为了模拟铰的运动,在定义滑动曲线铰之后,又继续定义了旋转铰和棱镜铰,最后定义了固定零件,这样整个运动机构就可以进行模拟了。图15-4 选择台面零件中的直线作为第一条曲线图15-5 选择椭球体的圆弧曲线作为第二条曲线设置旋转铰单击工具栏内的图标,出现对话框。图15-7所示为已生成所有铰的名称。保存该装配部件。定义滑动曲线铰本身不复杂,但因为涉及到其他两个铰以及零件之间的运动关系,相对位置关系容易搞混。......
2023-07-01
1)铸钢件需要堆焊部位表面的氧化皮、渗碳层等必须打磨去除,表面的油污、锈蚀及水分等污物也必须清理干净。
2)堆焊外边缘需要采用钢筋、圆钢、钢板等进行支撑,矫正尺寸用的垫块、垫板一般采用低碳钢材料,但对于不锈钢铸钢件的堆焊,必须采用同材质材料作垫块、垫板或采用同类不锈钢焊材堆焊过渡层后再采用低碳钢材料。所有作为垫块、垫板的钢筋、圆钢、钢板等焊后必须采用碳弧气刨清除并打磨干净,或采用机械加工方法清除。
3)大面积堆焊时,注意调整焊接顺序,以控制焊接变形。可以采用依次叠置法或分段多层堆焊法,如图3-1和图3-2所示。

图3-1 依次叠置堆焊法

图3-2 分段多层堆焊法
4)大面积缺肉与尺寸不足的铸钢件和磨损要修复的铸钢件堆焊时,两相邻焊缝的熔合宽度应为焊缝宽的1/3,每条焊缝宽窄力求一致,堆焊顺序为分道对称焊(见图3-3),以分散热量。
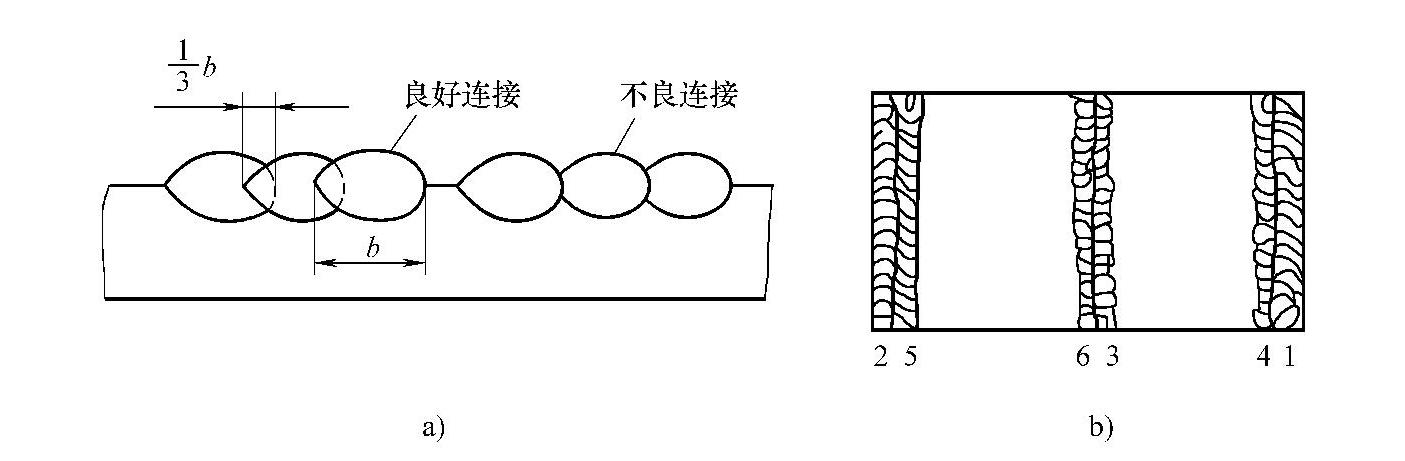
图3-3 堆焊示意图
a)焊缝熔合宽度 b)分道对称焊顺序
5)堆焊表面要求平整,堆焊后可以修刨或修补。修刨或修补后的表面高低差一般为±2mm,且堆焊焊缝最低点尺寸要保证铸钢件交货尺寸和加工或精整余量的要求。
6)大面积多层堆焊时,层与层之间要相互形成大于15°的交叉角,或层间焊道应相互垂直,以改善焊接应力状态,防止铸钢件变形和产生裂纹。
堆焊时,其他工艺规范和要求与铸钢件补焊相同。
有关铸钢件焊接及缺陷修复的文章

为了模拟铰的运动,在定义滑动曲线铰之后,又继续定义了旋转铰和棱镜铰,最后定义了固定零件,这样整个运动机构就可以进行模拟了。图15-4 选择台面零件中的直线作为第一条曲线图15-5 选择椭球体的圆弧曲线作为第二条曲线设置旋转铰单击工具栏内的图标,出现对话框。图15-7所示为已生成所有铰的名称。保存该装配部件。定义滑动曲线铰本身不复杂,但因为涉及到其他两个铰以及零件之间的运动关系,相对位置关系容易搞混。......
2023-07-01

(一)奥氏体不锈钢的焊接工艺要点1)几乎所有的熔焊方法都适用于奥氏体不锈钢的焊接。对于纯奥氏体与超级奥氏体不锈钢,由于热裂纹敏感性较大,应严格控制热输入,防止焊缝晶粒严重长大与焊接热裂纹的发生。(三)铁素体不锈钢的焊接工艺要点常用焊接方法都可以适用于普通铁素体不锈钢的焊接,当使用同材质焊接材料时,需采取下列措施:1)预热:一般在100~150℃左右,当含铬量提高时,预热温度也相应提高。......
2023-06-23

2.注意事项在伴奏音乐使用中,高班与低班学生有很大差别。高班学生的肌肉弹性、韧性,经过多年训练已经游刃有余了,能适应各种复杂的动作要求,节奏有时是半拍一个动作,速度比较快,变化也比较多。高班接近舞台表演,而舞台表演一般是用交响乐队伴奏的,因此平时的伴奏音乐要更磅礴大气一些,可以大量尝试采用各种不同风格的音乐,包括爵士风格、和声复杂一些的近现代作品。......
2023-10-20

在喷涂施工中,最重要的应该是具备丰富的喷涂经验和正确的喷枪操作技术。而正常的喷涂距离应与喷枪气压、喷枪的扇面调整大小以及涂料的种类相配合。喷涂过程中绝对不能让喷枪停住不走,否则会产生流挂。在行程终点关闭喷枪可以避免出现流挂,并把飞漆减少到最低。......
2023-09-29
进气管回火的一般排查步骤①试车,确认主要的故障现象。检查排气管,并未堵塞。为此,可以拆除排气管,然后起动发动机,看回火现象有无好转。检查发动机进气系统,没有泄漏之处。先后更换了空气流量传感器、点火线圈、火花塞及分缸线,但是故障现象依旧。检查点火线圈的旁路接地电容器 有的发动机在5000r/min时进气管发生回火现象,甚至将塑料进气管振裂,此时需要检查点火线圈旁路接地电容器是否损坏。......
2023-08-30

题目要求阅读下面短文,根据你的理解和感受,试着修改润色这篇习作。写作提示1.仔细阅读文章,发现其长处与不足,不足之处就是需要修改的地方。(金诗雨)教师评语小作者从“言”和“意”两个方面对原文进行了修改润色。......
2023-07-05

各类钢材尺寸的容许偏差,可参照相关规定进行核对。钢材表面的锈蚀深度,不得超过其厚度公差。对属于下列情况之一的钢材,应进行抽样复验,并要求见证取样、送样。5)设计有复验要求的钢材。工程预算通常可按实际用量所需的数值再增加10%进行提料和备料。......
2023-08-22
铜止水片安装应准确、牢固,其鼻子中心线与接缝中心线误差为±5mm。不得使用变形、裂纹和撕裂的聚氯乙烯或橡胶止水带。橡胶止水带连接宜采用硫化热黏结;PVC止水带的连接按厂家要求进行,可采用热黏结。止水带安装应由模板夹紧定位,支撑牢固,其上或下50cm范围内不宜设置水平施工缝。......
2023-06-29
相关推荐