钢材矫正方法有采用机械设备进行矫正法和采用手工进行矫正法。当钢板出现如图9-2所示的“马刀弯”变形时,可把钢板置于平面上,用大锤通过平锤击构件缩短的区域,使之伸长,从而达到矫正的目的。图9-4 手工矫正“马刀弯”变形简图图9-5 矫正平面凸起示意图除采用手工锤击及机械矫正变形外,经常还见到采用局部加热方法消除钢板的变形。火焰矫正加热的方式根据所矫正钢材或工件变形特点而异,有点状、线状和三角形加热三种加热方式。......
2023-07-02
当铸钢件塑性差、强度高,结构壁厚尺寸大,冷态矫正有困难时,可进行局部加热矫正。以气体火焰或其他热源将铸钢件变形的局部加热到750~900℃,表面呈红黄色,使之处于热塑性状态,然后施力进行矫正。该法主要用于壁厚在60mm以内的大中型铸钢件,以及塑性较差的中小型铸钢件。
矫正效果的关键是决定于加热部位、加热温度及速度,以及施力位置、方向和速度。一般来说,对自由杆类铸钢件弯曲变形,加热部位和施力位置应在最大弯曲处。对一端固定的悬臂杆、侧板铸钢件的偏斜变形,加热部位应选在变形起点,而施力位置则多在变形最大部位。铸钢件材料热塑性好,加热和施力位置选择合适,加热温度高,趁热施加外力就可获得较好的矫正效果。
对薄壁中小件常采用气体火焰加热,火焰集中,加热位置准确,操作条件较好。厚大铸钢件则常用地坑式炉加热。该法加热面积大,部位往往不易准确,操性拉伸,而在另一处有塑性压缩的不均一塑性变形,否则达不到矫正的目的。因此,如果冷态矫正的铸钢件还有尺寸长期稳定的技术要求时,还需要消除这种残余应力。作条件差。
对于一次矫正未达到要求的铸钢件,可以重复加热,并趁热多次矫正。局部火焰加热、加压矫正操作方法如图6-2所示。
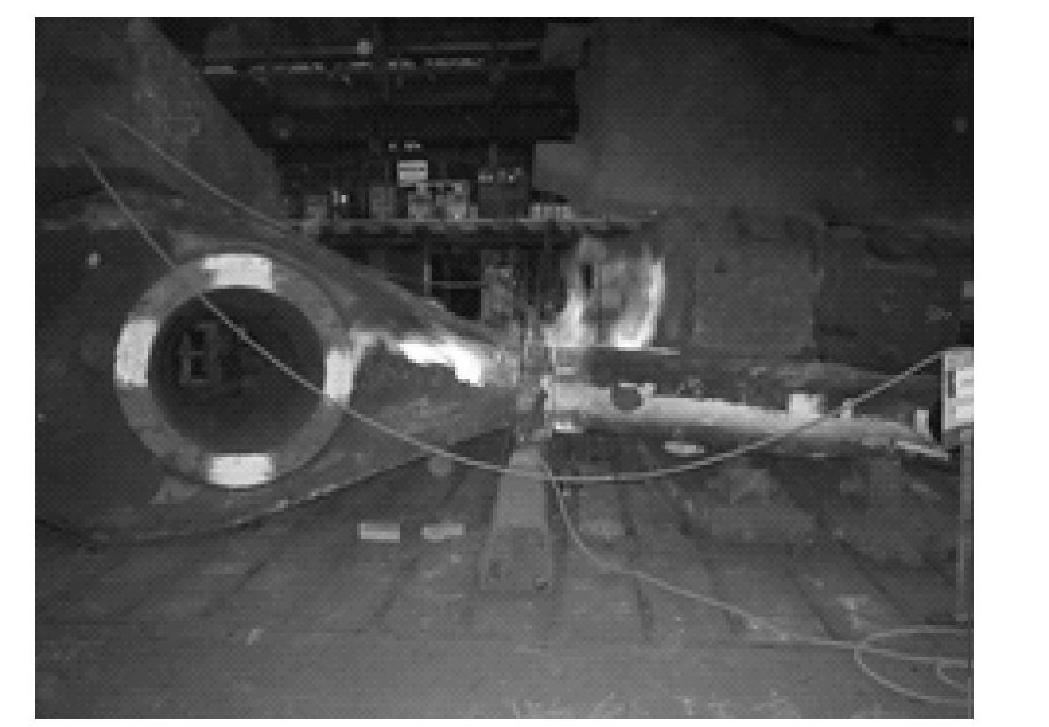
图6-2 铸钢件局部火焰加热、加压矫正
有关铸钢件焊接及缺陷修复的文章

钢材矫正方法有采用机械设备进行矫正法和采用手工进行矫正法。当钢板出现如图9-2所示的“马刀弯”变形时,可把钢板置于平面上,用大锤通过平锤击构件缩短的区域,使之伸长,从而达到矫正的目的。图9-4 手工矫正“马刀弯”变形简图图9-5 矫正平面凸起示意图除采用手工锤击及机械矫正变形外,经常还见到采用局部加热方法消除钢板的变形。火焰矫正加热的方式根据所矫正钢材或工件变形特点而异,有点状、线状和三角形加热三种加热方式。......
2023-07-02

党中央、国务院对社区矫正工作高度重视。相应地,省级、市级、县级司法行政机关履行对本行政区域内社区矫正工作的指导管理职责。依法履行指导管理社区矫正工作的职责。司法部作为全国社区矫正工作的主管部门,负有对全国范围内开展社区矫正工作的主管职责。“社区矫正委员会”是指由地方人民政府设立的社区矫正议事协调机构,负责统筹和指导本行政区域内的社区矫正工作。......
2023-07-27

炉区的主要设备与设施为装出钢机、装出料炉门、步进梁式加热炉本体、出料机、空煤气管道系统及放散系统、水冷系统、排烟系统、操作及检修平台、汽化冷却系统以及仪表电控系统等。步进梁的原始位置设在后下位。图9-2 步进梁矩形轨迹运行图......
2023-06-15

冲突分析的一般过程或程序包括以下几个主要步骤:1.对冲突事件背景的认识与描述这一阶段的工作以对事件有关背景材料的收集和整理为基本内容。4)有关各方参与冲突的动机、目的和基本的价值判断。5)各方在冲突事态中可能独立采取的行动。图10-9 冲突分析过程或程序......
2023-07-15

RColorBrewer包将配色方案分为三种:seq:连续渐变色div:双向渐变色qual:分类色通过“display( )”函数可以查看不同类型的色板。......
2023-11-18

局部腐蚀即腐蚀作用仅局限在一定的区域内进行,这类腐蚀通常危险性大。局部腐蚀电池的特征是阴阳极部位是分离的。大多数局部腐蚀是电化学腐蚀,有些局部腐蚀是电化学因素和机械因素共同造成的。最常见的局部腐蚀大致可归纳为三种类型。孔蚀 孔蚀又称为点蚀,是一种高度局部的腐蚀形态。这种腐蚀在低于100℃时,随温度升高而加剧。应力腐蚀破裂能在常用的设计应力范围内发生,因此后果严重。......
2023-06-30

齿轮在锻造、铸造及热处理时要进行加热;为了改善齿轮锻件、铸件组织及消除其形成的内应力,在进行正火或退火预备热处理时也要加热。针对以上加热缺陷应进行多方面分析,找出原因并制定相应改进措施,以提高齿轮热处理质量,降低损失。2)过烧使齿轮性能恶化,淬火时必然产生开裂,是不允许的热处理缺陷,对于过烧齿轮只能报废。齿轮过热、过烧和欠热缺陷与对策见表9-4。晶粒粗化包括奥氏体晶粒的粗化及铁素体晶粒的粗化。......
2023-06-29

相关推荐