手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15
脉冲钨极氩弧技术是在普通钨极氩弧焊基础上采用可控的脉冲电流取代连续电流发展起来的。钨极脉冲氩弧焊技术在铸钢件缺陷修复中的应用,使钨极氩弧焊工艺更加完善,已成为一种优质、经济、有效、高精密的先进焊接修复技术。
采用脉冲钨极氩弧焊技术在进行铸钢件缺陷修复时具有精度高、变形小等特点,操作简单灵活,适用于不同位置的补焊。在焊接过程中采用可控脉冲电流来加热焊件,当每一次脉冲电流通过时焊件被加热熔化形成一个点状熔池,基值电流通过时使熔池冷凝结晶,同时维持电弧燃烧。因此,脉冲氩弧焊的焊接过程是一个断续的加热过程,焊缝由一个个点状熔池叠加而成。焊接电弧是脉动的,有明亮和暗淡的闪烁现象。采用脉冲电流可以减小焊接电流平均值(交流电时是指有效值),降低焊件的热输入。
实践表明,脉冲电流频率超过5kHz后,电弧具有强烈的电磁收缩效果,使得高频电弧的挺度大为增加,即使在小电流情况下,电弧也有很强的稳定性和指向性,电弧电压随着焊接电流的频率增高而增大。因此,高频电弧具有很强的穿透力,增加焊缝熔深,可以起到焊缝与母材的良好结合作用。高频电弧的振荡作用有利于晶粒细化、消除气孔,得到优良的补焊区。
1.脉冲钨极氩弧焊的工艺特点
(1)电弧稳定、挺度好 即使小电流也不易产生飘弧,特别适用于精加工后的缺陷补焊及单面焊背面成形、打底焊的焊接工艺。
(2)焊接热输入低 脉冲电弧对焊件的加热集中,热效率高,能精确地控制焊接热输入,有利于减少热影响区及焊接变形。
(3)易于控制焊缝成形 能精确控制熔池的形状和尺寸焊接熔池凝固速度快,可以提高焊缝抗烧穿和熔池的保持能力,既能获得均匀熔深,又不产生过热、流淌或烧穿现象,有利于实现不加衬垫的单面焊双面成形及全位置焊接。
(4)适合于难焊金属的焊接 脉冲钨极氩弧焊焊缝质量好,焊缝由焊点相互重叠而成,后续焊点的热循环对前一焊点具有正火处理作用;脉冲电流产生更高的电弧温度和电弧力,使难熔金属迅速形成熔池。由于脉冲电流对点状熔池具有强烈的搅拌作用,且熔池的冷却速度快,高温停留时间短,因此焊缝金属组织细密,树枝状晶不明显。这些都使得脉冲焊缝的性能得以改善,可以减少热敏感材料产生裂纹的倾向。
2.脉冲钨极氩弧焊的分类
根据电流的种类,脉冲钨极氩弧焊可分为直流钨极氩弧焊及交流钨极氩弧焊。前者用于焊接不锈钢,后者主要用于焊接铝、镁及其合金。脉冲钨极氩弧焊的焊接电流从低的基值电流到高的峰值电流周期变化。根据脉冲频率范围,脉冲钨极氩弧焊可分为低频脉冲钨极氩弧焊和高频脉冲钨极氩弧焊。
(1)低频脉冲TIG焊 它的主要特点是利用脉冲式热输入的方式形成焊缝。在脉冲电流持续期间,每次电流脉冲,都能瞬时地集中把能量传递给母材,焊件上形成点状熔池。脉冲电流停歇期间(脉冲结束后),焊接电流降为基值电流,利用基值电流维持电弧的稳定燃烧。但电弧的能量大大减少,降低了焊接热输入,并使熔池金属凝固。当下一个脉冲来到时,在未完全凝固的熔池上再形成一个新的熔池。如此重复进行,就由许多焊点相互连续搭接而形成焊缝,因此脉冲焊缝事实上是由一系列焊点组成的,如图2-18所示。
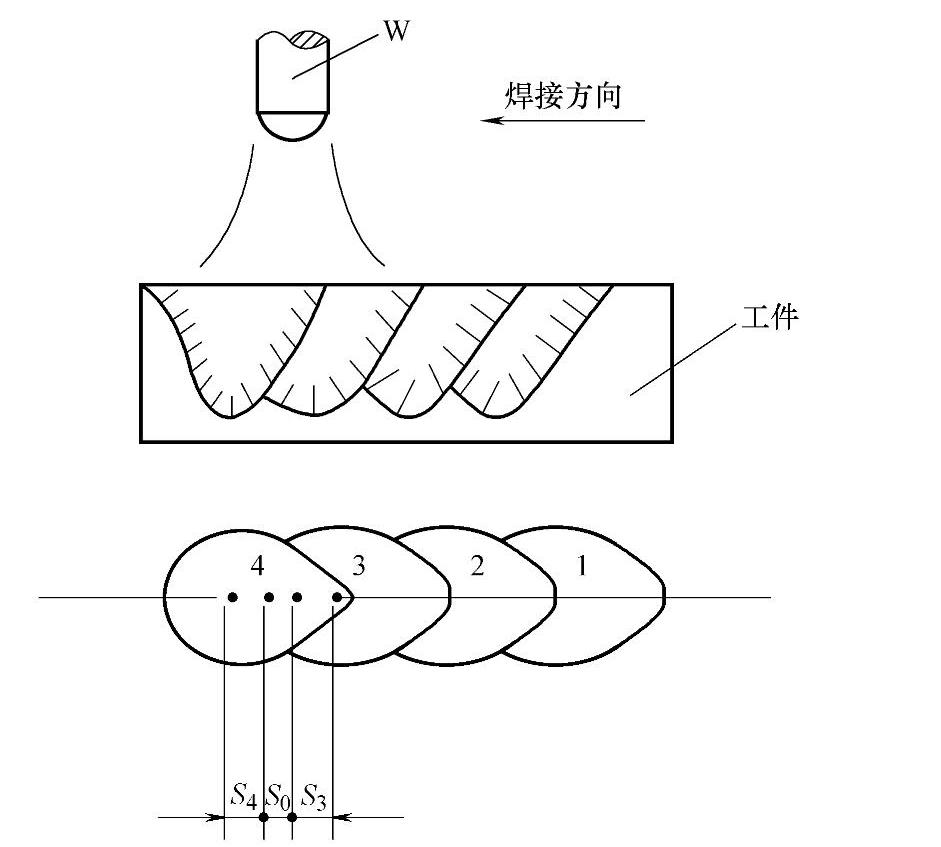
图2-18 脉冲钨极氩弧焊的焊缝形成过程
注:1~4为第1~4个焊点;S3为形成第3焊点时,
脉冲电流作用的区间;S4为形成第4焊点时脉冲
电流作用的区间;S0为基值电流作用的区间。
低频脉冲钨极氩弧焊有以下工艺特点:
1)电弧热输入低。
2)便于精确控制焊缝成形。
3)适合于难焊金属的焊接。
(2)高频脉冲钨极氩弧焊 电流的脉冲频率范围为10~30kHz,主要用于超薄板焊接和高速焊接。
3.脉冲钨极氩弧焊的工艺参数及选择
(1)脉冲电流Ip及脉冲持续时间tp脉冲电流与脉冲持续时间之积Iptp称为通电量。通电量决定了焊缝的形状尺寸,特别是熔深。应根据被焊材料及缺陷深度选择脉冲电流与脉冲电流持续时间,其材料比焊件厚度的影响更大。
(2)基值电流Ib基值电流比脉冲电流小,基值电流的主要作用是维持电弧的稳定燃烧,因此在保证电弧稳定的条件下,应尽可能选择较低的基值电流。但在焊接冷裂倾向较大的材料时,应将基值电流选的稍高一些,以防止火口裂纹。基值电流一般为脉冲电流的10%~20%。
(3)脉冲间隙时间tb熔池充分凝固的基值时间称为脉冲间隙时间,一般为脉冲时间的1~3倍。脉冲间隙时间过长会降低热输入,形成不连续焊道。
(4)焊接速度υ为了获得连续细密的焊缝,保证各熔池的相互重叠,低频脉冲TIG焊时,焊接速度应与脉冲频率相匹配,满足焊点间距的要求。焊接速度与脉冲频率之间要满足下式:
式中Ld———相邻两焊点最大允许间距(mm);
f———脉冲频率(Hz),常用频率一般低于10Hz;
υ———焊接速度(mm/min)。
4.低频脉冲氩弧焊在铸钢件焊接中的应用
低频脉冲钨极氩弧焊主要用于铸钢件精加工后的小缺陷修复,适用于各类铸钢材料,特别是对热敏感性高的金属材料的缺陷修复,以及单面焊双面成形的管子对接打底层焊接。采用这种方法,修复前铸钢件不需要预热,焊后也不需要热处理,修复过程中热输入得到精确控制,从而保证了精加工件修复后无变形。
有关铸钢件焊接及缺陷修复的文章

手工钨极氩弧焊适用于焊接0.5~5.0mm的铝及铝合金焊件,机械化(自动)钨极氩弧焊可以焊接1~12mm的环缝或纵缝。所以,铝及铝合金采用手工钨极氩弧焊时,采用交流电源最好。常用铝及铝合金手工TIG焊的焊接参数见表4-11。......
2023-06-15

钨极氩弧焊设备通常由焊接电源、引弧及稳弧装置、焊枪、供气系统、水冷系统和焊接程序控制装置等部分组成,对于自动氩弧焊还应包括焊接小车行走机构及送丝装置。图7-52所示为手工TIG焊设备系统示意图,其中焊接电源内已包括了引弧、稳弧装置及焊接程序控制装置等,图7-53所示为自动TIG焊的焊枪和导丝机构示意图。......
2023-07-02

使用熔化电极的脉冲氩弧焊称为熔化极脉冲氩弧焊。2)由于熔化极脉冲氩弧焊的电流脉动,将引起熔滴过渡的可控性和电弧力的脉动,这样有利于加快熔池冶金反应及熔池内的气体逸出。3)由于熔化极脉冲氩弧焊能够严格地控制焊接热输入,因此也能够较精确的控制熔池形状和熔合比。4)熔化极脉冲氩弧焊可以提高焊缝的抗裂性、抗气孔性、提高焊缝的强度和冲击韧度等力学性能。......
2023-06-15

③检查氩弧焊水、气冷却系统有无堵塞或泄漏。定位焊:采用手工钨极氩弧焊,按表6.8中的焊接参数在工件正面坡口内两端进行定位焊,焊点长度10~15mm,并将焊点接头端预先打磨成斜坡状。1)引弧在工件右端定位焊缝上引弧。图6.44手工钨极氩弧焊1—喷嘴;2—钨极;3—熔池;4—焊丝;5—焊件3)接头当更换焊丝或暂停焊接时,需要接头。......
2023-06-27

表7-24 T91钢管焊接材料焊接设备 ZX5—400型弧焊整流器1台,氩气瓶,氩弧焊焊枪。表7-25 T91钢管对接水平固定手工TIG焊打底、焊条电弧焊盖面单面焊双面成形的焊接参数2)焊接过程采用短弧焊接为好,注意控制焊接速度。7)盖面焊接前,应仔细地打磨填充层表面,保持待焊层表面平整,填充层焊缝表面与焊件表面距离1.5~2mm。......
2023-06-15

采用双脉冲MIG焊工艺,可以进行不锈钢、铝合金材料的焊接,图8-15所示为不同的低频脉冲频率、相同焊接速度下的铝合金双脉冲MIG焊焊缝成形照片。图8-15 不同低频脉冲频率的双脉冲MIG焊焊缝成形a)2Hz b)5.6Hz目前有的焊机可以给出不同的双脉冲模式,图8-16所示为德国DALEX公司生产的VARIO MIG400L-B型MIG/MAG焊机输出的几种脉冲波形以及相应的铝合金焊接焊缝图片。......
2023-06-30

氩气 氩气纯度不小于99.9%。钨极 WCe—5型(铈钨极)2.5mm,钨极端部磨成20°~25°的圆锥形。焊件 Q245钢管,42mm×5mm。考核焊件清理程度应符合焊接要求,应正确进行定位焊,正确选择焊接参数。3)焊缝内部质量。时间规定 焊前准备时间20min,正式焊接操作时间为40min。......
2023-06-15

相关推荐