此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02
1.焊接工艺评定的规则
在评定焊接工艺时,必须注意以下规则:
1)改变焊接方法,需要重新评定。
2)当同一种焊缝使用两种或两种以上焊接方法(或焊接工艺)时,可按每种焊接方法(或焊接工艺)分别进行评定;也可使用两种或两种以上焊接方法(或焊接工艺)焊接试件,进行组合评定。组合评定合格后用于焊件时,可以采用其中一种或几种焊接工艺,但要保证每一种焊接工艺所熔敷的焊缝金属厚度都在已评定的有效范围内。
3)为了减少焊接工艺评定数量,可根据母材的化学成分、力学性能和焊接性对钢材进行分类分组。
①一种母材评定合格的焊接工艺可以用于同组别号的其他母材。
②在同类别号中,高组别号母材的评定适用于该组别号母材与低组别号母材所组成的焊接接头。
③当不同类别号的母材组成的焊接接头时,即使母材各自都已评定合格,其焊接接头仍需重新评定。
4)试件的焊后热处理应与铸钢件焊接或补焊过程中的焊后热处理相同。在去应力热处理时,试件的保温时间不得少于铸钢件在焊接或补焊过程中累计保温时间的80%。改变焊后热处理类别,需要重新评定。焊后热处理类别如下:
①铬镍不锈钢分为不热处理和热处理(固熔或稳定化处理)两类。
②除铬镍不锈钢外,其他铸钢件分为不热处理、去应力热处理、正火、正火+回火、淬火+回火。
5)采用焊缝试件按照相应的标准评定合格的焊接工艺评定,不仅适用于具有相同厚度的铸钢件母材和焊缝金属,而且适用于一定厚度范围内的其他铸钢件母材和焊缝金属。因为厚度在一定范围内冷却速度相差不大,对焊缝金属的组织性能影响不大(其他条件不变),因而能够保证焊接接头的使用性能。评定合格的焊接工艺,对焊缝金属和母材厚度有一定的使用范围。
评定合格的对接焊缝试件的焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围见表5-3。
表5⁃3 焊接工艺适用于铸钢件的母材厚度和焊缝金属厚度的有效范围
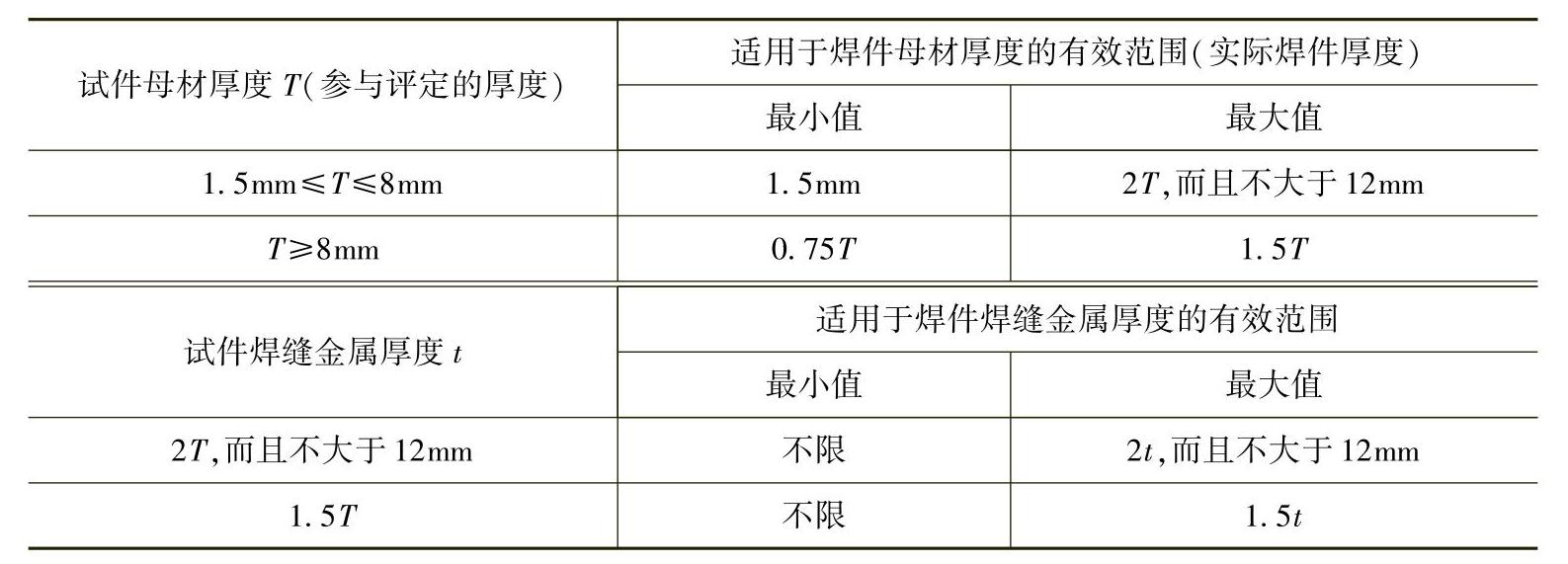
当采用两种或两种以上焊接工艺焊接的试件评定合格后,适用于铸钢件的厚度有效范围不得以每种焊接工艺评定后所使用的最大厚度进行叠加。
6)对接焊缝试件评定合格的焊接工艺适用于不等厚对接焊缝工件,但厚边和薄边母材的厚度都应在已评定的有效范围内。
7)对接焊缝试件或角焊缝试件评定合格的焊接工艺用于焊件角焊缝时,焊件厚度的有效范围不限。
8)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦然;板材角焊缝试件评定合格的焊接工艺适用于管与板的角焊缝,反之亦然。
9)变更任何一项重要因素时都需要重新进行焊接工艺评定。增加或变更任何一个补加因素时,可按增加或变更的补加因素增焊冲击性能试件进行试验。变更次要因素时,不需要重新进行焊接工艺评定,但需要重新编制焊接工艺指导书。
2.焊接工艺评定的一般程序
铸钢件焊接或补焊中,焊接工艺评定过程如图5-3所示。
(1)焊接工艺评定立项 由生产单位的技术管理部门根据产品结构、材料以及订货技术协议要求提出需要焊接工艺评定的项目。
(2)编制焊接工艺指导书 焊接工艺指导书又称为焊接工艺与规程,由焊接工程师按照焊接工艺评定标准技术要求进行编制。
(3)试板的准备和焊接 按照标准要求,铸钢件焊接或补焊要求焊接工艺评定时应该使用同材料铸造试板。试板浇注后要按照与铸钢件相同的方法进行性能热处理。所有试板进行加工、组装后才能焊接。试板的焊接应由考试合格的熟练焊工,按焊接工艺指导书规定的工艺参数施焊。焊接全过程在焊接工程师监督下进行,并记录焊接参数的实测数据。如果试板要求焊后热处理,则应记录焊后热处理过程的实际温度和保温时间。
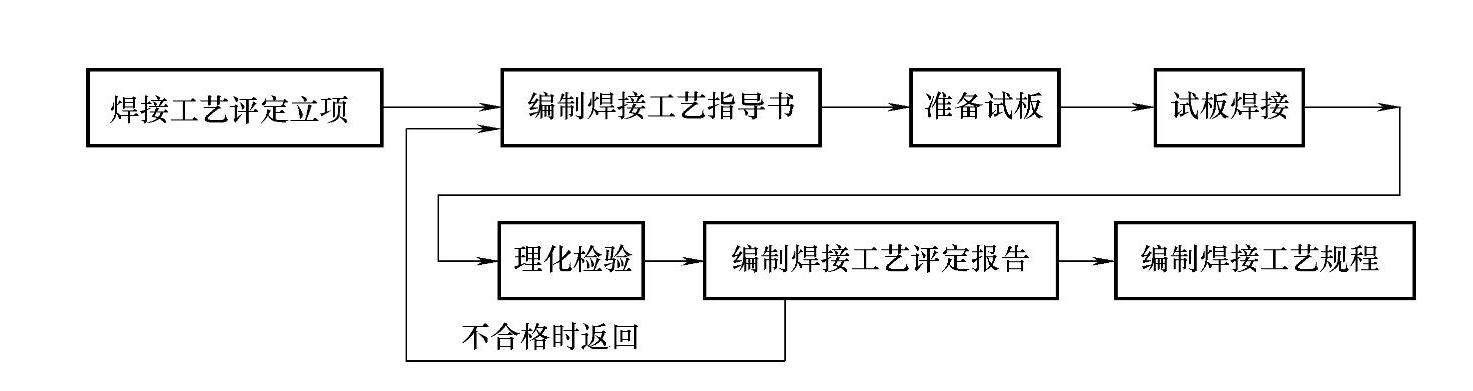
图5-3 焊接工艺评定过程示意图
(4)焊接试件的检验 试件焊完后先进行外观检查,再进行无损检测,最后进行焊接接头的力学性能试验。评定试件不允许返修,如果检验不合格,则分析原因,重新编制焊接工艺指导书(修改工艺或参数),重焊试件。
(5)编写焊接工艺评定报告 要求评定的项目经检验全部合格后,即可编写焊接工艺评定报告。工艺评定报告内容大体分成两大部分:第一部分是记录焊接工艺评定试验的条件,包括试件材料牌号、类别号、接头形式、焊接位置、焊接材料、保护气体、预热温度、焊后热处理制度、焊接热输入等;第二部分是记录各项检验结果,其中包括拉伸、弯曲、冲击、硬度、组织、无损检测和化学成分分析结果等。
焊接工艺评定报告有完成该项评定试验的焊接工程师填写并签字,内容必须真实完整。
除了上述焊接工艺评定的一般程序外,实际评定中还应考虑下列问题。
1)焊接工艺评定报告由总工程师或单位技术负责人批准生效,作为焊接工艺规程的依据。
2)评定合格的工艺指导书可直接用于生产,也可以根据焊接工艺指导书、焊接工艺评定报告结合实际生产条件编制焊接工艺规程(卡),指导焊接或补焊生产。
3)焊接工艺评定工作和相关试验必须在制造厂内进行,所编制的焊接工艺规程只适用于该制造厂。
有关铸钢件焊接及缺陷修复的文章

此时,焊接工艺评定试验的负责人应分析具体原因,提出改进措施,重新编制焊接工艺文件,再次进行评定试验,直至评定合格为止。材料类别 根据NB/T 47014,当采用该标准以外的母材进行焊接工艺评定时,应根据该材料的化学成分、力学性能、焊接工艺性参照NB/T 47014的表1进行归类,并填写归类报告。......
2023-07-02

应经焊接责任人审核、技术负责人批准。9)生产单位技术部门负责将焊接工艺评定资料归档、保存。10)焊接工艺评定试样一般由焊接试验室保存,保存期应符合相关安全技术规范的规定。12)对焊接工艺评定结果不合格的,应由焊接责任人召集有关人员分析原因,修改焊接参数,重新制定“焊接工艺评定指导书”,并按上述程序重新进行焊接工艺评定试验。......
2023-06-23

据此,焊接工艺评定的程序,如图8-8所示。根据工艺评定施焊记录、无损检测记录、热处理记录和接头力学性能试验结果记录,整理焊接工艺评定试验报告。......
2023-06-15
焊接工艺评定的目的除了验证焊接工艺规程的正确性外,更重要的是评定制造单位的能力。美国ASME规范认为,焊接工艺评定的目的是确定拟建造的产品满足对预定应用场合提出的各项性能要求的能力。焊接工艺评定报告应有企业管理者或管理者代表审查签字,以保证该企业完成的焊接工艺评定程序的合法性,以及试验结果的可靠性。......
2023-06-28
焊接工艺评定试件应由该工程施工企业中持证的焊接人员施焊。焊接工艺评定结果不合格时,允许在原焊件上重新加倍取样进行检验。对于焊接难度等级为A、B、C级的钢结构工程,其焊接工艺评定有限期为5年。Ⅲ、Ⅳ类中钢材的栓钉焊接工艺评定试验不得相互替代。非熔化极气体保护焊时,下列条件之一发生变化,应重新进行工艺评定:1)保护气体种类的变换。......
2023-08-22

焊接工艺评定所选用的设备、仪表和辅助机械均应处于正常工作状态;钢材与所用的焊接材料必须符合相应的标准;需由本单位技能熟练的焊工焊接试件,焊缝的热处理也必须由专门从事热处理的工人进行。表8-7 焊接工艺评定的次要因素(续)注:符号“√”表示对该焊接方法为次要参数。④类别号为Ⅱ、组别号为Ⅵ-1母材的评定适用于该类别号或该组别号母材与类别号为Ⅰ母材所组成的焊接接头。......
2023-06-15

2)压力容器的焊接工艺评定应当符合NB/T 47014—2011《承压设备焊接工艺评定》的要求。4)要求焊后消除应力热处理的压力容器,一般应当在热处理前焊接返修,如在热处理后进行焊接返修,应当根据补焊深度确定是否需要进行消除应力处理。3)多层包扎压力容器、整体包扎压力容器的松动面积和热套压力容器热套面的间隙。......
2023-11-22

相关推荐