应该指出的是,奥氏体不锈钢和珠光体钢焊件焊后进行热处理时,当加热到高温时,随着焊接接头在高温中受热膨胀,在松弛中降低了焊接应力,由于母材金属和焊缝金属的热物理性能有差异。奥氏体不锈钢和珠光体钢焊后进行的热处理,并不能消除焊接应力,只是焊接应力的重新分布。......
2023-06-15
1.焊接性
w(Cr)=9%~12%的超临界(T91/P91)钢及超超临界(E911、T92/P92)钢和超超临界、超高温钢同属于马氏体耐热钢,材料的焊接性较差,铸钢件焊接或补焊过程有相当高的冷裂倾向,特别是易出现焊接接头脆化、HA2区软化等问题,焊缝及热影响区易产生硬脆的马氏体组织,在焊接热循环的作用下,经过高温过热,焊缝及熔合线附近晶粒急剧长大,焊缝和热影响区韧性降低,加上焊接应力的作用,极易形成冷裂纹,由于铸钢件裂纹大多数在R圆角处出现,此处为高应力区,冷却时易产生较大应力而使焊缝或热影响区开裂。此外,这类钢因为含有一定量导致热裂敏感性提高的Nb,因此有热裂倾向,但由于碳和杂质含量低,热裂倾向还是比较低的。
2.铸钢件焊接和缺陷补焊的主要问题
(1)缺陷清除 采用碳弧气刨、机械加工、砂轮或金属磨头打磨等方法清除缺陷。对于点状气孔、渣孔、夹渣、浅表线性等铸造缺陷应尽可能采用金属磨头或砂轮打磨清除缺陷;对于UT检测发现的超标缺陷、面积较大黑皮缺肉部位以及采用打磨方式无法清除的缺陷可选择使用碳弧气刨消除缺陷,消除缺陷前需对缺陷区域进行火焰局部预热,当缺陷较多、面积较大时可选择整体进炉预热,预热温度参照补焊预热温度,尤其在清除冒口下疏松性或线性缺陷时,必须保证预热的温度及范围,冒口下线性缺陷如图2-2所示。

图2-2 冒口下线性缺陷
对于存在可能扩展的裂纹或碳弧气刨清除困难的密集型疏松缺陷(见图2-3),由于深度较深,碳弧气刨操作困难,且UT检测发现超标时,如果条件具备,可采用机械加工的方式清除缺陷。机械加工消除缺陷前要求对缺陷位置以及深度进行标注,当缺陷加工到标注深度后,进行PT现场检测,若还有缺陷,继续加工时,每加工5~10mm深度,进行一次PT检测,直至缺陷清除干净。加工后的坡口要求内壁平滑,坡口角度为10°~15°,坡口根部R大于10mm。
(2)坡口制备 采用碳弧气刨和打磨后的坡口形状呈U形,坡口随形制备,并要求圆滑过渡,坡口表面渗碳层和氧化渣等必须清理打磨干净,并露出金属光泽(至少打磨1.5mm),采用加工方法制备的坡口形状如图2-4所示,坡口必须经MT或PT检测确认。
(3)加热 焊前预热、焊接过程温度、焊后去应力处理温度等的控制及要求如图2-5所示。
预热一般采用整体进炉预热,采用天然气火焰局部预热时,预热范围为补焊区及坡口周边250mm;对于铸钢件的焊接或补焊,只需要200℃左右的预热就可以防止裂纹,整体进炉预热出炉后或局部预热过程中,需采用保温棉对补焊区周围300mm进行覆盖保温;焊接过程的温度也必须保持在预热温度范围,层间温度应控制在300℃以下。过大的焊接热输入、过高的预热温度和过高的层间温度都会增大焊缝金属在800~500℃的冷却时间,导致低劣的焊缝冲击韧度降低。因此,合理的焊接工艺,对确保焊缝冲击韧度至关重要。焊接后,将温度缓冷到80~100℃(不含100℃),以实现向马氏体完全转变。然后尽快进行热处理,因为这样高硬度的马氏体在潮湿的环境下,形成应力腐蚀裂纹的敏感性极高。E911、T92/P92钢的冷裂纹敏感性比T91/P91钢略低。超超临界材料铸钢件各种焊接方法焊前预热温度见表2-2,焊接方法及焊接材料选择对应见表2-3。
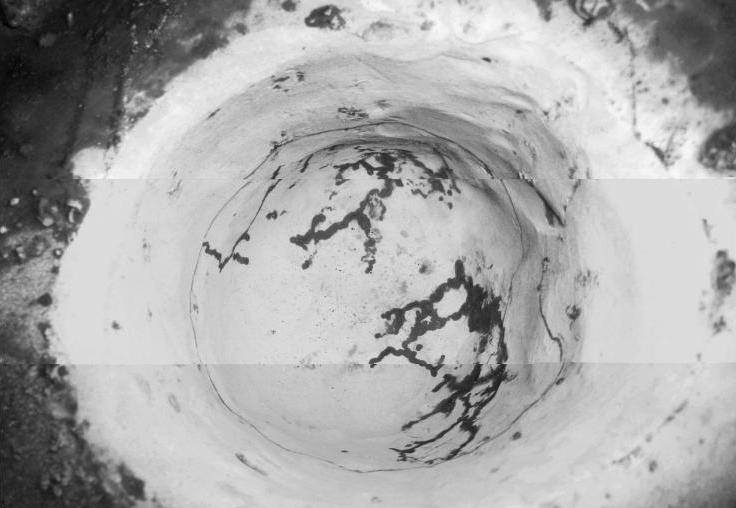
图2-3 气刨后残留的疏松缺陷
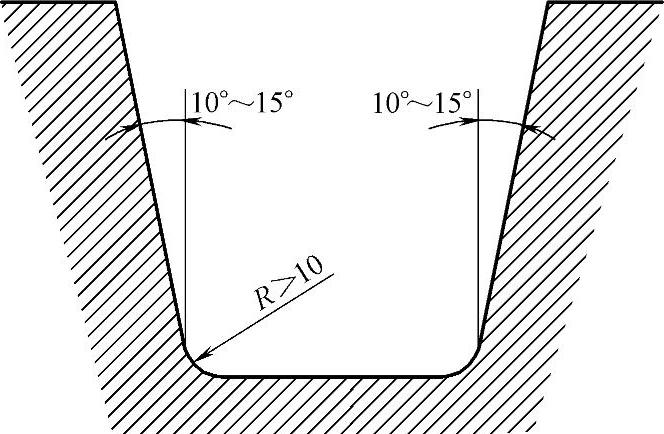
图2-4 加工后的坡口形状示意图

图2-5 预热温度及去应力热处理控制曲线
注:去应力处理保温时间(h)按(最大壁厚/50)+2计算,计算结果不足8h的按8h计。
表2⁃2 超超临界材料铸钢件各种焊接方法预热温度

(续)

表2⁃3 焊接方法及焊接材料选择

②德国焊条。
(4)焊接或补焊操作 包括下列内容:
1)同一铸钢件多处缺陷补焊时,先焊完的部位采用保温棉覆盖保温缓冷,一次不能焊完或大坡口补焊的,补焊中途应进行预防白点退火,消氢后检测(干磁粉),如果需要进行MT、UT检测,则必须等铸钢件温度冷至室温后进行,MT、UT检测确认符合要求后再预热补焊。
2)补焊过程每焊一道焊缝,采用钢刷、风动除鳞针、砂轮等工具将焊渣和飞溅清除并清理干净,中途停焊时应及时采用保温棉覆盖焊缝进行保温处理。
3)采用焊条电弧焊多层多道焊时,焊道厚度控制在不大于焊条直径为宜,焊道宽度不得超过焊条直径的3倍。采用CO2气体保护焊时,焊道宽度不得超过15mm。
(5)去应力热处理 对于较大坡口,去应力前需将补焊区保温缓冷至90~150℃,保温1~2h后进行去应力热处理。
有关铸钢件焊接及缺陷修复的文章

应该指出的是,奥氏体不锈钢和珠光体钢焊件焊后进行热处理时,当加热到高温时,随着焊接接头在高温中受热膨胀,在松弛中降低了焊接应力,由于母材金属和焊缝金属的热物理性能有差异。奥氏体不锈钢和珠光体钢焊后进行的热处理,并不能消除焊接应力,只是焊接应力的重新分布。......
2023-06-15

(二)珠光体钢与奥氏体钢的焊接工艺1.焊接方法注意选择熔合比小、稀释率低的焊接方法。如果为了防止珠光体钢可能产生冷裂纹则需要预热,但预热温度比同种珠光体焊接要低一些。②直接施焊,主要是要保持珠光体钢坡口面熔深最小。......
2023-06-23

在评判裂纹敏感性时,不能用碳当量Ceq或裂纹敏感指数PCm来判断T91/P91钢的焊接裂纹敏感性,因为这些参数是在实验的基础上得到的,有着严格的适用范围,它们只适用低合金钢,而不适用新型铁素体耐热钢。因此,该类钢焊接时,要求采用小热输入的焊接参数,并且在满足焊缝金属韧性要求的前提下,尽量降低预热温度和层间温度。......
2023-06-15
由于钢顶管中最常见的连接方式为焊接式连接,故首先对焊接式钢管作为曲线顶管的性能进行分析。数值分析方法在建模过程中,不考虑焊缝,而直接将管道视为整体分析。图9-62 焊接式管道偏转方式管道荷载:由于焊接式管道较长,且没有周围土体情况下,如施加顶力则管道直接发生欧拉屈曲,故未施加顶力。由此可见,如焊接式钢顶管曲线顶进的曲率半径过小,对工程及施工人员的安全是致命的。......
2023-06-24
(一)异种钢焊接结构常用的钢种按照金相组织分类,主要有珠光体钢、马氏体-铁素体钢和奥氏体钢等三大类型。但对于铁素体或奥氏体钢,且其焊缝金属也为铁素体或奥氏体的异种钢焊接接头,则可能有害无益。因此对于珠光体、贝氏体、马氏体类异种钢的焊接,预热是有好处的。......
2023-06-23
奥氏体不锈钢铸钢的焊接性与经过轧制和锻造的Cr-Ni奥氏体不锈钢一样,焊接性良好。奥氏体不锈钢铸钢件常在固溶处理或淬火的条件下使用。奥氏体不锈钢铸钢的焊接方法常用的有焊条电弧焊、钨极氩弧焊和熔化极气体保护焊。奥氏体不锈钢铸钢焊后会影响其性能,但一般在焊接状态的铸钢仍有满意的性能。......
2023-06-28

合金钢渗碳时,由于合金元素的影响,其共析层碳含量偏差更大。碳化物的数量、分布、大小、形状对渗层性能有重大影响。渗碳件合适的心部组织应为板条马氏体,或板条马氏体+托氏体,但不允许有大块状或过量的铁素体,如心部铁素体数量过多,则工件心部强度偏低,承载时易出现心部塑性变形和渗层剥落。......
2023-06-24
相关推荐