影响因素多,如裂纹、材质、尺寸、形状及电导率和磁导率等都会影响涡流检测结果。图13-33 涡流检测原理......
2023-07-02
火焰矫正是局部加热矫正的一种特殊形式,是基于局部加热时金属发生压缩塑性变形来实现的,一般有两种方式。
1.薄板类或变形小的铸钢件的火焰矫正
同焊接结构件火焰矫正方法基本相同,常采用氧乙炔中性火焰,使用线状或三角加热法。加热部位位于伸长边或伸长面上,如图6-3所示。
这种火焰矫正方法主要用来矫正壁薄、塑性好、面积大而变形小的铸钢件,
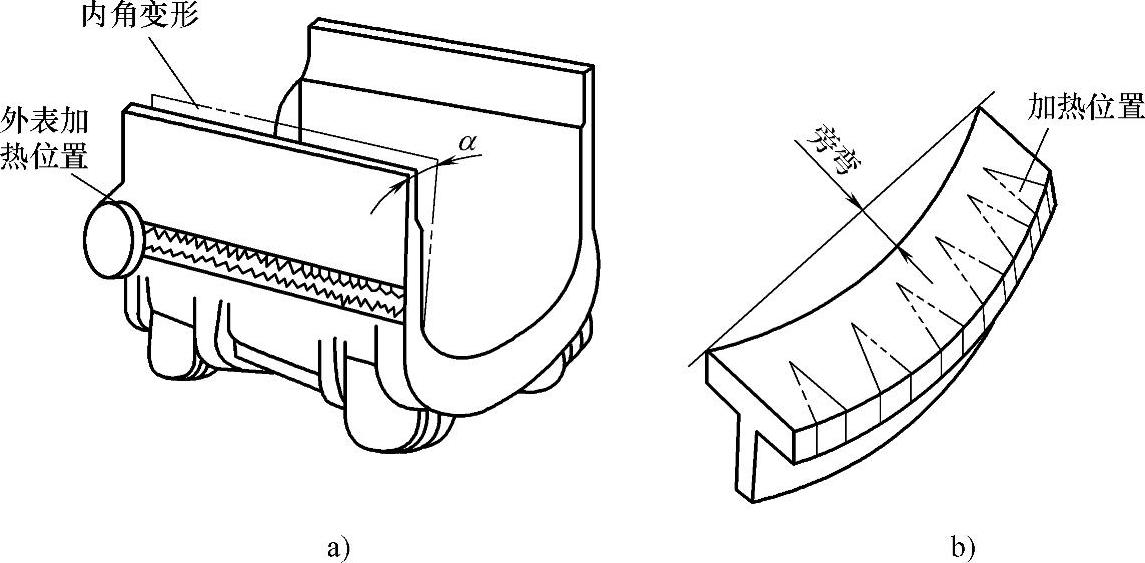
图6-3 火焰矫正示意图
a)角变形及加热位置 b)旁弯曲及三角形加热位置
如薄板类铸钢件和立壁、立板等面积大、厚度小、变形量少的铸钢件。
2.大型厚壁结构的铸钢件火焰矫正
有两种情况:一种是半圆形结构(如转轮下环、半齿圈等),另一种是整圆结构(如转轮下环、齿圈等)。一般采用大型烧嘴火焰局部加热,烧嘴的数量根据铸钢件结构及变形程度来确定,加热部位位于伸长边或伸长面上。例如,大型分半式转轮下环开口收缩变形的矫正就是采用局部烧嘴加热和挡梁支撑并在两边加楔铁的方法,加热时烧嘴加热部位放在外圆,如图6-4所示。
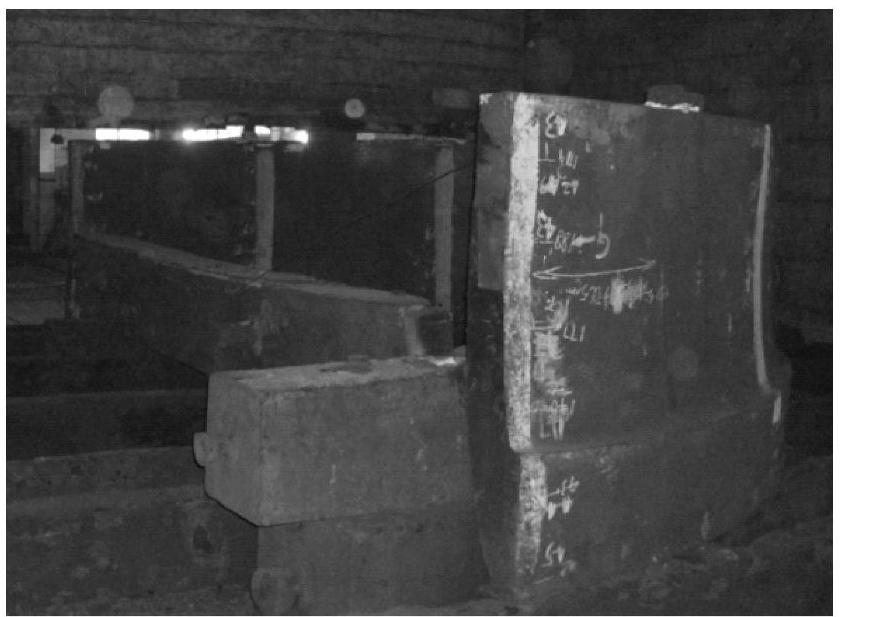
图6-4 分半式下环局部加热加压矫正
局部加热矫正时,火焰矫正效果取决于温度高低、加热位置和冷却速度。加热温度一般为700~850℃。温度过低,矫正效果差;温度过高,又容易形成过热组织。刚性较大的铸钢件也可施加力,以加强矫正效果。
对于一次加热未能矫正时,可重复矫正多次,但重复加热位置不得与原先加热过的位置重合。
有关铸钢件焊接及缺陷修复的文章

库岸滑坡的坡体结构是在长期的地质历史演化过程中形成的[105]。对于滑坡的坡体结构研究是由滑坡的岩土体结构研究中延伸出来的。在研究滑坡稳定性问题的过程中,人们发现滑坡的岩土体结构特征对滑坡的变形破坏有着重要的意义。此外,岩土体的结构特征还能够影响外在因素对岩土体的改造过程,因为结构面通常是地下水和风化作用活跃的场所,这些外在作用会进一步破坏岩土体的完整性,降低其力学强度。......
2023-08-20

为了获得质量优良的混凝土拌和物,除正确选择搅拌机外,还必须正确确定搅拌制度,即一次投料数量、搅拌时间和投料顺序等。混凝土组成材料的配量均以重量计,水及外加剂溶液可按重量折算成体积。它随搅拌机的类型、搅拌机的回转速度和混凝土的坍落度等因素而变化。二次投料法搅拌的混凝土比一次投料法搅拌的混凝土强度可提高约15%。......
2023-06-29

我们把构件在外载荷作用下能够满足强度、刚度和稳定性要求的能力,称为构件承载能力。一般将实际材料看作是连续、均匀和各向同性的可变形固体。构件在工作时的受载荷情况各不相同,受载后产生的变形也随之而异。......
2023-06-26

时间知觉是人脑对客观事物和事件时间关系即事物的连续性和顺序性的反映。在时间知觉中,听觉、视觉、触觉等感官都参加,并起不同的作用。时间知觉的客观参照指标时间的最显著特点是它的一维性。影响时间知觉的因素人的时间知觉,受下述因素的影响。所以,一般的飞行员都发展起了十分精确的时间知觉。......
2023-11-06

考虑发明的影响因素的时候,阻碍发明进行的因素也不可忽略。吉尔菲兰客观地考察了阻碍发明的一些因素,他们可以分成以下几个方面:一是大组织的标准化问题[39]。发明意味着改变,而改变和标准化相互冲突,所以在标准化生产中,发明的阻力较大。由于产品材料耐久、设计合理,可以长期被人们接受和使用,会自然而然地阻碍新建筑、反对新发明的出现。设备的长久使用在阻止发明方面不仅有直接的影响,还有许多间接后果。......
2023-11-27

所谓的“热焊接性”是指焊接热循环对焊接热影响区组织、性能和产生缺陷的影响程度。因此,这里所说的“冶金焊接性”必然要考虑焊接热的作用。表5-1 氮、氧、氢对焊缝质量的影响2.使用焊接性使用焊接性是指经焊接加工获得的焊接接头或整个焊接结构满足某种特定使用要求的能力。......
2023-07-02
VFTO的幅值与隔离开关触头间电弧重燃电压大小有关,也与被开断的母线上的残余电荷产生的电压值有关,具有随机特性。开断长母线时引起的VFTO幅值较低。而断路器断口间均压电容的增大可造成GIS内部VFTO的幅值有所降低,主变处的过电压幅值也有降低趋势。相比之下,SF6母线波阻抗的大小对VFTO影响略小。GIS外部,高压电缆长度对VFTO幅值影响最大。尤其对GIS内部的暂态过程而言,对VFTO影响更不明显。......
2023-07-02
相关推荐