孔穴开坡口的方法a)不正确 b)正确表42 铸钢件裂纹缺陷坡口的准备(续)为保证焊缝金属与母体金属很好熔接并防止裂纹,坡口底部及转角不允许存在尖角,必须采用圆弧过渡。铸钢件裂纹类缺陷坡口见表4-2。预热温度 为防止铸钢件焊接或缺陷补焊修复时产生冷裂纹,经常采取预热措施。因此,铸钢件焊接或缺陷补焊实际预热温度只要不低于规定的最低预热温度即可。......
2023-06-28
相关推荐